超精密立式磨床Z轴振动案例分析
2018-09-21杨逢春
杨逢春 张 军 叶 超
(中国工程物理研究院机械制造工艺研究所,四川绵阳621900)
0 引言
立式磨床主要用于磨削长轴类、筒类等零件内、外圆,我单位近期成功研制了一台超精密立式磨床。该机床采用基于PMAC控制器的开发式数控系统,X轴、Z轴、C轴均采用直驱电机,其导轨采用静压支承,直线电机带动大型重载负载运动,并由平衡杠协调动态平衡。
该结构特点机床在国内为首次研发,在装调、优化等方面尚无相关经验可以借鉴,在研制优化过程中遇到了很多技术难题。本文以工作中实际遇到的典型问题为对象,详细介绍了超精密立式磨床Z轴导轨振动故障的解决思路,以期为类似专用机床的研制调试提供参考。
1 故障现象及系统控制原理
机床进给轴振动,对加工的精度、工件的表面质量有着不容忽视的影响。Z轴在移动过程中出现振动,严重影响机床精度。
Z轴采用科尔摩根驱动器,并由西门子直线电机带动大型重载部件运动,海德汉光栅尺作全闭环反馈,并由平衡杠协调动态平衡。
该系统采用PC机+PMAC+科尔摩根驱动器+西门子直线电机的控制方案,海德汉光栅作为反馈,如图1所示。此方案在驱动器侧实现速度环、电流环控制,PMAC控制卡侧实现位置环控制,运动精度高。
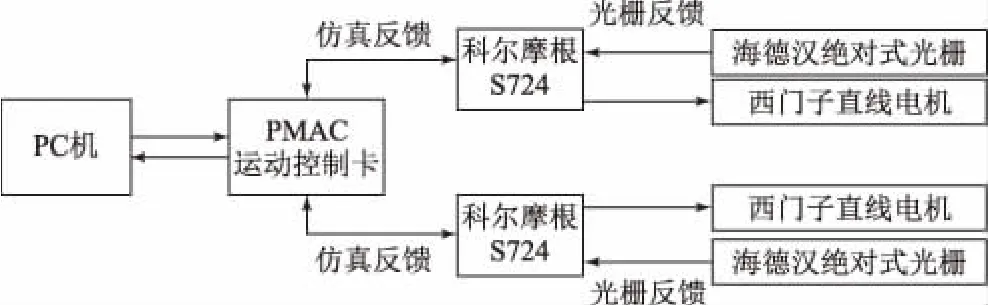
图1 方案原理图
工控机作为上位机向PMAC控制器发出指令,PMAC经过分析处理,向科尔摩根发出模拟量信号,驱动器接收到信号后经过一系列的算法,输出控制信号驱动西门子直线电机移动。海德汉光栅尺实时将移动位移转化成数字信号反馈给PMAC,组成全闭环系统。
2 机械结构
Z轴由科尔摩根724型驱动器驱动西门子直线电机1FN3,其导轨采用双C型结构静压支承,如图2所示,导轨行程接近1.5 m,导轨由床身、侧导轨、上导轨以及滑台组成。制造时保证导轨零件形位精度控制在1 μm,由于静、动部件不接触,真正实现了无摩擦,减小了热变形对精度的影响。
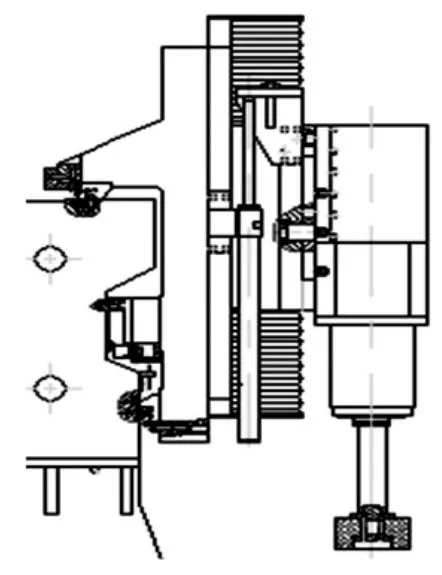
图2 Z轴结构图
3 故障分析与处理
Z轴在移动过程出现振动,与机械传动方面、电气伺服方面都可能有关。机械方面可能与机械油膜间隙、机械安装、平衡系统有关,电气方面与伺服刚性、反馈系统等都有关。
静压导轨移动部件受到摩擦力,主要需检查静压是否建立,油膜没建立好,是引起振动和爬行的主要原因之一。缺少润滑油会导致活塞受损,从而引起振动。重新加注润滑油后,系统振动有一定改善,但是依旧存在(可以通过监测系统速度得知),如图3所示。
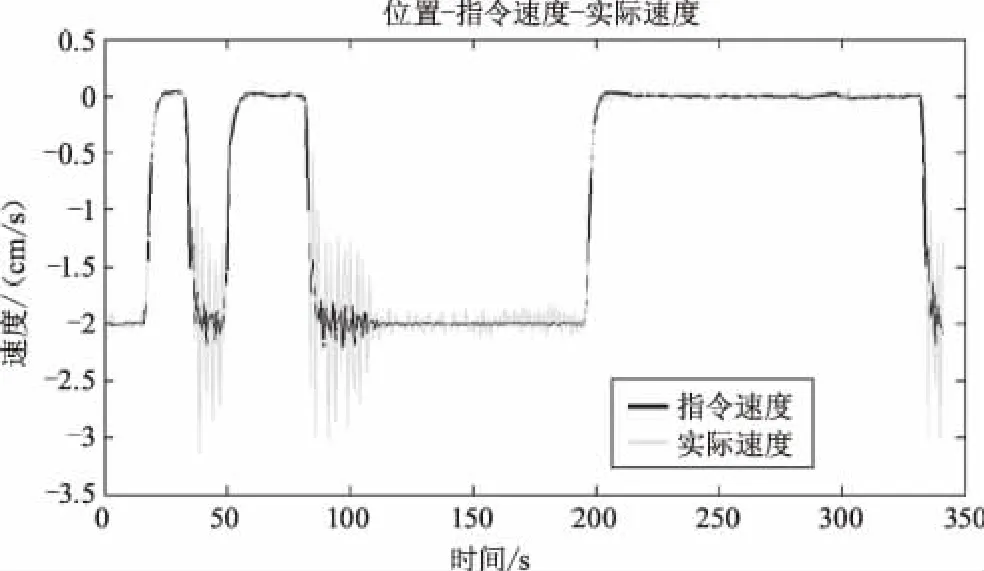
图3 Z轴速度监测分析图
机床进给轴振动与伺服各个环节也密切相关,指令速度与实际速度波动很大,加上机床Z轴属重载,平衡杠非线性等因素影响,也会引起系统振动,适当提高速度环,降低电流环,系统跟随特性有明显改善。
为了保证系统惯量匹配,综合调整电流环和速度环,对系统进行伺服优化,先将电流环由原来的25.5降低为20,速度环增益由2.5增加至5,在积分时间上,电流环时间设置为0.7 ms,速度环时间设置为10 ms。
再配合示波器和信号发生器对电机进行调试,调节电流环、速度环,最终使电机达到满意的控制特性,如图4所示。
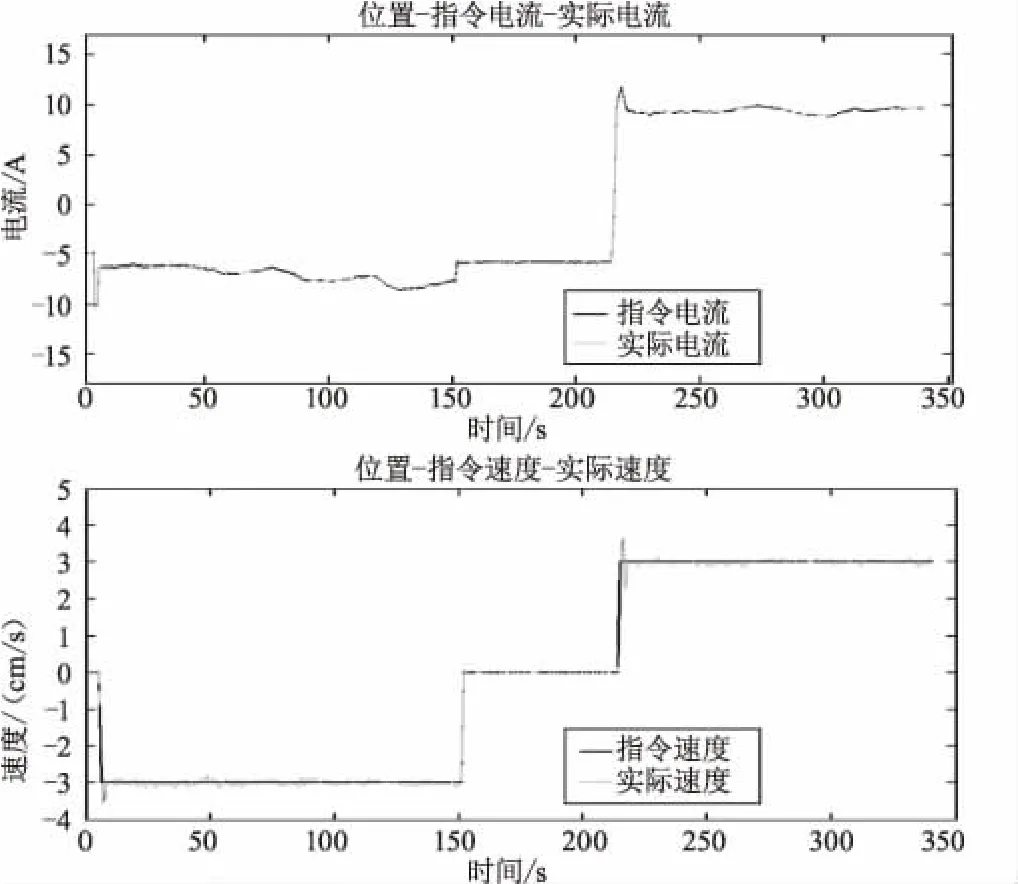
图4 优化后电流、速度跟随分析图
4 建议及总结
随着我国机械制造水平的提高,超精密机床正逐渐迈入国际先进水平。目前,超精密机床虽然精度高、结构复杂,但只要在其装配、调试过程中掌握机床相关模块的工作原理和机械结构,了解其操作方法、动作顺序,利用高精度的检测方法,对故障现象从原理上作充分分析,就一定能找到排除故障的方法,从而达到预期效果。通过超精密立式磨床机电控制系统调试,我们对基于PMAC的开放式数控系统以及直线电机驱动系统有了深入了解,为后续相关设备调试积累了丰富的经验。
