一种联轴器加工用三爪卡盘设计
2018-09-13王曼娇
王曼娇
(湖南财经工业职业技术学院 机械工程系,湖南 衡阳 421001)
三爪卡盘是机床上用来夹紧工件的机械装置,其利用均布在卡盘体上的活动卡爪的径向移动,对工件进行夹紧和定位。但是在对联轴器装夹和加工时,由于联轴器的轴孔加工精度要高于外圆面的加工精度,因此采用三爪卡盘对联轴器的外圆面进行装夹不利于联轴器的高精度加工。CN204621636U公布了一种弹性联轴器液压夹具,包括夹具体、浮动锥套、浮动锥销、弹簧、垫块和卡爪;浮动锥套固定设置在夹具体的一侧;弹簧设置在浮动锥套内;弹簧的一端与夹具体相抵,另一端与浮动锥销相抵;浮动锥销的一端设置在浮动锥套内,另一端伸出浮动锥套外;垫块设置在夹具体靠近浮动锥套的一侧;卡爪设置在垫块远离夹具体的一侧。该夹具结构利用浮动柱销及限位螺钉对联轴器进行径向定位,该方法定位可靠度不高,浮动柱销出现细小的磨损都会造成其与联轴器轴孔之间出现缝隙,而导致加工出现较大的误差。
1 三爪卡盘示意图
为提高联轴器加工精度,提供一种结构简单、操作方便的联轴器加工用三爪卡盘,如图1~5所示。
2 结构及联接关系

图1 安装结构示意图

图2 正视图

图3 膨胀套结构示意图
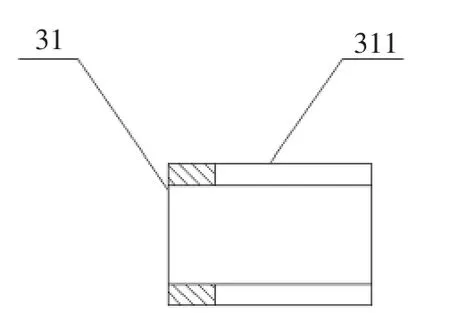
图4 膨胀套的剖视结构示意图
如图所示,联轴器4加工用三爪卡盘,盘体1以圆周均布的方式设置有三个卡爪2,卡爪2能够沿径向方向移动并固定;盘体1中心开设有螺栓沉孔12,螺栓沉孔12上设置有膨胀式定位装置3,膨胀式定位装置3包括膨胀套31和锥头螺栓32,膨胀套31两端交错开设有长条形等分槽311,并放置在螺栓沉孔12的沉孔段;锥头螺栓32由螺纹段321和椎体段322组成,膨胀套31锥头螺栓32穿过膨胀套31与螺栓沉孔12联接,其椎体段322与膨胀套31相接触。

图5 锥头螺栓的结构示意图
3 工作原理及使用方法
首先,将膨胀套31插入盘体1中心的螺栓沉孔12中;然后,将联轴器4通过轴孔套套设在膨胀套31上,并使联轴器4一端表面与盘体1上的环形凸台11相贴合;接着,将椎头螺栓拧入盘体1的螺栓沉孔12,使其椎体段322将膨胀套31涨开并将联轴器4的轴孔固定住;最后,调节三个卡爪2均卡主联轴器4侧壁,即完成整个装夹工作。
采用的技术方案是:通过设置在盘体中心的膨胀套对联轴器进行定位,在膨胀套中拧入锥头螺栓后,可以使膨胀套对联轴器的轴孔起到一定的固定作用,再配合卡爪即可对联轴器进行完全的固定,保证后续车铣工序的高精度进行。
4 结构分析
(1)盘体1上方设置有用于放置联轴器4的环形凸台11。该环形凸台11采用精加工制成,不仅可以减少整个盘体1的加工成本,并且可以提高联轴器4的放置精度。
(2)卡爪2上的夹持面为阶梯式结构。因联轴器4两端的直径差距较大,所以,阶梯式的结构可以保证卡爪2能够对联轴器4的两端都可以进行夹持。
(3)卡爪2前端为U型或者V型结构。前端为U型或者V型的结构,可以使卡爪2与联轴器4的侧面的接触面积更大,从而提高卡爪2对联轴器4的夹具效果。
(4)锥头螺栓32的椎体段322末端设有内六角螺栓孔323。通过内六角扳手即可将锥头螺栓32拧紧和放松,从而将联轴器4固定或取下。
(5)卡爪2前端设置有防滑垫21。所述防滑条为橡胶条材质。滑条的摩擦系数比卡爪2头大,施加同样大小的夹紧力下这种设置对工件的夹紧效果更好,工件不易滑动,提高了防滑性能。
5 技术构思及特点
该三爪卡盘特征在于盘体以圆周均布方式设置有三个卡爪,卡爪能够沿径向方向移动并固定;盘体中心开设有螺栓沉孔,螺栓沉孔上设置有膨胀式定位装置,膨胀式定位装置包括膨胀套和锥头螺栓,膨胀套两端交错开设有长条形等分槽,并放置在螺栓沉孔的沉孔段;锥头螺栓由螺纹段和椎体段组成,膨胀套所述锥头螺栓穿过膨胀套与螺栓沉孔螺接,其椎体段与膨胀套相接触。该三爪卡盘结构简单、操作方便,能够将联轴器稳定、精确的进行定位和固定,从而保证加工产品具有较高的加工精度。其结构特点如下:①盘体上方设置有用于放置联轴器的环形凸台;②锥头螺栓的椎体段末端设有内六角螺栓孔;③卡爪上的夹持面为阶梯式结构;④卡爪前端为U型或者V型结构;⑤卡爪前端设置有防滑垫。
6 结束语
本文所述一种联轴器加工用三爪卡盘,通过在盘体中心设置膨胀式定位装置,通过联轴器加工精度要求更高的轴孔来对其进行定位,不仅可以提高对联轴器的定位精度,而且可以提高对联轴器固定的稳定性,进而使加工精度得到提高。
