消除热镀锌成品卷姿不良的控制研究
2018-09-12杨喜恩
冀 晨,杨喜恩
(天津轧一冷轧薄板有限公司,天津 300270)
1 研究背景
卷取机是热镀锌线最主要的设备,卷取机的功能是按成品钢卷要求的重量,在卷曲力矩的作用下,卷成边缘整齐的钢卷。卷取机在高张力下,通过EPC边缘对中系统,完成钢卷齐边卷曲的功能。如果卷曲过程中张力控制不均或EPC对中不良,则会出现内圈卷曲侧面突出,形成塔形,如图1所示,可能造成的影响如下: ①钢卷塔形严重影响产品外观,造成经济损失。②钢卷塔型影响吊装作业,造成运输不便或形成二次损坏。③钢卷塔型必须进行返修,造成人力、物力资源浪费,致使成本增加[1]。
图1. 钢卷塔形
热镀锌收卷时,卷取机的钳口不能夹住带钢在产线张力控制下进行内圈卷取,需要借助助卷器在套筒上缠绕几圈之后,再进行收卷。助卷器的主要功能是协助卷取机在卷筒上缠绕头3-5圈,以便为随后的卷取机建张和张力卷曲提供前提条件。
2 卷取机卷曲过程中塔形成因分析及解决方法
由于固定式皮带助卷器的底座是不随EPC进行调整,所以在内圈头几圈进行缠绕时,会经常出现钢卷边缘不齐,形成卷姿不良(塔形)。为此通过改善收卷时助卷器两侧压力,可调节由于带钢与小臂压辊之间摩擦力过大造成卷取位置偏离。
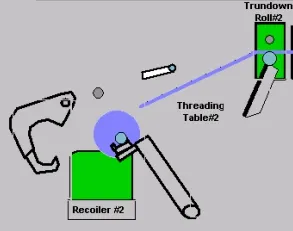
图2 卷取机示意图
2.1 皮带助卷器的压力影响
卷曲机在进行带钢收卷作业时,开始进行卷曲时,由于带钢不受产线工艺张力控制,带头处于较松动状态,需要借助助卷器进行卷曲。
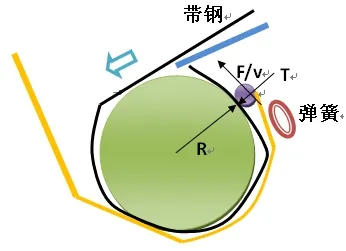
图3 助卷器受力示意图
由于助卷器小臂两侧作用于带钢的力不均或偏大,易造成自动穿带时内圈带头折叠或偏离中心,在助卷器打开后,启用EPC调节位置收卷过程中造成内外圈位置偏离,形成内圈塔形或不齐。
2.2 EPC系统在卷曲过程中的偏差
出口卷取机EPC边缘对中系统,通过把光通量转化为电压值识别和伺服反馈调整带钢位置[2]。
在带钢运行过程中,光源遮挡面积需相等,如果出现偏差,控制器通过对机座的位移调整,纠正偏差,以此保证卷取过程中带钢的位置。
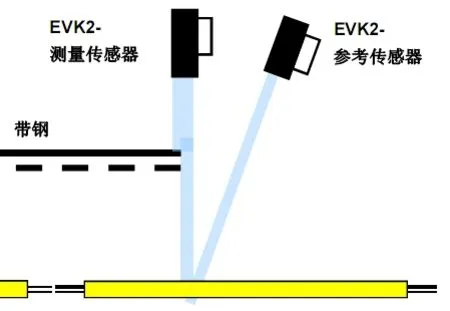
图4. EPC对中系统
为消除由此可能产生的卷取塔型问题,由设备维修人员对传感器进行了重新调整标定作业;EPC纠偏控制系统中的反馈增益也对对中灵敏度和实际效果有影响,因此需要结合现场实际工况对EPC纠偏控制系统中的反馈增益项目进行优化调整作业。
2.3 卷曲张力工艺设定调整
热镀锌线在成品卷取时采用变张力卷曲,在卷取时,随着产线速度的设定,曲卷过程中外径会逐渐增大,随之表面张力会发生相应的改变。产生的转动力矩符合力矩公式F*r=T,其中F是带钢的张力,r是钢卷直径。
带钢的弹性区弯曲力矩关系如下:

σ---带钢屈服极限
b---弹性区宽度
h1---带钢厚度 (带钢厚度)
带钢塑性区力矩关系如下:

h------带钢厚度
由此可知。张力控制中,需要结合卷径的实时值,目前的卷径测量是通过线速度和卷取机组的转速,结合传动比等影响因素推算出卷径。由于计算模块锁定,基本可以视为不能更改因素。
控制效果:通过以上措施可以看出,张力的设定优化在塔形控制中起了主要的作用,不同产线由于设备尺寸、选型、产线实际工况的不同,需要根据实际情况找到最优的控制改善方式。2013年全年镀锌产量20万吨,由于塔型造成的7级返修料占总产量0.31%。 2014年已基本消除塔型问题。
3 结论
镀锌出口成品卷在2013年出现卷姿不良----塔型质量问题,通过多方位的观察和调整,认为问题的形成来源于多方面的影响。从受力点分析,我们改善了卷取机助卷器压力,通过对EPC系统的调整,我们保证了控制系统的有效运行,最主要的是对卷曲张力工艺的修正,降低了卷曲过程中的打滑问题,最终解决了塔型问题。后期,将针对不同规格下的张力控制进行持续的数据优化。
