武山铜矿主井提升机首绳更换工艺改进
2018-09-11邝志华李华政
邝志华,李华政
(江西铜业集团公司 武山铜矿,江西 瑞昌 332204)
1 引言
提升钢丝绳(即首绳)是多绳摩擦式提升机的重要组成部分,是影响整个提升系统安全运行的关键部件。根据我国《煤矿安全规程》第412条规定:摩擦式提升机提升钢丝绳的报废标准为2年[1]。在实际生产过程中,首绳更换的频次经常高于安全规程要求。因此,如何利用更短的时间和更少的劳动力来安全更换提升机首绳,便具有重要的研究意义。
本文针对首绳更换过程存在带新绳过滚筒、下放新绳,回收旧绳、预紧新绳张力、锁绳和调绳作业时间长、劳动强度大等问题,提出了多绳摩擦式提升机首绳更换工艺的改进措施。
2 首绳更换原工艺
武山铜矿主井为井塔式多绳摩擦提升系统,提升机型号为JKM-3.5×6(Z),提升机最大静张力820kN,最大静张力差220kN。6根首绳型号为6V×37S-35。提升方式为双箕斗提升,箕斗自重29t。首绳与箕斗采用楔形绳环与调绳油缸连接。该主井有10层,第10层放置提升机,第9层放置导向轮,第8层放置稳绳座绳器,第4层卸矿,其他楼层为辅助楼层。提升机系统如图1所示。
首绳更换原工艺采用“二四旧绳带新绳法”,即先同步更换2根新绳,回收2根旧绳;再同步更换4根新绳,回收4根旧绳的方法。
2.1 首绳更换原工艺流程
如图2所示。
2.2 首绳更换原工艺步骤
(1)准备工作。
材料、工器具(钢制板卡、负荷卡等)、人员组织准备就绪。主箕斗停在井塔卸矿位置,副箕斗井下装矿10t矿石配重。主箕斗爬行下放一段距离,使主箕斗首绳调节器及楔形卡处于六楼适合做绳头的位置。
(2)带新绳过滚筒。
封闭井塔一楼井口,利用九楼绞车把1#~6#新绳带至九楼;用五楼绞车,把绞车钢丝绳从主箕斗向上穿过提升机滚筒把新绳从副箕斗侧,接力九楼绞车牵引新绳过滚筒,把新绳牵引到主箕斗做头位置。带新绳过滚筒示意图,如图3所示。
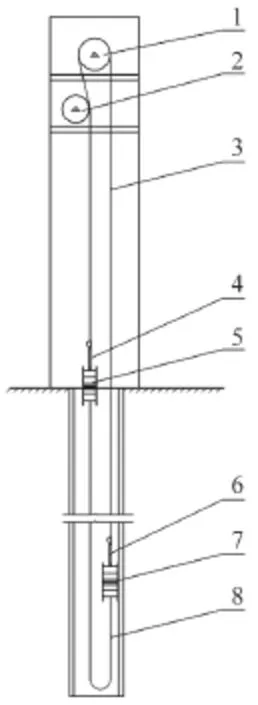
图1 提升系统示意图

图2 首绳更换原工艺流程图

图3 原工艺带新绳过滚筒示意图
(3)同步更换两侧1#、6#新绳,回收1#、6#旧绳。
①做主箕斗1#、6#新绳绳头。九楼主箕斗侧1#、6#旧首绳旁摆一根厚皮钢管,每根厚皮钢管上穿一根短牵筋挂5t手拉葫芦,葫芦下接10t测力仪,以作为新首绳预紧使用。在八楼主箕斗侧先用一付钢制板卡将2根新绳同六根旧绳卡在一起,并将1# 、 6#新绳钢制板卡以上绳段用5t葫芦拉紧,使每根绳拉紧张力达到50kN,再在第一付钢制板卡上方位置卡4付钢制板卡[2]。上述完成后在钢制板卡下1#、6#旧绳各卡两付负荷卡。六楼搭平台依次拆装主箕斗1#、6#绳头。如图4所示。
②打板卡,下放1#、6#新绳。开动提升机,主箕斗以0.3m/s速度下降,降到钢制板卡处于主井井口位置时停机。在八楼主箕斗侧卡一付钢制板卡,将两根新绳同六根旧绳卡在一起,然后紧靠钢制板卡上1#、6#旧绳分别再卡一付负荷卡;卡每一付钢制板卡之前,两根新绳通过九楼5t葫芦分别同时拉紧,使每根绳拉紧张力达到50kN,其目的是使新首绳张力尽量保持一致。下降主箕斗,每隔40m卡一付钢制板卡,连续操作直到副箕斗到达井塔正常卸矿点。如图5所示。

图4 原工艺新首预紧及做主箕斗1#、6#新绳绳头示意图

图5 原工艺新绳预紧及打板卡,下放1#、6#新绳示意图
③做副箕斗1#、6#新绳绳头。将副箕斗内的矿卸到矿仓。 副箕斗在六楼适合做绳头位置。在八楼,主箕斗侧,紧靠首绳两边摆两根重型工字钢,分别用3付负荷卡将1#、6#旧绳卡住,搁在钢梁上,再用葫芦将新绳拉紧,用一付钢制板卡将新旧绳卡住,搁在负荷卡上[3]。如图6所示。

图6 原工艺锁绳装置
拆装副箕斗1#、6#绳头。如图7所示。拆除八楼主箕斗侧的钢制板卡及负荷卡,移开工字钢。

图7 原工艺做副箕斗1#、6#新绳绳头示意图
④拆板卡,回收1#、6#旧绳。以0.3m/s速度开动提升机机,将主箕斗往上提(把旧首绳拉出在主井地面分段割断)当钢制板卡到达八楼能拆除位置时停机,拆除钢制板卡,回收旧绳。
完成两侧1#、6#新绳安装,1#、6#旧绳回收。如图8所示。

图8 原工艺拆板卡,回收旧绳示意图
(4)同步更换两侧2#、3#、4#、5#新绳,回收2#、3#、4#、5#旧绳。
比照两侧1#、6#新绳更换步骤,同步更换2#、3#、4#、5# 新绳。
(5)调绳。
运行调整,均衡新旧绳张力。拆移所有影响箕斗运行的换绳工器具,将主副箕斗油缸内的液压油排掉一半,开动提升机箕斗慢速上下运行两到三趟,使新旧首绳张力调整到一致,若出现偏串现象,则要消除,若新绳太长,则新绳收短。按回弹法弹绳,各绳回弹时间差应小于10%,超出该值则说明绳长度差超标,悬挂手拉葫芦起吊主箕斗,截较长的首绳,进行收绳。
(6)试车。
3 工艺改进
通过对首绳更换原工艺整个过程的现场观察分析,在带新绳过滚筒、下放新绳,回收旧绳、预紧新绳张力、锁绳、调绳存在作业时间长、劳动强度大问题。为解决上述问题,对首绳更换工艺进行了改进。采用一次性同步更换首绳法,即同步一次性更换6根首绳,旧绳带新绳悬挂,新绳带旧绳回收,同时针对各环节也进行了改进措施。
3.1 改进后首绳更换工艺流程
如图9所示。

图9 首绳更换改进工艺流程图
3.2 改进后首绳更换工艺步骤
(1)准备工作。
材料、工器具(复合板卡、卡绳器等)、人员组织准备就绪。主箕斗停在井塔卸矿位置,副箕斗井下装矿10t矿石配重。
(2)带新绳过滚筒。
将副箕斗停到卸矿点。在井塔1层主箕斗侧使用木板搭设施工平台,将1#、2#、3#、4#、5#、6#新首绳绳头通过临时导向辊,在井口主箕斗侧用13m长的Ф15.5mm软钢丝绳,通过打倒八扣将新首绳与旧首绳相连,每处使用6mm的尼龙绳缠绕几圈捆绑牢固。如图10所示。开动提升机以0.3m/s的速度下放副箕斗,引新首绳过提升机滚筒、导向轮到达井塔3层副箕斗侧合适位置。将新首绳与旧首绳解开,将新首绳端头使用36#绳卡两两固定在井塔3层的套架梁上。以0.3m/s的速度反向开动提升机上提副箕斗,直至副箕斗楔形绳环到达井塔3层施工平台上方位置停车。
(3)同步更换6根新绳,回收6根旧绳。
①做副箕斗假绳头。下放井塔10层行车,将新首绳落至提升机滚筒,按顺序摆放好新首绳。分别将6根新首绳头穿过副箕斗对应的楔形绳环,使用6付36#钢丝绳卡临时固定,制作假绳头[4]。如图11所示。
②打板卡,下放新绳。在井塔9层导向轮下方安装2根工字钢,在工字钢上安装防溜自复合板卡,用防溜板卡卡住新首绳与旧首绳,并安排专人看护适时调节防溜板卡的张紧力,以新首绳带劲不打弯为宜。首绳预紧方式,如图12所示。

图10 改进后带新绳滚筒示意图

图11 假绳头

图12 首绳预紧方式示意图
开动提升机以0.3m/s的速度下放副箕斗,直至新首绳拉直停车,在井塔8层副箕斗侧,将新首绳与旧首绳12根绳使用复合板卡一起卡牢,卡设复合板卡使用电动扳手将复合板卡螺栓打紧。开动提升机继续下放副箕斗,新旧首绳同时进入井筒,下放时每隔30m停车卡设1付复合板卡,如图13所示。直至主箕斗楔形绳环到达井塔3层施工平台合适位置停车。

图13 打板卡,下放新首绳示意图
③做主箕斗绳头。测量出新首绳所需长度,在井口位置留足新首绳的长度将1#、2#、3#、4#、5#、6#新首绳割断。拆除防溜复合板卡,在井塔8层使用卡绳器,如图14所示。将副箕斗侧6根旧首绳卡住固定。在井塔3层将主箕斗侧6根旧首绳打压,然后将2#绳泄压,拆去2#旧首绳,连接2#新首绳。将6根首绳打压串压,将3#旧首绳泄压,拆去3#旧首绳,连接3#新首绳。按照2#、3#首绳绳头制作方法,对1#、4#、5#、6#绳与悬挂装置进行连接。如图15所示。根据标准要求截断多余的新首绳,使用1个36#钢丝绳卡将尾巴绳卡住,割断旧首绳的时候,提升机滚筒和导向轮进行新旧首绳交替入槽。

图14 锁绳器示意图

图15 做主箕斗新首绳绳头示意图
④拆板卡,回收旧绳。开动提升机以0.3m/s的速度下放主箕斗,从井塔3层窗户将副箕斗侧旧绳拉出,并将旧首绳拉至地面回收;当复合板卡到达井塔8层副箕斗侧施工平台停车拆除复合板卡,回收旧绳。如图16所示。

图16 拆板卡,回收旧绳示意图
⑤做副箕斗绳头。将副箕斗下放至井底装载位置,测量标记和副箕斗的距离,此距离就是调绳的长度。将副箕斗的楔形绳环停于井塔3层施工平台上方,在井塔8层用卡绳器将副箕斗1#、2 #、3#、4#、5#、6#首绳卡住固定。如图17所示。
利用平衡油缸行程,缩短首绳长度:将6根首绳打压[5],直至平衡油缸全部伸出。将3#、4#首绳泄压,在副箕斗上方钢梁上固定4台2t手拉葫芦,将不带劲的3#、4#绳两个楔形绳环拉平,重新做3#、4#新首绳的绳头。再做的1#、6#,最后做2#、5#。3#、4#绳头做好后,将3#、4#首绳打压。打压 24MPa[6]。按照 3#、4#的做法,做 2#、5#,1#、6#绳头,将6根首绳打压串压。按照上述方法,往复循环直至新绳长度缩短到正常位置。开动提升机上提副箕斗100mm,将锁绳器拆除。

图17 副箕头做绳头示意图
(4)调绳对罐。
(5)换绳结束,试运行。
4 工艺改进前、后效果的对比
(1)在带新绳过滚筒的效果。改进后,采用倒扒扣形式,利用提升机的旧绳将新绳带过滚筒。比原工艺采用传统辅助绞车,在多个楼层接力起吊,不需要动用起重设施和多地点安排起重人员。
(2)在下放新绳,回收旧绳的效果。改进后,同步一次性更换6根新绳,回收6根旧绳。比原工艺分两步更换,大幅减少了作业时间。
(3)在预紧新绳张力的效果。改进后,由于采用了复合板卡对新绳进行预紧,下放新绳过程只需观察和调整防溜复合板卡松紧程度,较原工艺采用人工手拉葫芦对新绳进行预紧,大大的降低了作业人员的劳动强度,同时有效的减少了作业时间。
(4)在锁绳的效果。改进后,采用锁绳器卡住首绳,搁在钢梁上。比原工艺使用钢制板卡、负荷卡将首绳卡住,操作简单快捷、安全可靠、不损伤钢丝绳。
(5)调绳。改进后,利用首绳连接的调绳油缸作为首绳长度调整的起重设施,较原工艺采用手拉葫芦起吊主箕斗,进行收绳。虽对技术要求更精细,但在减少了辅助起重设施的安装拆除,缩短了作业时间,降低了作业劳动强度。
(6)综合效益。如表1所示。
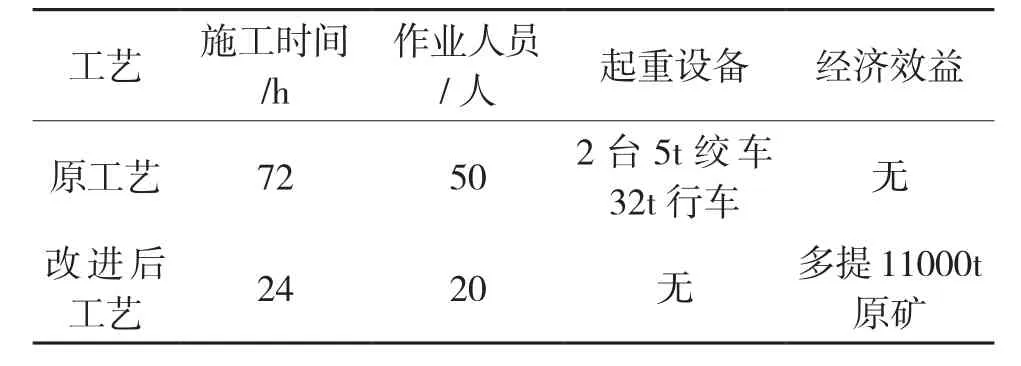
表1 工艺比较综合效益表
5 结语
通过对首绳更换原工艺带新绳过滚筒、下放新绳回收旧绳、预紧新绳张力、锁绳、调绳工艺的改进,增强了首绳更换安全性,提高了更换效率,为矿生产起到积极作用。同时,改进后的首绳更换工艺可供落地式摩擦提升机首绳更换参考。
