放电等离子烧结制备铜基体表面镍基涂层的性能
2018-09-08汤林鋆李瑞迪袁铁锤张梅
汤林鋆,李瑞迪,袁铁锤,张梅
放电等离子烧结制备铜基体表面镍基涂层的性能
汤林鋆,李瑞迪,袁铁锤,张梅
(中南大学 粉末冶金国家重点实验室,长沙 410083)
采用Cu基体和球形In718型镍基高温合金粉末为原料,通过放电等离子烧结(SPS)工艺在铜基体表面制备镍基高温合金涂层,研究不同的烧结工艺参数对涂层与基体的结合性能以及涂层的表面性能所产生的影响。结果表明,通过放电等离子烧结后,铜基体与镍基合金涂层间形成了一定厚度的扩散层,并且计算发现放电等离子烧结中的脉冲电流可降低涂层与基体间的扩散激活能,对涂层和基体间的扩散结合起到促进作用。通过纳米压痕和显微硬度检测,在850~1 000 ℃的温度范围内均可获得综合性能远高于铜基体的镍基合金涂层。其中当烧结温度为950 ℃时,涂层的综合性能最优,显微硬度可达370 HV,弹性模量达179.163 GPa。
In718;放电等离子烧结;涂层;扩散;显微硬度;弹性模量
随着工业生产水平不断提高,对生产所用到的各种零部件表面的性能要求也越来越高。许多零部件需要在高温、高压、腐蚀介质及严重摩擦等恶劣工作条件下长时间工作,一旦零部件局部表面失效,比如由于疲劳强度过低导致零部件表面产生裂纹,或者由于耐腐蚀性能差导致零部件表面被腐蚀,这些表面失效往往会从零部件表面渗透到内部,使得产品出现故障,甚至造成严重的安全事故[1]。为了保证生产过程中的安全性与时效性,通常采用表面改性技术来改良零部件表面的性能,延长其表面的失效期,从而提高产品的综合性能。目前常用的表面改性技术主要有物理气相沉积(PVD)[2]、化学气相沉积(CVD)[3]、表面渗氮[4]、表面热处理[5]、表面形变强化[6]、激光表面强化[7]和包覆涂层等[8]。在这些表面改性技术当中,涂层技术因其成本低、性能优良等特点,在日常生产生活中得到了广泛的应用。目前常用的涂层制备的方法有粉末法、气体法和真空法等,其中,SPS作为一种新型的涂层快速制备技术,越来越受到广大专家学者的关注和重视[9]。放电等离子烧结(spark plasma sintering, SPS),作为一种新型的烧结方式,正成为近年来研究的热点。SPS具有很多优良的特性,例如升温速率和降温速率极快(最高可达400 K/min),可降低粉末的烧结温度,烧结过程可控可测等,是一种低温快速的烧结方 法[10−12]。由于这些优良的特性,也可用来进行涂层材料的制备。目前,国内外众多学者对放电等离子烧结制备涂层材料进行了深入的研究。丁小芹等[13]采用放电等离子烧结工艺在45#钢基体上制备Ni60涂层,涂层与基体在界面处形成了良好的冶金结合,涂层硬度达到597.5 HV,过渡层硬度从597.5 HV到209.6 HV呈梯度分布,宽度约为0.3 mm,涂层与基体的结合强度约为710 MPa,涂层在磨粒磨损的条件下体积磨损率为5.43×10−2 cm3/h。顾鹏等[14]采用放电等离子烧结工艺制备Fe基非晶态合金涂层,该涂层与常用的轴承钢相比,在滑动摩擦条件下有着显著的低磨损率和低摩擦因数。SHIRANI等[15]采用放电等离子烧结工艺在石墨基体上制备ZrB2-SiC-WC合金涂层,在1 900 ℃的烧结温度下保温5 min,涂层与基体间的扩散层厚度约为3 mm,结合强度约为33.1 MPa。PAKSERESHT等[16]采用放电等离子烧结工艺在In738型镍基合金基体上制备氧化钇−氧化锆多层热障涂层,在1 040 ℃的烧结温度下进行制备,相比于空气等离子喷涂法制备得到的涂层,维氏硬度提高了26%,耐磨损性能也得到了极大提高。JIANG等[17]采用放电等离子烧结工艺在钨基体上制备W-Cr-C合金涂层,在1 600 ℃的烧结温度下保温10 min,相比于纯WC涂层,其致密度和耐磨损性能均有所提高。之前的研究主要侧重于对放电等离子烧结涂层材料涂层性能的表征分析[18],而对于涂层与基体间的扩散连接及其规律研究较少。因此在本实验中,选择In718型镍基合金作为涂层材料,纯铜作为基体,主要研究涂层与基体间的扩散规律,同时对涂层的性能进行表征。
In718型镍基高温合金是一种以体心四方的Ni3Nb(γ″)和面心立方的Ni3(Al,Ti,Nb)(γ′)沉淀强化的镍基高温合金,这种高温合金拥有优异的综合性能,在700 ℃以下具有较高的屈服强度、拉伸强度和持久强度,在650~760 ℃具有良好的塑性,在高温下具有较好的热稳定性和热强性,同时具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能以及良好的加工性能、焊接性能[19]。因此,这种性能优异的镍基高温合金非常适用于制备涂层材料[20]。
本实验选用综合性能优异的In718型镍基高温合金粉末作为金属基体的涂层材料,采用放电等离子烧结技术进行涂层制备,研究铜基体表面镀镍基高温合金涂层的烧结工艺、扩散规律以及涂层的表面性能。
1 实验
1.1 实验设备及材料
本实验所用的铜基体为99.5%纯度的铜块,为了适应模具的尺寸,用线切割将铜块切割成直径40 mm,高5 mm的圆柱体。表面涂覆的In718型镍基高温合金粉末为平均粒径20 μm的球形粉末,理论密度为8.2 g/cm2,熔点范围在1 260~1 340 ℃。表1所列为In718型镍基高温合金粉末的成分。
本实验所使用的放电等离子烧结设备为德国FCT公司生产的HP D25/3型等离子快速烧结炉。
1.2 涂层扩散性能表征实验
为了研究放电等离子烧结对涂层与基体间的扩散性能的影响,设计了涂层的扩散性能表征实验。实验使用的模具为直径40 mm的模具,采用如图1所示的三明治结构称装粉末,在铜基体的上下两侧分别称装10 g的In718型镍基高温合金粉末。为了研究烧结温度对涂层扩散动力学的影响,选择600,700和800 ℃三个温度进行实验。为了研究保温时间对涂层扩散动力学的影响,在每个烧结温度下分别选择30 s,60 s,90 s,120 s,5 min,10 min,20 min,30 min,40 min为保温时间进行实验。实验中除烧结温度和保温时间外,其它烧结参数均保持一致。升温速率设置为100K/min,烧结过程中轴向压力设置为5 kN,脉冲参数设置为8:2(即脉冲电流通电8 ms后断电2 ms,如此循环)。所有的涂层扩散实验均在真空条件下进行(炉内气压低于5 Pa)。
实验前对Cu基体进行表面预处理,烧结前用砂纸对铜基体的表面进行打磨,以去除可能存在的氧化层,然后浸泡在酒精中,用超声清洗仪进行超声清洗。所有样品经过烧结后,通过线切割将圆柱体沿直径切为两半,将截面依次在400,600,800,1000,1 500和2 000目的金相水磨砂纸上打磨,然后使用粒度为0.5 μm的Al2O3悬浮液进行抛光,经过抛光的样品在扫描电子显微镜下进行背散射成像,观察试验过程中成分衬度相,并进行能谱分析;然后通过电子探针进行观察,并进行成分曲线的测定。检测使用的扫描电子显微镜为美国FEI公司生产的装有能谱仪(EDS)的Quanta FEG 250型场发射扫描电子显微镜,使用的电子探针为日本生产的JXA-8530F型电子场发射电子探针。

表1 In718粉化学成分
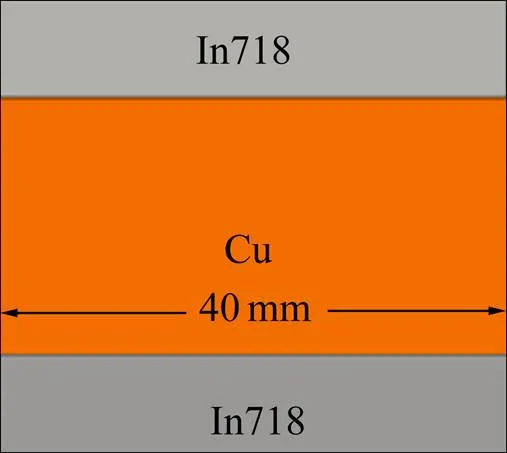
图1 Cu基体表面镍基合金涂层示意图
1.3 涂层表面性能表征实验
实验采用与涂层扩散性能表征实验相同的模具与烧结装配模型,温度变为850,900,950和1 000 ℃四个温度,保温时间统一为30 min,其它烧结参数均与扩散性能表征实验保持一致。升温速率设置为100 K/min,烧结过程中轴向压力设置为40 MPa,脉冲参数设置为8:2(即脉冲电流通电8 ms后断电2 ms,如此循环)。所有涂层表面性能表征实验均在真空条件下进行(炉内气压低于5 Pa)。
烧结前后样品的处理均与扩散性能表征实验相同。样品抛光后,进行显微硬度和纳米压痕等涂层性能的检测。使用美国BUEHLER公司生产的5104型显微硬度计进行显微硬度检测,使用瑞士CSM公司生产的UNHT+MCT型纳米力学性能综合测试仪进行纳米压痕检测。
2 结果与讨论
2.1 涂层扩散性能检测
图2为600 ℃下保温5 min后镍基涂层与铜基体界面在扫描电镜下观察到的界面形貌,由于烧结温度较低,且保温时间较短,因此镍基合金涂层的致密度较低,存在一定的孔隙。
由于镍基涂层与铜基体在烧结过程中扩散并无化合物生成,而是形成固溶体,因此在扫描电镜下并未观察到明显的扩散层,图像衬度均匀变化。扩散层中元素含量连续变化,图3为扫描电镜下涂层与基体间的界面处的能谱图,图中只显示含量较高的元素成分。为了得到精确的元素含量变化情况,采用电子探针对界面处的元素变化进行检测,然后用Origin对电子探针检测提供的准确元素含量变化表作图,再结合扩散层中元素含量连续变化这一特点,可以确定任一温度和保温时间下镍基合金粉末与铜基体间的扩散层的厚度。各烧结温度和保温时间下界面扩散层厚度的数据记录如表2所列。
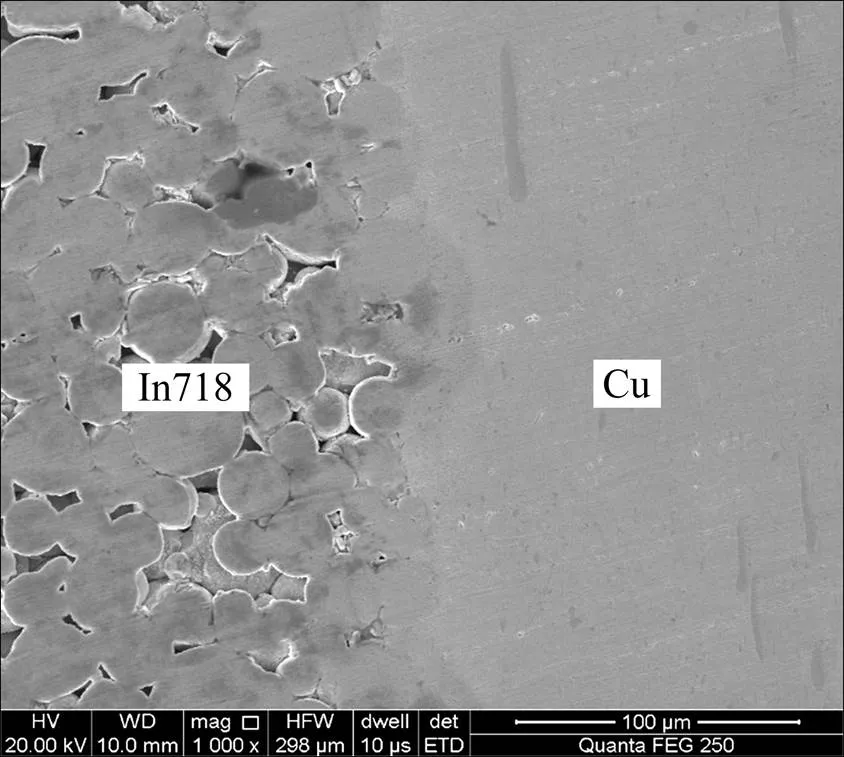
图2 涂层与基体界面组织形貌(600 ℃, 5 min)
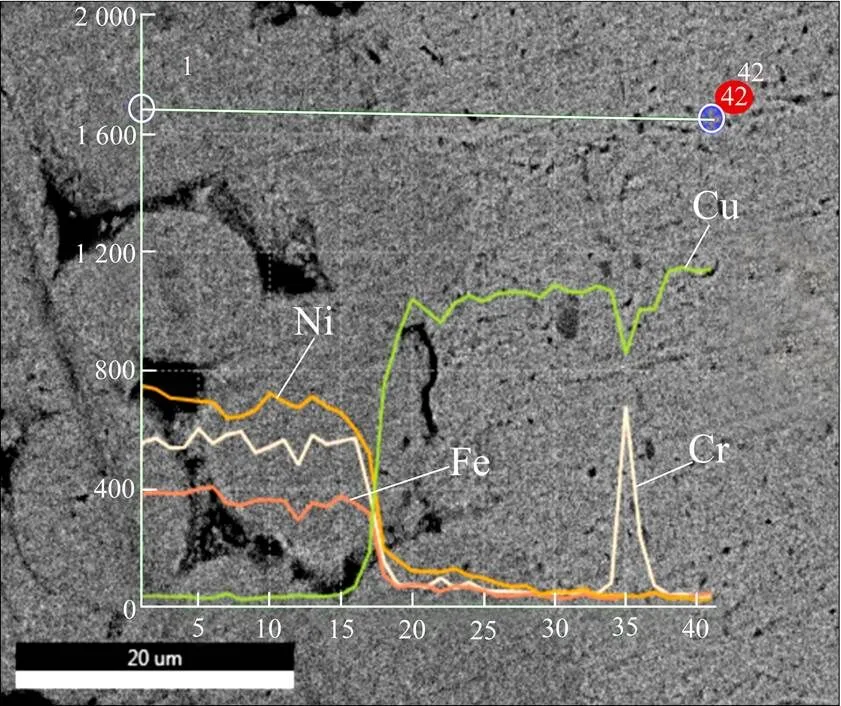
图3 扫描电镜下涂层−基体扩散层EDS能谱图(600 ℃,5 min)

表2 不同烧结温度和保温时间下涂层−基体界面扩散层厚度
相比于扩散层厚度,扩散层生长速率对扩散行为的描述更为直观明显。为了更加直观地描述SPS工艺中脉冲电场对涂层扩散性能的影响,采用如下的经验公式来计算扩散层的生长速率。
2=(1)
式中:为界面扩散层的厚度;为扩散层的生长速率即扩散速率;为烧结过程中的保温时间。
图4为镍基合金粉与铜基体界面不同的烧结温度下扩散层厚度的平方(²)随着保温时间()变化的关系图。由图4可知,基体与涂层界面处扩散层厚度的平方与保温时间并非呈简单的线性关系。在烧结前期,扩散层厚度的平方随时间延长迅速增加;随烧结时间延长,增长速率逐渐降低;到烧结后期,基本趋于线性变化。为了更直观的对不同保温时间点各烧结温度下镍基合金粉与铜基体间的扩散速率进行比较,采用求导的方式对图4进行处理,如图5所示用各点处的导数来表示该时间点的扩散速率。由图5可知,在烧结前期,各烧结温度下扩散速率差异较大,这种差异随保温时间延长而不断减小,到了烧结后期,各温度下扩散速率之间的差异基本保持不变。通过拟合各烧结温度下烧结后期的线性关系,可以得到各温度下烧结后期镍基合金粉与铜基体间的扩散速率,600 ℃时扩散速率为(600 ℃)=9.08×10−14 m2/s,700 ℃时扩散速率为(700 ℃)=1.28×10−13 m2/s,800 ℃时扩散速率为(800 ℃)=2.06×10−13 m2/s。将相同的样品放在未加入脉冲电流的普通烧结炉中进行相同的实验,所得到的各温度下的扩散系数均小于放电等离子烧结所得到的扩散系数。这说明加入脉冲电场后,各温度下镍基合金粉与铜基体间的扩散速率均有一定程度地提高。由此可以说明,脉冲电场的存在对涂层与基体间的扩散起到了一定程度的促进作用。但是关于其具体原因,目前还没有得到明确的答案。一种最为广大学者所接受的解释认为,脉冲电场是通过改变异种金属间的扩散激活能来促进金属间原子的扩散。为了验证这种说法的准确性,采用阿仑尼乌斯方程(Arrhenius equation)计算镍基合金粉与铜基体间在SPS工艺条件下的扩散激活能。

图4 不同温度下涂层−基体扩散层厚度平方值与保温时间关系

图5 不同温度下涂层−基体扩散层扩散速率与保温时间关系

式中:为扩散层生成所需的激活能;0为扩散常数;为气体常数;为热力学温度;为各温度下对应的扩散系数。
图6为各温度下扩散系数的对数(ln)随热力学温度的倒数(1/)变化的关系图。通过线性拟合将数据点拟合成直线,结合阿仑尼乌斯公式,该直线斜率即为−/,再通过计算即可得到SPS作用下镍基合金粉与铜基体间扩散所需的激活能,为30.805kJ/mol。将这一结果与无SPS作用下镍基合金与铜之间的扩散激活能进行对比,可以发现,SPS脉冲电场作用下镍基合金粉与铜基体间的扩散激活能比无SPS脉冲电场作用下的扩散激活能有明显下降,所以可以认为SPS的脉冲电场可以显著降低镍基合金粉与铜基体间的扩散激活能,说明采用SPS工艺制备铜基体表面涂覆镍基合金粉涂层的过程中,通过降低涂层与基体间的扩散激活能来实现原子的快速扩散,从而促进基体与涂层间的结合性能。
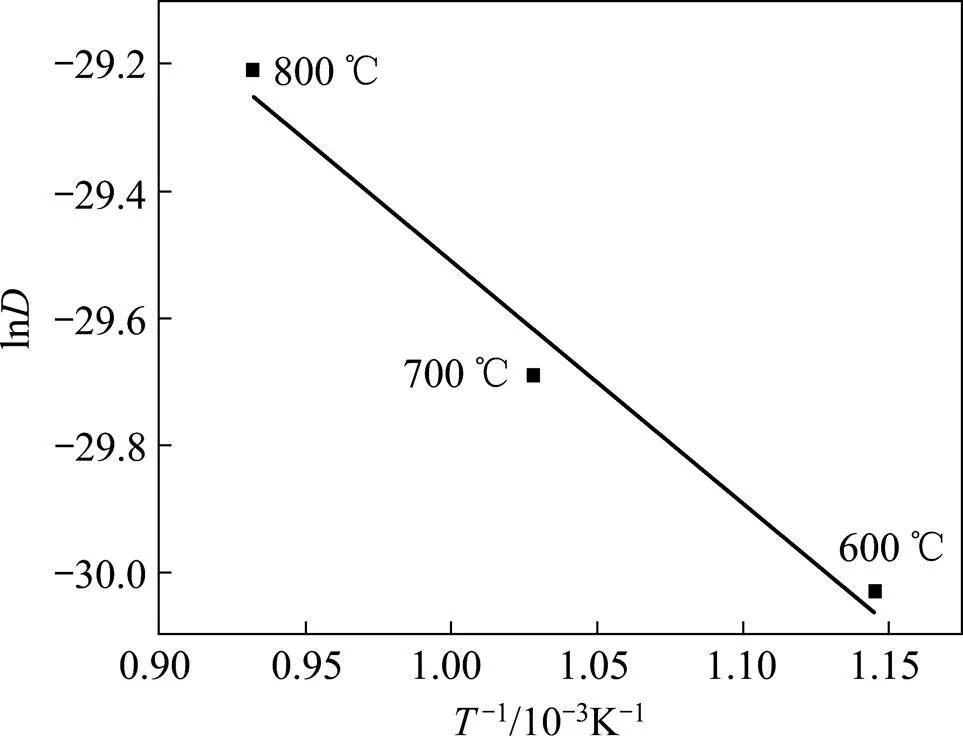
图6 根据公式2计算得到涂层−基体扩散所需激活能G
2.2 涂层表面性能检测
图7所示为样品进行纳米压痕检测得到的载荷−位移变化曲线图,分别对各个温度下的镍基合金涂层进行检测。从图中可以清楚地看出,随实验载荷不断增大,压痕的位移不断增加,当载荷达到最大值时,压痕的位移也达到最大值即最大压痕深度max;随后卸载,压痕的位移最终回到一个固定值,此时的深度为残留压痕深度r,也就是压头在样品上留下的永久塑性变形。观察比较各温度下的图可以发现,各个温度下涂层的最大压痕深度max和残留压痕深度差异不大,但850 ℃和950 ℃下的最大压痕深度和残留压痕深度相对比900 ℃和1 000 ℃下的数值稍小,说明在850 ℃和950 ℃下通过SPS制备得到的涂层更不容易发生塑性变形,性能较为优异。并且这四个实验温度下涂层的最大压痕深度和残留压痕深度均明显小于铜基体的数值,说明涂层的硬度相较于基体明显增大,抵抗变形的能力更强,更难发生塑性变形。
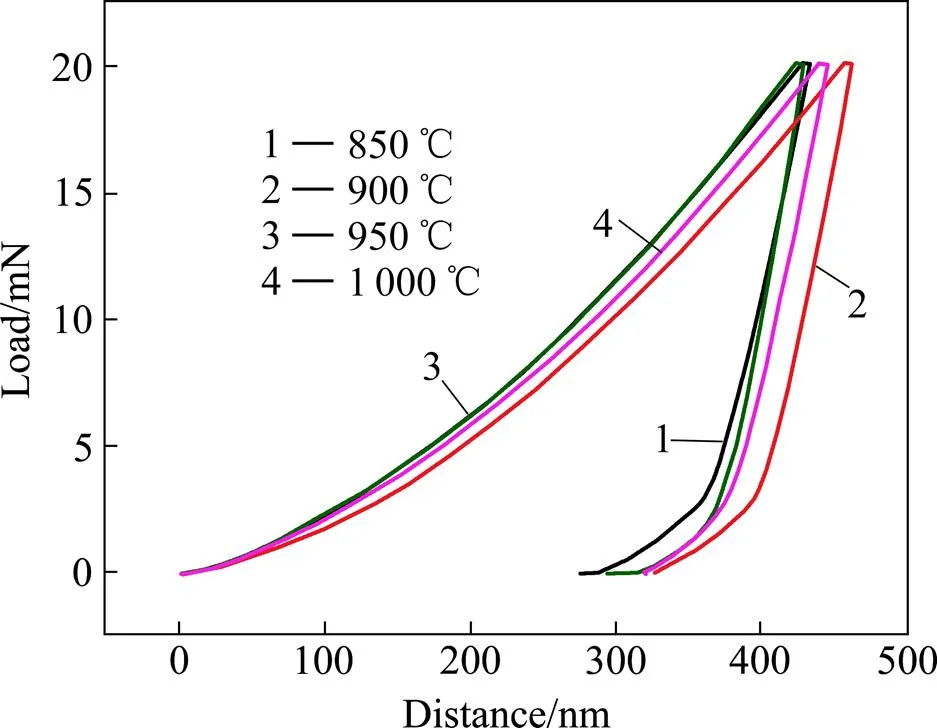
图7 铜基体及不同温度下镍基涂层的载荷−位移变化曲线图
Fig.7 Load-displacement curve of the copper matrix and nickel-base coating at different temperatures
通过纳米压痕检测,同时可以得到各温度下样品的硬度、弹性模量以及泊松比,测得的数据如表3所列。由表3可以发现,采用SPS制备得到的涂层硬度和弹性模量均明显高于铜基体的硬度和弹性模量,极大地改善了铜基体表面的性能。并且随烧结温度变化,涂层的硬度和弹性模量也会发生一定的变化,在850 ℃和950 ℃下涂层的硬度值较高,在950 ℃下涂层的弹性模量相对较高。这主要是受到两方面的影响所致,一是涂层的致密度,二是涂层的晶粒尺寸。温度较低时,由于热激活提供的能量不足,导致样品的致密度较低,从而影响样品的硬度等性能;而温度过高则会导致样品内晶粒长大迅速,晶粒生长不均匀,同样会对样品的力学性能产生影响。综合可知在950 ℃下采用SPS制备得到的镍基合金涂层具有最优的综合性能。

表3 铜基体与不同烧结温度下的涂层纳米压痕检测数据表
图8为样品进行显微硬度检测得到的维氏硬度−距离变化曲线图,同样对各温度下的铜基体与镍基合金涂层进行了检测。由图可知铜基体的显微硬度值较低,约为80~90 HV,在铜基体与镍基合金涂层交界处显微硬度逐渐上升,这是由于铜基体与镍基合金涂层中间存在一定厚度的扩散层,导致显微硬度变化不均匀。越过扩散层后,在镍基合金涂层一侧显微硬度趋于平稳,900 ℃和1 000 ℃下涂层的硬度约为260~270 HV,850 ℃时涂层硬度可达330 HV,950 ℃涂层硬度达到了370 HV以上,明显高于基体的显微硬度.这说明采用SPS工艺制备得到的涂层极大地提高样品表面的硬度,起到了良好的表面改性效果。综合纳米压痕和显微硬度的检测,采用SPS工艺制备镍基合金粉涂层的最佳烧结温度为950 ℃,在此温度下保温30 min可以得到综合性能最佳的镍基合金粉涂层。

图8 不同温度下涂层的维氏硬度−距离变化曲线图
3 结论
1) 采用SPS工艺制备铜基板表面镍基合金涂层,可以显著地降低铜基体与镍基合金涂层间的扩散激活能,从而促进铜基体与镍基合金涂层间的原子扩散速率,提高铜基体与镍基合金涂层间的结合性能。
2) 采用SPS工艺制备铜基体表面镍基合金涂层,在850 ℃~1 000 ℃的温度范围内均可获得综合性能远高于铜基体的镍基合金涂层。当烧结温度为950 ℃时,涂层的综合性能最优,此时涂层的显微硬度为370 HV,弹性模量达179.163 GPa。
[1] 夏光明, 周建桥, 闵小兵, 等. 涂层技术概述及工程应用[J]. 金属材料与冶金工程, 2012, 40(1): 53−59. XIA Guangming, ZHOU Jianqiao, MIN Xiaobing, et al. Overview on coating technology and its engineering application [J]. Metal Materials and Metallurgy Engineering, 2012, 40(1): 53−59.
[2] LU C, YAO J W, WANG Y X, et al. A novel anti-frictional multiphase layer produced by plasma nitriding of PVD titanium coated ZL205A aluminum alloy[J]. Applied Surface Science, 2018, 431(2): 32−38.
[3] CHEN Liangxian, LIU Hao, LIU Sheng, et al. Growth of high quality AlN films on CVD diamond by RF reactive magnetron sputtering[J]. Applied Surface Science, 2018, 431(2): 152−159.
[4] ZHANG Hao, QIN Haifeng, REN Zhencheng, et al. Low-temperature nitriding of nanocrystalline Inconel 718 alloy [J]. Surface & Coatings Technology, 2017, 330(12): 10−16.
[5] MAJ P, BLYSKUN P, KUT S, et al. Flow forming and heat-treatment of Inconel 718 cylinders[J]. Journal of Materials Processing Technology, 2018, 253(3): 64−71.
[6] WINIARSKI M, ZASADA J, SAMSEL-CZEKALA M. Strain effects on electronic structures of monolayer iron sulphide and selenide[J]. Computational Materials Science, 2018, 142(2): 372−376.
[7] HUSSAIN M, MANDAL V, KUMAR V, et al. Development of TiN particulates reinforced SS316 based metal matrix composite by direct metal laser sintering technique and its characterization [J]. Optics and Laser Technology, 2017, 97(12): 46−59.
[8] 江静华, 方峰, 马爱斌, 等. 金属表面改性技术(5)[J]. 江苏机械制造与自动化, 2000, 14(5): 42−45. JIANG Jinghua, FANG Feng, MA Aibin, et al. Surface treatment of metals[J]. Jiangsu Machinery Manufacturing and Automation. 2000, 14(5): 42−45.
[9] 周伟, 肖鹏, 李杨, 等. BN/SiC复合涂层改性炭纤维的吸波性能研究[J]. 无机材料学报, 2014, 29(10): 1093−1098. ZHOU Wei, XIAO Peng, LI Yang, et al. Microwave absorbing properties of carbon fibers modified with BN/SiC composite coatings[J]. Journal of Inorganic Materials, 2014, 29(10): 1093− 1098.
[10] MUNIR Z, ANSELMI-TAMBURINI U, OHYANAGI M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method[J]. Journal of Materials Science, 2006, 41(3): 763−777.
[11] GARAY J, ANSELMI-TAMBURINI U, MUNIR Z. Enhanced growth of intermetallic phases in the Ni-Ti system by current effects[J]. Acta Materialia, 2003, 51(15): 4487−4495.
[12] LI Ruidi, YUAN Tiechui, LIU Xiaojun, et al. Enhanced atomic diffusion of Fe–Al diffusion couple during spark plasma sintering [J]. Scripta Materialia, 2016, 110(1): 105−108.
[13] DAHLBORG U, CORNIDE J, CALVO-DAHLBORG M, et al. Structure of some CoCrFeNi and CoCrFeNiPd multicomponent HEA alloys by diffraction techniques[J]. Journal of Alloys and Compounds, 2016, 681(10): 330−341.
[14] 顾鹏, 纪秀林, 鲍亚运, 等. 放电等离子烧结铁基非晶涂层的滑动与冲蚀磨损性能[J]. 表面技术, 2017, 46(7): 117−121. GU Peng, JI Xiulin, BAO Yayun, et al. Sliding and erosive wear resistance of spark plasma sintered Fe-based amorphous coating[J]. Surface Technology, 2017, 46(7): 117−121.
[15] SHIRANI M, RAHIMIPOUR M, ZAKERI M, et al. ZrB2-SiC-WC coating with SiC diffusion bond coat on graphite by spark plasma sintering process[J]. Ceramics International, 2017, 43(16): 14517−14520.
[16] PAKSERESHT A, JAVADI A, BAHRAMI M, et al. Spark plasma sintering of a multilayer thermal barrier coating on Inconel 738 superalloy: Microstructural development and hot corrosion behavior[J]. Ceramics International, 2016, 42(2): 2770−2779.
[17] JIANG Y, YANG J F, XIE Z M, et al. Corrosion resistance of W-Cr-C coatings fabricated by spark plasma sintering method[J]. Surface and Coatings Technology, 2014, 254(9): 202−206.
[18] 刘荣军, 曹英斌, 杨会永, 等. CVD-SiC界面改性涂层对气相渗硅制备Cf/SiC复合材料力学性能的影响[J]. 材料工程. 2018, 46(1): 37−43. LIU Rongjun, CAO Yingbin, YANG Huiyong, et al. Effect of CVD-SiC interface modification coating on the mechanical properties of Cf/SiC composite prepared by gaseous silicon infiltration process[J]. Journal of Materials Engineering, 2018, 46(1): 37−43.
[19] 谷萌, 李丽, 王飞飞, 等. 镍基合金In718电火花线切割单脉冲放电温度场分析[J]. 机械设计与制造, 2013, 46(9): 151−154. GU Meng, LI Li, WANG Feifei, et al. The temperature field analysis of nickel-base alloy In718 in WEDM single pulse discharge[J]. Machinery Design & Manufacture, 2013, 46(9): 151−154.
[20] ZHANG Yaocheng, YANG Li, CHEN Tingyi, et al. Investigation on the optimized heat treatment procedure for laser fabricated In718 alloy[J]. Optics and Laser Technology, 2017, 97(12): 172−179.
(编辑 高海燕)
Fabrication and performance of Ni-based alloys coating on Cu matrix sintered by spark plasma sintering
TANG Linjun, LI Ruidi, YUAN Tiechui, ZHANG Mei
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Ni-based alloys coating on Cu matrix were fabricated by spark plasma sintering (SPS) using Cu matrix and spherical In718 Ni-based alloys powder as raw materials. The effects of dirrerent sintering parameters on the bonding properties and surface properties of the coating were studied. The results show that a diffusion layer generates between Cu matrix and Ni-based alloys coating after SPS, and the diffusion activation energy of matrix and coating are reduced by the pulse current, which can accelerate the diffusion bonding of Cu matrix and Ni-based alloys coating. The Ni-based alloys coating fabricated at the temperature ranging from 850−1 000 ℃ have more excellent performance than Cu matrix by nanoindentation and microhardness testing. When the sintering temperature reaches 950 ℃, the coating has the optimal properties with the microhardness of 370 HV, and the elastic modulus of 179.163 GPa.
In718; spark plasma sintering (SPS); coating; diffusion; microhardness; elastic modulus
TG146.1
A
1673-0224(2018)04-375-07
国家自然科学基金资助项目(51571214, 51474245)
2018−01−17;
2018−03−02
李瑞迪,副教授,博士。电话:0731-88830142;E-mail: liruidi@csu.edu.cn