利用Minitab软件进行钢管壁厚的双样本T检验
2018-09-04刘甲明梁建山
刘甲明,李 静,梁建山
(烟台鲁宝钢管有限责任公司,山东 烟台265500)
1 前言
鲁宝钢管公司为改善钢管壁厚精度和内螺纹情况,在Accu—Roll轧机后增加了平整机。平整机设计了低速咬入高速轧制投入/切除功能,由于该功能只对钢管头部壁厚产生影响,而钢管头部壁厚情况直接决定切头长度,影响成材率,因此有必要进行分析。检验两个样本或多个样本之间的平均值是否相等,通常采用两样本均值T检验。本研究引入双样本T检验验证低速咬入高速轧制功能投入与否对钢管头部壁厚的影响是否存在显著差异,利用Minitab软件进行分析。
2 Minitab软件简介
Minitab统计软件是国际上最流行并具有权威性的统计分析软件之一,在教育、研究、企业管理等各个领域的研究有着广泛的应用。与其他国际权威软件如SAS、SPSS软件相比,Minitab统计软件最显著的特点是体积小(最新的16.0版安装包仅为120 M左右)、功能强大,并且人机交互界面菜单操作简单易懂,与Word、Excel等兼容性好,数据的导入和结果的导出非常方便。Minitab软件不仅具有包括数据管理、统计分析、图表分析、输出管理等在内的基本统计功能,还拥有描述性统计、量具分析、能力分析、假设检验、为所设计的试验产生试验方案、试验设计的结果分析、统计过程控制、为仿真产生随机数据等强有力工具箱。
3 双样本T检验
3.1 检验流程
双样本T检验的步骤如图1所示。

图1 双样本T检验流程
3.2 建立假设
原假设μ1=μ2;备择假设μ1≠μ2。μ1为平整机未使用低速咬入高速轧制时的钢管壁厚平均值;μ2为平整机使用低速咬入高速轧制时的钢管壁厚平均值。确定检验显著性水平α=0.05。
3.3 数据准备
在钢管进入平整机工序前的相同工况下,随机选取平整机未投入/投入低速咬入高速轧制功能各1支钢管,并在钢管头部按每20 mm距离测量1个点壁厚的方法,测量0.6 m长度钢管的壁厚,将未投入低速咬入功能时获得壁厚数据作为样本A,将投入低速咬入功能时获得壁厚数据作为样本B,测量数据如表1所示。
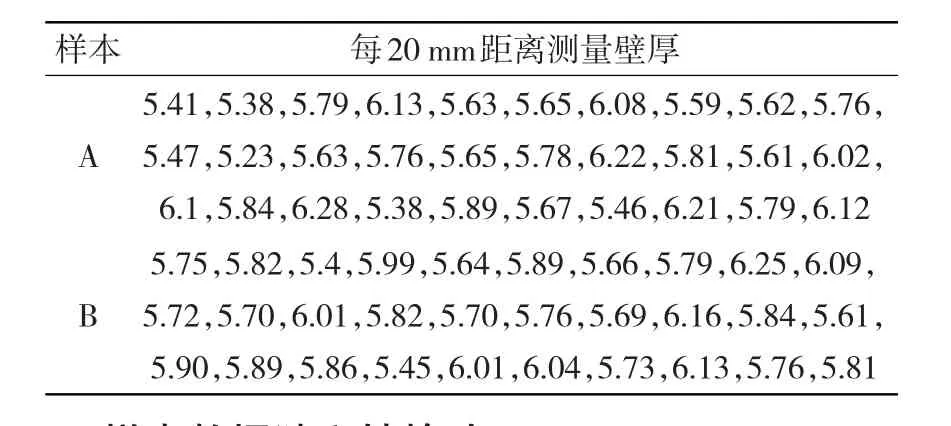
表1 样本测量壁厚数据 mm
3.4 样本数据独立性检验
利用Minitab软件对样本A、B进行数据独立性检验的结果如图2所示。
对样本A和样本B使用Minitab软件运行图进行分析,结果如表2所示。
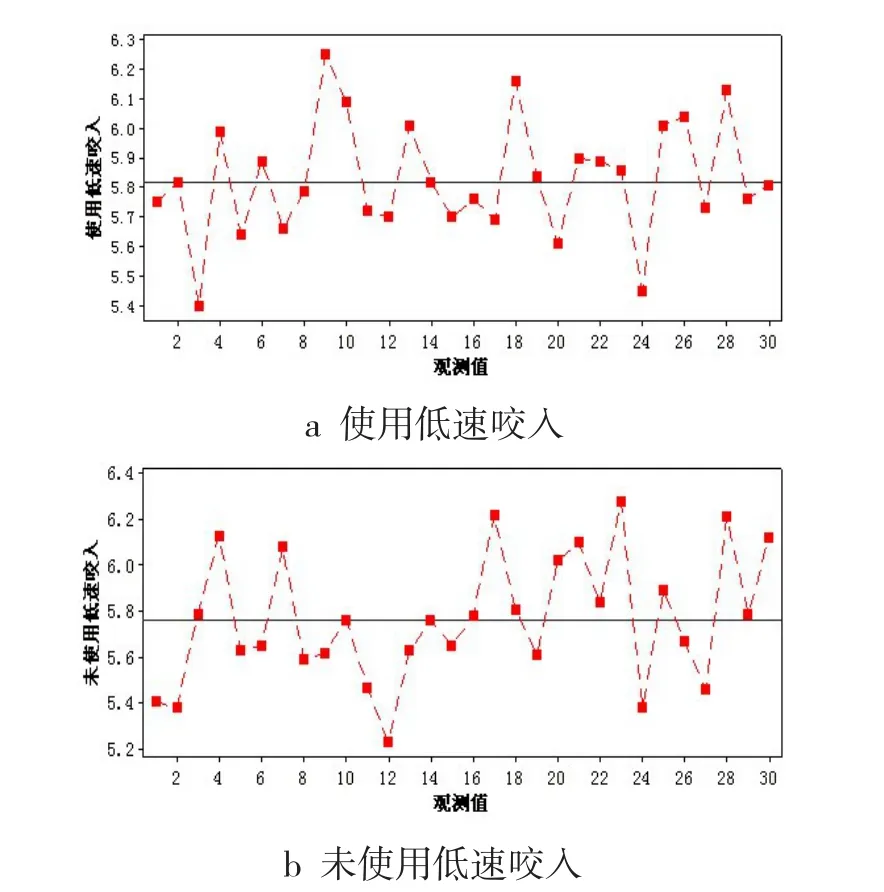
图2 数据独立性检验
3.5 正态性检验
利用Minitab软件对样本A、B进行正态性检验的结果如图3所示。
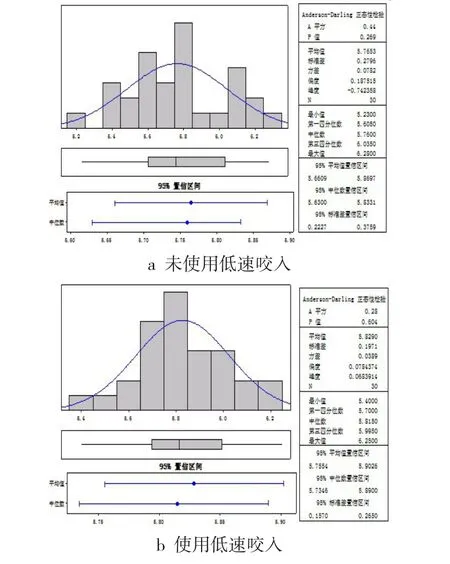
图3 正态检验结果
样本A的P值为0.269,样本B的P值为0.604,两者均>0.05,说明两组壁厚数据是正态的,一般>0.05就可以认为是正态分布。
3.6 方差齐性检验
方差齐性检验的必要性:T检验的前提是两个总体的方差相等,而进行方差分析就要进行方差齐性检验,即若组间方差不齐则不适用方差分析。若方差不齐可通过对数变换、平方根变换、倒数变换、平方根反正弦变换等方法变换后再进行方差齐性检验。利用Minitab软件对样本A、B进行方差齐性检验如图4所示。
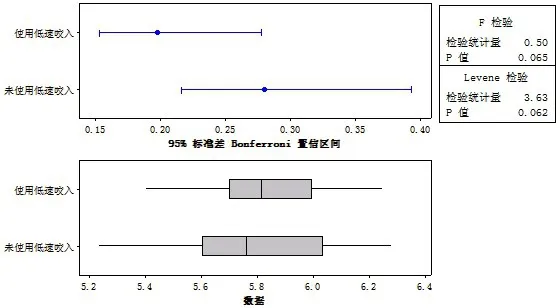
图4 方差齐性检验结果
样本A的P值为0.062,样本B的P值为0.065,两者均>0.05,两个样本壁厚数据的方差是齐性的。在Minitab软件方差齐性检验时,P值为显著性水平,一般P值<0.05时就拒绝方差齐性的假设。
3.7 双样本T检验
利用Minitab软件对样本A、B进行双样本T检验的结果如图5所示。
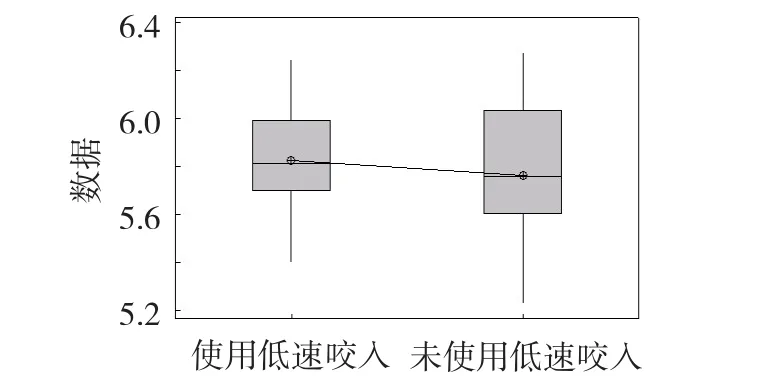
图5 双样本T检验结果
P值为0.313,>0.05,无法拒绝原假设H0:μ1=μ2,即不能说明壁厚偏差存在显著差异,P值是用来判断显著性的,P值越小拒绝原假设的权重就越大,一般P值<0.05就拒绝H0。
4 结论
4.1 双样本T检验可以用在钢管壁厚分析中。
4.2 在置信水平95%的情况下,不能说明平整机采用低速咬入高速轧制功能与否对钢管壁厚的影响存在显著差异,但考虑到低速咬入高速轧制对轧制稳定性及效率是有利的,所以生产时应采用低速咬入高速轧制功能。