再生胶复合挤出过程流场分布数值模拟研究
2018-09-01
(北京化工大学机电工程学院,北京100029)
1 研究背景
再生胶是指废旧橡胶经过粉碎、加热、机械处理等物理化学过程,使其弹性状态变成具有塑性和黏性的,便于加工并能够硫化的再生橡胶[1]。根据相关统计,结合所有再生橡胶企业的生产能力,目前我国的再生胶产量已占全世界总产量的4/5以上,达到了500 万 t[2]。
再生胶的特征为:(1)价格低廉,再生胶的价格一般是天然橡胶或合成橡胶价格的1/3;(2)可塑性好,再生胶料的动力消耗相比于天然橡胶或合成橡胶要低很多,因此混炼成型的时间也少很多;(3)流动性好,在橡胶工业中加入再生胶能够起到润滑的作用,大大改善流动性。因此,在橡胶工业中,继天然橡胶、合成橡胶后,再生胶被列为第三大橡胶资源,近年来的应用比例也是逐步提高[3]。
目前,随着汽车行业的蓬勃发展,对于轮胎的需求也越来越大。再生胶也逐渐地作为原料或添加剂被应用到轮胎胎面、胎侧的复合挤出成型中。前人已对橡胶轮胎的挤出做了大量的研究工作,其中贾晓艳[4]研究了压力、黏度对橡胶挤出流道的压力场、出口速度的影响。张鹤锐[5]研究了橡胶胎料在复合挤出流道中流量比值、黏度比值的不同对橡胶复合界面的影响。
而再生胶复合挤出成型质量的好坏一方面取决于其本身的物性参数,还与其他因素有关,如流道结构、入口流量、口型板的形状等。
2 再生胶胶料物性参数测试
选用Malvern牌毛细管流变仪测试胶料的流变参数。毛细管流变仪主要由储料室、柱塞和毛细管组成。如图1所示为测试用再生胶粒,如图2所示为毛细管流变仪装置。

图1 测试用再生胶粒

图2 毛细管流变仪
采用Bird-Carreau law本构方程模型来反应再生胶的流变特性,其方程为:

经过毛细管流变仪测试,将得到测试原始数据通过origin软件数据拟合得出流变模型参数。
编号为TQ387PT的再生胶的物性参数为:

编号为TQ757的再生胶的物性参数为:

3 单机头流道流场分布数值模拟分析
3.1 单机头流道流场分布数值模拟分析
采用polyflow软件对单机头流道流场分布进行数值模拟计算。
3.1.1 物理模型与边界条件
以机头1为例,如图3所示为机头结体图。根据机头结构尺寸绘制再生胶机头流道三维模型。由于橡胶的流变性在机头结构中部开有阻尼块,出口处设计有定型段流道,如图4所示为机头三维模型的边界条件图。

图3 机头结构图实体图

图4 边界条件图
3.1.2 结果与分析
对出口截面处的速度分布进行仿真分析。如图5所示为出口面的速度场云图。在该出口截面做出中线,然后将该中轴线上的速度数值导出并用Excel制作图表,如图6所示。

图5 出口截面速度分度
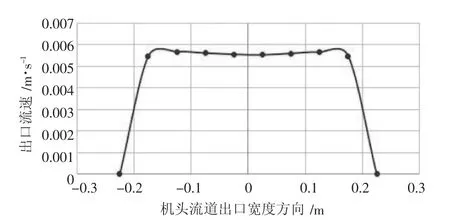
图6 流道出口处中线速度值分布
3.2 影响挤出成型质量的因素分析
机头流道出口处的速度均匀性是再生胶挤出质量好坏的关键。阻尼块的高度、定型段的长度、入口流量是挤出均匀性重要的影响因素。
3.2.1 阻尼块高度
以机头 1 为例,当 h 为 20,30,40,50(mm),其他因素不变下,机头流道出口处的速度分布的有限元结果如图7所示。
由图7可知,随着阻尼块高度的增加,流道中间流速慢、两侧流速快的趋势增强。当h为40 mm左右时,出口速度均匀性较好。故针对特定的机头流道、特定的物料需选取合适的阻尼块高度。
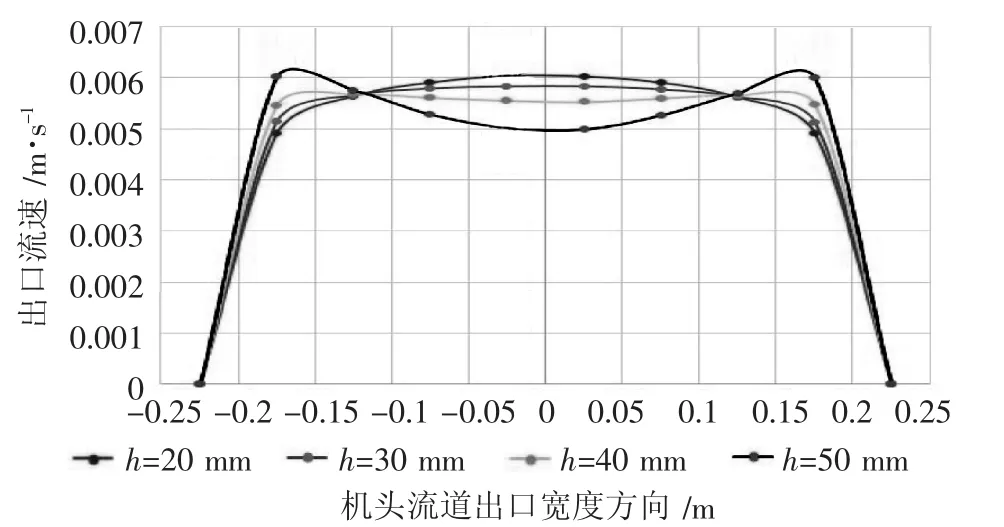
图7 阻尼块高度与出口速度分布的关系图
3.2.2 定型段长度
以机头 1 为例,当 L 为 15,30,40(mm),其他因素不变下,机头流道出口处的速度分布的有限元结果如图8所示。

图8 定型段长度与出口速度分布的关系图
由图8可知,随着定型段长度的增加,流道中间流速慢、两侧流速快的趋势好转。当L为40 mm左右时,出口速度均匀性较好。
3.2.3 入口流量
当 Q 为 0.000 01,0.000 03,0.000 05(m3/s),其他因素不变下,机头流道出口处的速度分布的有限元结果如图9所示。
由图9可知,随着入口流量的增加,流道中间流速比两侧流速快的趋势略有增强。当Q=Q1=0.000 01 m3/s时,出口速度均匀性较好。
4 复合流道流场分布数值模拟计算
采用polyflow软件对复合流道流场分布进行数值模拟计算。
4.1 物理模型与边界条件
经调试好结构参数、工艺参数的机头均匀挤出后的两种胶料进入复合流道进行复合挤出,如图10所示为复合流道结构实物图,并使用三维软件建模进行有限元数值模拟分析,如图11为复合流道三维模型边界条件示意图。
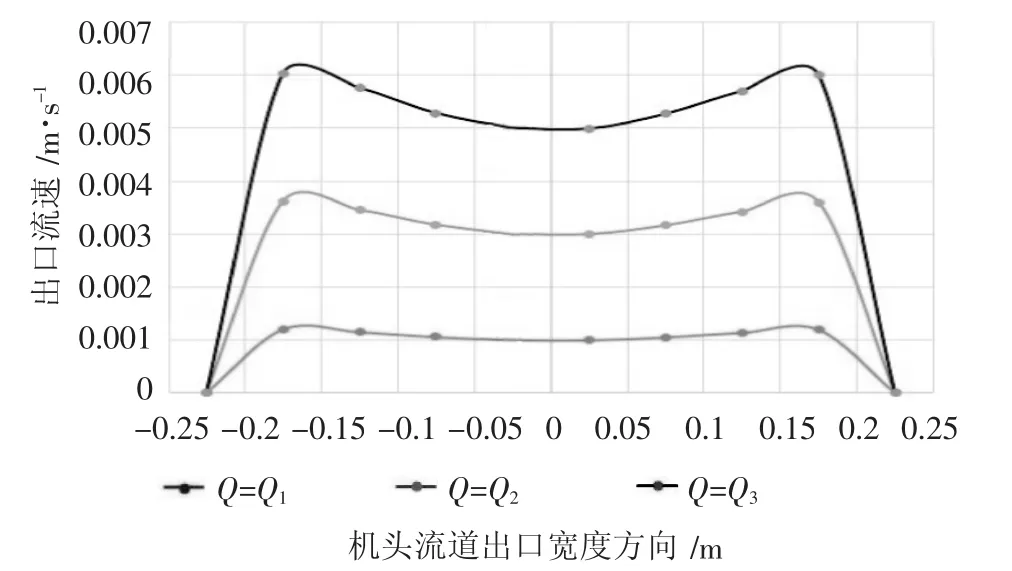
图9 入口流量变化与出口速度分布的关系图

图10 复合流道实体结构

图11 三维模型边界条件示意图
如图11所示,入口边界条件设为inflow,出口边界条件设为Outflow。壁面采用胶料与壁面无滑移,即vn=vs=0。
4.2 结果与分析
从复合区域入口处到出口处沿着入口流场宽度方向取6个纵截面,对6个纵截面的速度分布进行仿真分析。6个纵截面的速度分布总图如图12所示。
从最左端的1纵截面可以得出,由于死区的原因,存在很大的横向流,且上段物料较少进入复合区,导致该截面附近的复合区域内主要为下端物料。而从对称的2和6两个纵截面看,由于横向流的原因,复合界面处上段流量增大。从其他纵截面看,随着横向流影响的减小,复合界面处进行正常的复合流动。

图12 纵截面速度分布云图
5 结论
(1)再生胶单机头流道挤出时,研究阻尼高度、定型段长度、入口流量对挤出出口速度均匀性的影响。结果表明阻尼块高度、入口流量的增加,流道中间流速慢、两侧流速快的趋势增强,定型段长度的增加,流道中间流速慢、两侧流速快的趋势好转。
(2)两种再生胶复合挤出时,设计的口型板流场复合效果尚可,但由于死区以及口型板两侧的结构设计会在两侧产生向内的横向流,使得在两侧区域内上端物料较少,会使得物料在出口处的复合产生不良的影响。
