氯碱化工企业高盐废水治理
2018-08-29宫艳超
张 冰,宫艳超
(1.天津渤天化工有限责任公司,天津 300480;2.天津渤海职业技术学院,天津 300408)
1 背景
天津渤天化工有限责任公司始建于1938年,是以烧碱、聚氯乙烯为主要产品的大型氯碱化工企业,生态城污水处理厂始建于2005年,建设初衷是以处理渤天公司污水为主,处理居民生活污水为辅。渤天公司污水主要来源为生产工艺废水,该废水经公司酸碱中和自动调配系统集中处理后排放至生态城污水处理厂。生态城污水处理厂采用生化处理技术,微生物活性是影响污水处理效果的重要因素。随着渤天公司产品结构调整以及节水工作的不断开展,污水排放总量得到显著降低,但也出现了污水全盐量升高的现象,直接影响到了污水的生化处理效果。因此,在降低污水排放总量的同时,如何降低污水全盐量,并保持排水量和污染物浓度的持续稳定,是企业面临的重要课题。
2 调查分析
该公司各车间排污口采样监测数据见表1。
造成公司外排污水全盐量较高的主要因素是盐水车间脱硝盐水、电石渣浆废水,以及合成车间泡沫塔稀酸废水。其中,脱硝盐水虽然水量不大,但全盐量数值较高,且连续排放;而电石渣浆废水,无论水量还是全盐量均长期处于较高水平;泡沫塔稀酸废水主成分为HCl,为达标排放此废水需用碱性废水中和,因此导致大量高浓度氯化盐废水外排,此外间歇式的排放方式极易造成水质大幅波动。

表1 各车间排污口采样数据
3 治理方案
根据前期调查结果,结合生产实际设计了治理方案。
3.1 盐水车间盐水脱硝工艺改造方案
3.1.1 工艺改造前状况
改造前,盐水车间采用膜法脱除硫酸根装置去除一次盐水(过滤淡盐水)中的硫酸根,处理后的低硝盐水(渗透液)返回盐水系统用于化盐,高硝盐水(浓缩液)由盐回收装置处理后,进入排污系统。膜过滤装置浓缩液流量为8.5~15 m3/h,主成分NaCl浓度为 200~210 g/L,SO2-4浓度为 25~35 g/L。改造前盐水脱硝工艺流程框图见图1。

图1 改造前盐水脱硝工艺流程框图
3.1.2 工艺改造方案
将现有的脱硝工艺由“膜过滤装置+盐回收装置”改为“膜过滤装置+冷冻处理装置”,依据硫酸钠和氯化钠的溶解度随温度变化不同的原理,利用冷冻技术将浓缩液中的硫酸根以硫酸钠结晶的方式分离出来,达到脱除硫酸根的目的,并得到副产物芒硝,而贫硝盐水则返回盐水系统用于化盐。改造后盐水脱硝工艺流程框图见图2。
3.1.3 工艺改造所需设备设施
利用现有膜过滤装置及附属设备;停用盐回收装置;新建混凝土框架厂房;调整原有工艺管路并与新建冷冻处理装置衔接;新建冷冻处理装置及其附属设备,包括新增仪表、自控系统,新增冷冻水、循环水、工艺空气、纯水等设施,新增机泵、储罐等设备。

图2 改造后盐水脱硝工艺流程框图
3.1.4 工艺改造效果评价
实现了高盐浓缩液的循环利用,减少高盐废水排放约190 t/d,降低化盐工序井水采用量约160 t/d,同时还可以获得副产芒硝。
3.2 电石渣浆综合利用方案
3.2.1 工艺改造前状况
电石制取乙炔产生的电石渣浆主成分为Ca(OH)2,被送往压滤车间浓缩池进行浓缩脱水,上清液送至沉清池,脱水后的电石渣浆进入料浆库,经板框压滤机压滤后,滤液排至沉清池,滤渣直接送往渣场。在沉清池中电石渣浆废水的Ca(OH)2微粒再次沉降,上清液一部分返回乙炔发生器,一部分排至酸碱中和自动调配系统集水池。四氯化钛厂每天产生酸水约80~100 t,主要来源为该厂氯化车间和精制车间,酸水主成分为HCl,被直接排放至酸碱中和自动调配系统集水池。综合利用改造前工艺流程框图见图3。
3.2.2 工艺改造方案

图3 综合利用改造前工艺流程框图
在氯化车间增加水储罐及相应的循环泵、管道泵和管路,将氯化车间和精制车间产生的酸水全部输送至四氯化钛厂水处理系统酸水池,并在水处理系统反应池中与电石渣浆进行中和,为保证泥渣充分析出,将pH值控制在7.0~8.0范围内。中和酸水每天消耗电石渣浆约150~200 t,每天产生中和废水约230~300 t,中和废水经水处理系统絮凝沉降后,产生的泥浆被送往压滤车间,产生的上清液约77~100 t,被送往氯化车间水储罐并由水泵输送至各个岗位,用于冲洗粉尘、浓密机泥浆及地面。综合利用改造后工艺流程框图见图4。

图4 综合利用改造后工艺流程框图
3.2.3 工艺改造所需设备设施
利用四氯化钛厂现有水处理系统;新增水储罐及相应的循环泵、管道泵和管路。
3.2.4 工艺改造效果评价
利用已有水处理系统做处理装置,节约了改造成本;处理后的上清液用于车间生产,可节约井水约 77~100 t/d,减少高盐废水排放约 77~100 t/d。
3.3 合成车间氯乙烯脱酸工艺改造方案
3.3.1 工艺改造前状况
改造前,合成车间3台泡沫脱酸塔为串联使用,前台泡沫塔消耗井水约5 t/h,吸收HCl制成稀酸(浓度约20%)后送往氯乙烯脱酸水储罐;后2台泡沫塔消耗井水约9 t/h,吸收HCl变为稀酸(浓度约6%)后排放至废水池。改造前氯乙烯脱酸工艺流程框图见图5。
3.3.2 工艺改造方案

图5 改造前氯乙烯脱酸工艺流程框图
将后2台泡沫脱酸塔改为一个水洗塔,与前台泡沫脱酸塔串联使用,水洗塔稀酸进入稀酸循环罐,然后再用稀酸泵分别送往水洗塔和前台泡沫脱酸塔,水洗塔的稀酸循环使用,酸水不外排;前台泡沫塔产生的稀酸送至氯乙烯脱酸水储罐。改造后氯乙烯脱酸工艺流程框图见图6。

图6 改造后氯乙烯脱酸工艺流程框图
3.3.3 工艺改造所需设备设施
重新设计改造水洗塔;新增稀酸石墨冷却器,以及配套循环水冷却系统;利用现有稀酸循环罐;新增稀酸循环泵;新增耐酸金属转子流量计、耐酸双法兰液位计、液位调节阀、耐酸远传温度计、数显表、液位调节器、耐酸管路、管件,阀门等;新建设备基础及钢平台等;新增配套电源、安全栅、电缆,以及仪表线缆。
3.3.4 工艺改造效果评价
消除了稀酸外排对污水全盐量的影响,从水洗塔返回泡沫脱酸塔的稀酸吸收HCl后浓度升高,该盐酸溶液可作为副产酸销售;水洗塔的稀酸作为吸收液循环使用,可节省井水约6.3 t/h;此外,该方案尽可能利用现有装置进行改造,不仅节省了空间,而且节约了改造成本。
3.4 清净废水回收系统改造方案
3.4.1 工艺改造前状况
清净废水回收系统的污水来源为厂内清净废水,污水各项水质指标均能达到天津市《污水综合排放标准》二级标准的要求,污染物浓度远低于三级标准,全盐量较低。此部分废水直接排放至生态城污水处理厂,水量约为1.2万~1.5万t/d。改造前清净废水回收系统框图见图7。
3.4.2 工艺改造方案
在现有基础上,新增一条管路将清净废水引至酸碱中和自动调配系统沉降池及热电厂循环水池:引至沉降池的清净废水可以调节沉降池内污水全盐量及其他污染物的浓度;引至循环水池的清净废水代替河水用于冲渣水补水,冲渣后包括全盐量、COD以及氨氮在内的各项水质指标变化不大且不新增污染物,冲渣水可用泵输送至酸碱中和自动调配系统沉降池,与生产废水混合后排放,循环水池同时可作为清净废水的缓冲池。改造后清净废水回收系统框图见图8。
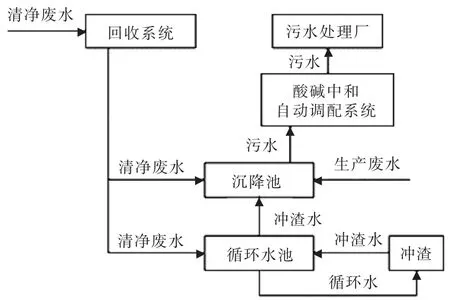
图8 改造后清净废水回收系统框图
3.4.3 工艺改造所需设备设施
利用现有泵基础;新增排水泵;新增管路。
3.4.4 工艺改造效果评价
改造后,部分清净废水用于电厂冲渣,可减少河水使用量约200 t/d;同时,清净废水降低了全盐量、COD、氨氮等污染物浓度,确保污水能够达标排放;此外,清净废水还可以调节污水水质,使其不会产生较大波动,有助于污水的后期处理。
4 经济效益分析
方案一总投资670万元,方案二总投资67万元,方案三总投资62万元,方案四总投资37万元,以上改造项目共计投资836万元。其中,方案一,每年减少高盐废水排放7万t,由此减少污水排放费13万元/a,冷冻处理产生的贫硝盐水代替井水用于化盐,每年可节约井水采水费38万元,每年产出副产芒硝1万t,可创收30余万元;方案二,每年减少高盐废水排放2.8万~3.7万t,由此减少污水排放费5万~7万元/a,上清液用于车间生产,每年可节约井水采水费18万~24万元;方案三,每年减少高盐废水排放8万t,由此减少污水排放费14万元/a,水洗塔的稀酸循环使用,每年可节约井水采水费36万元,每年增产浓度20%的副产盐酸2.4万t,可创收360余万元;方案四,清净废水用于冲渣,每年可节约河水采水费46万元。以上改造项目,一年半即可收回全部投资。
5 结论
上述方案,从源头着手开展污水全盐量治理,改造后外排污水全盐量降至4 000 mg/L左右,有效改善了污水的生化处理效果,与此同时,污水排放量也得到了削减,实现了污染物排放浓度和排放总量的“双减”。此外,该方案在节水减排,节约生产成本的同时,能够增产一定量的副产品,实现了环境保护和经济效益的“双赢”。
收稿日期:2018-05-10
平煤神马将与俄企合建甲醇和乙二醇项目
近日,中国平煤神马集团与俄罗斯伊尔库茨克石油公司甲醇、乙二醇合资合作项目签约仪式在俄罗斯莫斯科举行。
据了解,伊尔库茨克石油公司是俄罗斯伊尔库茨克州最大的纳税企业,主要从事石油开采和碳氢化合物原料储藏与开采等业务,具有较强的技术管理优势和市场竞争力。根据协议,双方将共同出资建设生产30万t/a甲醇、60万t/a乙二醇项目。项目具有较好市场前景,预计投资回报良好。
巴斯夫计划大规模提升环氧乙烷产能
巴斯夫计划一个大规模的集成环氧乙烷综合设施的产能升级,在其比利时安特卫普的一体化工厂。这项计划包括了环氧乙烷和几个下游衍生品的产能升级,例如表面活性剂。
在欧洲,巴斯夫在安特卫普和路德维希港,运营环氧乙烷工厂,总产能为84.5万t/a。公司是该地区最大的环氧乙烷生产商。环氧乙烷主要的衍生产品有表面活性剂,乙醇胺,乙二醇醚,聚醚多元醇和广泛应用于各行各业的其它特种品,例如家庭和个人护理,工业应用和汽车工业。
巴斯夫打算进一步加强对环氧乙烷的后向整合,以支持下游市场客户的持续增长。最终,巴斯夫预计将在2019年做出投资决定。
