基于数控系统二次开发平台的切削力测量系统研究*
2018-08-29李波郝文峰向华
李波,郝文峰,向华
(1.湖北文理学院 机械工程学院,湖北 襄阳 441053;2.华中科技大学 机械科学与工程学院,武汉 430074;3.襄阳华中科技大学先进制造工程研究院,湖北 襄阳 441053)
0 引言
切削力是机床加工中的重要参数,其对于加工质量、加工效率、刀具寿命等有着直接的影响。同时,切削力是机床加工功率计算、切削参数制定、刀具选择等的指导。因此,开展切屑力研究,分析机床加工过程中切削力变化与各切削参数的关系,对于提升机床整体性能具有重要的意义。
切削力的测量可分为直接测量、间接测量。切削力直接测量是将压电元件、光纤、加速度、位移探针等传感器加装到刀具或工装系统中,并对输出信息进行滤波、放大、整流等,实现切削力的直接观测;切削力间接测量是对电机或相关系统的电流、电压信号进行测量,并基于相关经验公式,求解切削力。Tlusty等[1-4]利用应变片、加速度计、主轴集成式光纤光栅等非压电传感器实现了机床切削力动态测量,并研究了多种误差补偿方法;李琦等[5-6]基于嵌入式薄膜、压电晶体传感器等研究了切屑力的直接测量,相对于非压电元件传感器测量,应用范围更加广泛。间接测量方法主要围绕主轴电机电流测量[7];Altians[8]通过对电机转矩分配的分析,验证了切削力与电流的数学模型,其奠定了间接测量的理论基础;王南[9]基于BP神经网络开展了拉夹逆向车削细长轴切削力预测研究;史丽晨[10]以空心主轴电机电流为依据,基于线性回归分析拟合了切削力经验公式;李斌[11]开展了主轴电流与切削力信号的时频域分析,提出两者间有着强相关性,但存在时延;吕盈[12]以Solid Works位平台,利用切屑形状计算切削力的大小,并与ABAQUS仿真得到滚齿切削力,验证了其有效性。
间接测量与直接测量相比,其准确性易受到引入参数的影响,系统带宽与控制电路动态特性相关,大部分测量集中在铣削加工中,导致适用性受限。应变片测量方法易受到电测干扰;位移测量方法不能准确反映刀具状态;压电力传感器具有高刚性、高热稳定性等特点,适用于机床切削力加工过程的跟踪监控。目前切削力测量是通过外部计算节点进行数据采集、分析和补偿,与数控系统无直接联系,导致数控系统不能对切削力信息直接采集,难于对加工过程进行快速、有效监控。因此本文提出了一种基于国产数控系统二次开发平台的切削力直接测量方法,设计了该方法的总体框架,搭建了实验平台,进行了数控系统二次开发平台的深度开发,并通过相关实验验证了测量方法的有效性。
1 数控系统二次开发平台
华中数控8型系统的二次开发平台具有多层次应用开发接口,集成了专机开发所需共性技术,其可快捷与用户专有加工工艺知识进行无缝集成和深度开发,搭建专用控制系统。华中数控系统二次开发平台可提供三个层面的二次开发接口,如下:
(1)基于脚本的HMI开发接口,用户自定义界面;
(2)HNC-API应用程序开发接口,用户开发专用数控系统;
(3)核心模块嵌入式开发接口,用户个性化功能定制。
二次开发平台包括数控系统API、IEC61331、数据采集及人机界面等4个部分。数控系统API部分提供应用层、功能层、控制层及设备层接口实现五轴机床、车铣复合机床等的精准控制,IEC61331部分提供应用层、功能层、设备层接口实现注塑机、桁架机械手等的自动控制,数据采集部分提供应用层、数据采集、设备层接口实现制造过程优化、CPS等云平台功能的构建,人机界面部分封装运动管理、参数管理等集成本地化应用。二次开发平台的框架结构如图1所示。
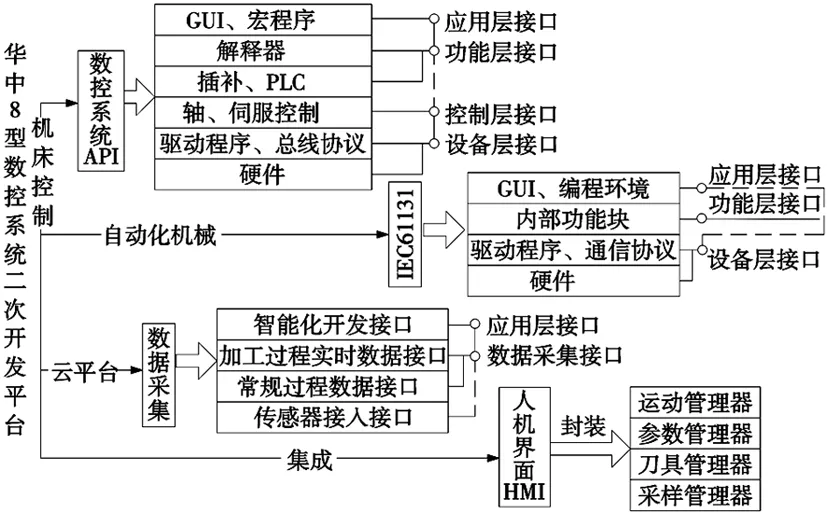
图1 华中8型数控系统二次开发平台
华中数控8型系统基于Linux平台设计和运行,提供基于Windows环境设计的二次开发包。用户可在Windows下完成新用用开发后,通过Linux Vmware重新编译,转换成Linux平台下可运行的模块,并重新部署在华中8型数控系统。
2 切削力测量总体框架
切削力的理论计算方法包括经验模型、物理模型、以及人工智能神经网络模型等,但存在较多的局限性,故切削力常通过机床主轴电流值进行切削力的粗略估算。但该方式下电流信号易受到外界干扰,尤其是受到机床本身特性干扰,导致该方法测量得到的切削力精度不高,使用范围受限程度较大。
切削力测力仪可应用于直接测量切削力,其通过力传感器采集切削力信号,经过信号放大器、数字采集器,最后到达处理工作站。该方式下测量的切削力精度高、可移植性强,已广泛应用于高精密机床的加工性能验证中。
为实现切削力的高精度测量,本文选用压电测力仪 9257B以及配套辅助设备作为切削力测量前端。压电测力仪9257B为三分量压电测力仪,可测量Fx、Fy、Fz三个方向上的切削力。测量范围分别为±5kN,灵敏度分别为-3.7、-3.7、-2.3PC/N。
针对加工过程中的切削力实时测量,需要将压电测力仪9257B的测量数据传输到数控系统中,其有两种不同的方式传入数控系统;
(1)利用数字采集卡进行信号的采集与处理。然后在工控机端开发相应的服务器程序,在数控系统端开发相应的客户端功能模块。客户端采用TCP套接字的方式通过网线发送获取数据的请求,服务器端在接收到数据请求后也通过网线将采集到的数据发送给客户端,客户端再将获得的数据与当前运行的G代码对应起来显示;
(2)利用模拟数字转换卡对切削力信号进行A/D转化,然后通过数控机床的I/O接口接入PLC,利用数控系统自带的PLC信号采集功能,通过对X寄存器的实时监测采集便可以完成对切削力信号的采集。
为实现数控加工G代码的优化,通常需要建立G代码与测量值之间的对应关系。上述方案(1)中存在一定的技术困难。华中8型数控系统在采集G代码行号是利用通道进行采集,与切削力信号采集来源途径不同,时钟频率不同,导致切削力信号与G代码行号难以匹配,无法建立G代码与切削力之间的关系,无法开展G代码优化工作。为此,选择方案(2)作为本文整体方案,其示意图如图2所示。

图2 系统整体框架示意图
3 切削力测量硬件部分设计
由于大多数数控机床只配备了通讯板卡和轴控制板卡,无带有A/D转换功能的板卡,故需要在数控机床中增加A/D转换板卡完成模数转化工作。与华中8型数控系统匹配的硬件PLC单元模块为HIO-1000系列总线I/O产品,其中HIO-1073模块的功能为完成机床到数控系统的模拟转数字转信号输入和数控系统到机床的数字转模拟信号输出。每个输入或输出模块都提供4通道12位差分或单端模拟信号输入或输出。电荷放大器与HIO-1073板卡连接示意图如图3a所示。

(a)连线示意图 (b)连线实物图
图3 电荷放大器接口与HIO-1073板卡连线图
图3中Ch1(Fx)连接到HIO-1073板卡的1号接口,Ch2(Fy)连接到HIO-1073板卡的3号接口,Ch3(Fz)连接到HIO-1073板卡的5号接口,GND端接出三根线,分别连接到HIO-1073板卡的2、4、6号接口。切削力测量硬件部分连接如图4所示。

(a)连接机床端 (b)连接测力仪端
图4 切削力测量硬件部分连接图
4 切削力测量数控系统功能模块设计
切削力测量数控系统功能模块是基于华中8型数控二次开发平台上开发,可实时采集切削力数据并进行时域、以及G代码指令域显示。该功能模块可进行界面放大缩小、平移等操作,数据保存、回放、查找定位等功能。另外,图形化界面横坐标有两行,第一行时间轴,第二行G代码行号轴;纵坐标是对切削力数据做了行特征提取,可显示平均值和最大值等。
由于数控系统最快插补周期1ms,切屑力测量功能模块采用双缓冲设计,一级缓冲为1kHz,单通道10K个数据,3通道设计(华中8型数控系统最大支持16通道),保证采集切削力数据不丢失。二级缓冲为单通道100K个数据,频率为33Hz,与屏幕刷新频率一致,保证人眼视觉效果。双缓冲设计流程图如图5所示。

图5 双缓冲设计流程图
切削力信号属于状态变化周期较短的信号,故采用循环滚动方式展示波形变化。在实际采样中,波形可自适应窗口大小,实时以波形幅值调整窗口坐标。基于数控系统二次开发平台的切削力测量系统流程图如图6所示。

图6 切削力测量系统流程图
切削力测量系统GUI部分主要函数如下:

表1 切削力测量系统GUI部分主要函数
切削力测量采样设置窗口如图7所示,设定条目包括采样周期、采样方式、采样通道、采样类型、偏移量、长度、换算系数、换算基准、偏移量等。
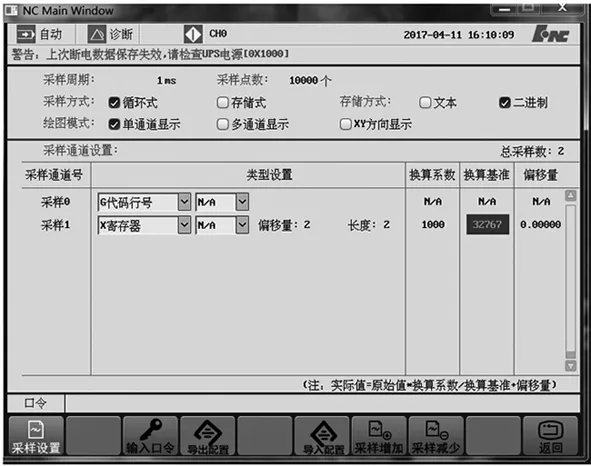
图7 切削力测量采样设置窗口
在硬件线路连接时,数控系统PLC中的X寄存器对应切削力信息接入,偏移量2代表Fx方向切削力,4代表Fy方向切削力,6代表Fz方向切削力。
5 切屑力测量实验及分析
本实验所使用的6140系列数控车床。为安装切削力测力仪,拆掉机床原有的电动刀架。同时,为保证安装在测力仪上的刀具与机床主轴回转中心高度相同,加装转接板,其可将移动台面与测力仪传感器连接为一体并固定,如图8所示。

(a)机床原电动刀架 (b)机床刀架更换为测力仪
图8 数控车床安装切削力传感器测力仪

图9 基于工控机的切削力测量平台
为便于验证数据测量的正确性,搭建了由测力仪、放大器、数据采集器及工控机组成的测量平台,如图9所示,其开展与数控系统二次开发平台切削力数据的对比。
基于相同的加工G代码,进给速度F=60mm/min、80mm/min的切削力测量波形如图10所示。

(a)进给速度60mm/min (b)进给速度80mm/min
图10 工控机中不同切削进给量的波形采集图
机床加工切削进给量F=60mm/min下,数控系统二次开发平台及工控机采集切削力对比如图11所示。
由图11可见,通过数控系统二次开发平台、以及工控机测量的切削力偏差值为个位数,其差值原因与机床刚性、稳定性,以及测量时的环境影响相关,偏差值在预期范围内。

图11 数控系统二次开发平台、工控机中不同切削进给量的波形采集图
6 结论
基于国产数控系统二次开发平台,开展了数控系统内切削力测量的研究,同时基于专业化的测力仪设备,搭建了测量硬件平台,并进行了不同进给速度、频率等下的切削力采集对比实验。相关结果显示,本文所研究的基于数控系统二次开发平台的切削力测量方法,实现了数控系统内部对于切削力的直接测量、直接观测。通过切削力在数控系统内部的集成,其可用于加工G代码的优化,提升加工效率,同时也可共享到数控云平台,实现机床工作状态的全程监控。
