一种锂电池烘烤工艺烤箱的门窗设计与实验
2018-08-28关玉明赵芳华
姜 钊 ,关玉明 ,赵芳华 ,商 鹏
1 引言
由于锂电池的优越性,随着锂能在日常生活的日益普及,对锂电池的需求也日益提高。作为锂电池注液前的重要一环,须在正负极片放入电池盒内后对电芯进行水分去除干燥[1]。现有的电芯真空烤箱多为方形结构,但是方形烘烤箱经常由于电芯干燥的真空度低,与外界压差大等苛刻条件常常会导致箱壁的刚性变形[2]。为此设计了一种带有可自动将成组的电芯进出烤箱的运车装置的圆筒形状烤箱,此工艺可与电芯干燥过程前后衔接,避免了电芯运输过程中外界水分与杂志的再次污染,圆形烤箱可极大减小烤箱的结构变形,且省去了人工来回搬运电芯的工作。
传统的门窗设计中既应考虑门窗的开闭过程的结构实现,也应考虑其锁紧装置工作过程,在电芯进出空烤箱的门窗设计中,考虑到门窗的经常开关与烤箱内部的真空高温环境等原因,其结构设计应特殊考虑。对设计出的门窗重要部件进行受力分析,使其不仅在结构上也应具有灵巧且结构简单的特点,且应具有高强度下的使用寿命。
2 电芯烘烤工艺结构与工作原理
电芯小车作为电芯运输模具,待烘烤的锂电池电芯放置在电芯小车内部的支架之中,电芯小车放置在推板上,通过推板气缸的推动,将电芯小车推至烘烤箱前端,通过传动电机通过链传动将电芯小车推至烘烤箱内部,门窗通过推拉气缸带动,通过铰链支座连接将门窗沿着导轨竖直移动来控制门窗的启闭,将电芯小车推至烘烤箱内部后,门窗关闭。对烘烤箱内部抽真空后,通过进气管充入热氮气进行对锂电池的烘烤,同时通过出气管将冷氮气排出,排气后的氮气通过二次加热可再进入进气管[3]。烘烤工艺如图1所示。

图1 D烘烤工艺结构示意图Fig.1 Sketch of Baking Process Structure
电芯烘烤结束后,同样通过相同装置将电芯小车拉出烘烤箱。圆形的烘烤箱优于方形的烤箱更能承受由于烤箱内的真空度与温度的频繁变动导致的结构变形[4],使其工作更稳定,可避免传统工艺电芯去除水分过程由于罐体变形对电芯烘烤带来的差异性[5]。电芯的主要烘烤方向平行于进气管排出的热惰性气体流体方向,所以烘烤效果更佳,电芯开口向上更方便下一工序的电芯注液,总体结构显然要优于现有烤箱。
3 电芯烘烤箱门窗结构设计与关键部件移动路径分析
3.1 烘烤箱门窗设计
所设计烤箱门窗包括推拉气缸杆、闸板、闸门、销轴滑套、闸门滑套、闸门短导轨、闸门长导轨、长销轴导轨、转臂、长销轴、销轴、闸板连架。闸板安装在机架上,各个导轨安装在闸板侧面,闸门上安装有闸板连架,长销轴中部与推拉气缸杆连接,长销轴与销轴通过转臂铰链连接,长销轴的侧端安装有销轴滑套,销轴滑套可通过推拉气缸的带动在长销轴导轨中竖直向移动,闸门侧端安装有闸门滑套,可使闸门在闸门长导轨与闸门短导轨之中竖直向移动。闸门开启时,电芯小车自进车通道进入罐体之内。闸门与闸板相对一侧有密封垫,当闸门关闭时保证罐体与外界环境隔离。闸门开启时的门窗状态与各部件名称,如图2所示。

图2 门窗结构图Fig.2 Schematic Diagram of Door Structure
3.2 闸门移动路径分析
在烘烤开始时,门窗不仅需要关闭还需锁紧以保证密封,本设计当闸门在开启到关闭的过程中,推拉气缸杆由推拉气缸带动使得闸门下移,期间长销轴一直在长销轴轨道之间滑动,而闸门滑套在前阶段在闸门长轨道与闸门短轨道之间滑动。在闸门下降到一定位置后,由于闸门短轨道长度短,会使得闸门滑套脱离闸门轨道而贴在闸门之上,完成闸门与闸板间的密封,期间转臂旋转,长销轴与销轴在竖直方向距离增大。为进一步考察锁紧过程中闸门的移动路径是否能满足要求,运用ADAMS/View软件对此过程进行仿真分析。在闸板上添加固定副,转臂、长销轴与销轴之间添加铰链副约束,在滑套与导轨之间添加移动副约束,推拉气缸杆为动力源。在门窗上添加的约束方式与位置,如图3所示。
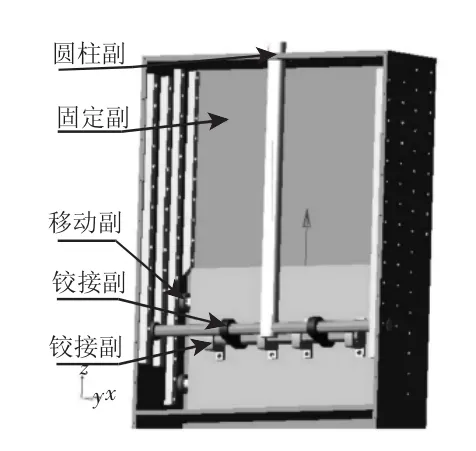
图3 门窗添加的所需约束Fig.3 The Required Constraints on the Door
在闸门重心添加控制点以观察其移动路径,设置移动速度为30mm/s时,锁紧整个过程中闸门重心在y、z轴向移动位移结果与闸门上推拉气缸在z轴向的推力,如图4所示。其全部锁紧过程时间为14s。从仿真结果中可以看出,在闸门关闭的开始阶段,闸门在z轴方向平稳下降;y轴方向,由于闸门滑套一侧有闸门导轨的支撑而未产生位移,闸门逐渐关闭。13.2s时闸门开始处于锁紧阶段,由于没有了闸门导轨的支撑,闸门在y轴方向开始移动,而z轴方向停止移动[6]。在14s之后闸门锁紧过程结束,此时闸门遮挡住了进出通道,同时也完成了与闸板的压紧,气缸此刻也停止施加推力,推力大小为0N。
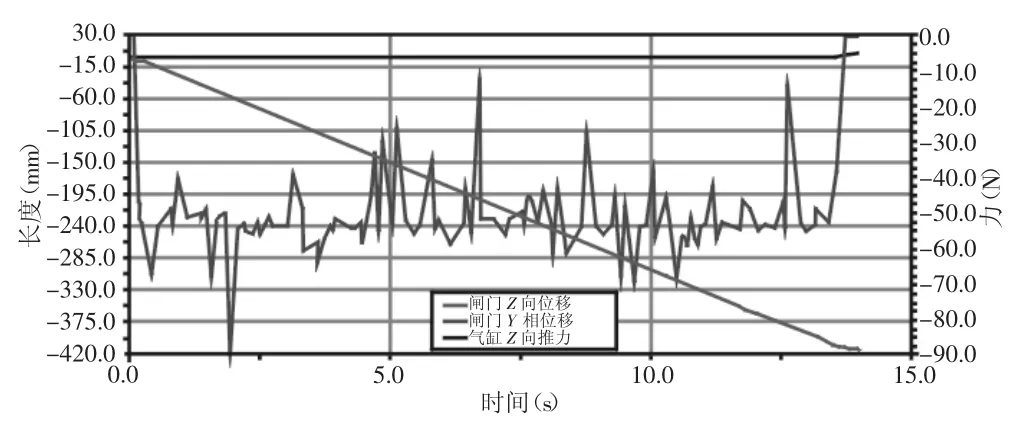
图4 闸门锁紧过程Y轴与Z轴向移动位移与气缸垂向拉力Fig.4 The Gate Lock of Y Axis and Z Axial Displacement and Cylinder Vertical Force
4 门窗关键位置受力分析
由于闸门经常需要启闭,由气缸带动销轴、转轴与闸板连架等所组成的机构不仅上端与气缸连接,又与闸门相连接,受力复杂,须对其进行受力分析。以闸门关闭过程为例,在Workbench仿真软件里对闸门机构进行受力设置[7],即闸板连架承受闸门竖直向上的拖拽力,长销轴中部受到推拉气缸杆竖直向上的下的牵引力,经由已得到的闸门在关闭过程的路径进行仿真,其仿真结果,如图5所示。结果显示,销轴在与两转轴相连接处应急集中现象较明显,但并未超过材料属性许用应力。长销轴并未由于推拉气缸杆的连接产生太多的应力集中现象,所以连接在长销轴两端的销轴滑套与轨道之间并未由于长销轴的变形而阻碍闸门的顺畅滑动,滑套与轨道之间几乎不会产生侧向的相互作用力,保证了闸门启闭过程的平稳。

图5 闸门机构应力仿真分析Fig.5 Simulation Analysis of Gate Mechanism Stress
5 门窗启闭过程实验验证
为验证此种门窗与烘烤箱的密封性,进行门窗关闭过程的实验验证。在门窗关闭过程中,如图6所示。推拉气缸杆沿y轴方向竖直下移,通过长销轴与销轴的带动使得闸门沿x轴水平右移,完成门窗与烘烤箱的连接密封。设长销轴与销轴侧向中心连线与y轴的夹角为ɑ。以ɑ不同大小为参照目标,对门窗与罐体密封性进行测试。当闸门滑套未接触到闸门短导轨,即初始ɑ为43.7°,随着闸门右移密封性增强,ɑ角度增大。当ɑ为56.3°时门窗与烘烤箱紧密连接,ɑ角度不再变化。

图6 门窗关闭时运动示意图Fig.6 Motion Diagram of Front Door Closed
运用两段软管连接到型号AS8520的希玛手持式压差表,精确度±0.05hPa(0.31~1.00)hPa,测量速率 0.5s,软管一端插入抽真空后的烘烤箱内,软管另一端在门窗外侧与外界相通。运用数显角度仪检测角度ɑ大小,如图7所示。

图7 门窗内外压差测量实验Fig.7 The Experimental Measurement of the Pressure Difference Inside and Outside the Door
实验结果表明,当门窗在开始关闭时,门窗内外的压差为0,随着门窗逐渐关闭,门窗内外压差逐渐变小,当ɑ角度快到达56.3°时,由于门窗与烘烤箱的挤压,之间的密封垫逐渐压紧,当ɑ角达到56.3°时门窗内外压差达到了89.6kPa,达到锂电池电芯烘烤要求。ɑ角度与门窗内外压差变化关系,如图8所示。其原因是由于压力在-0.089MPa时的理论沸点低至45℃,更利于锂电池电芯内部水分的去除。
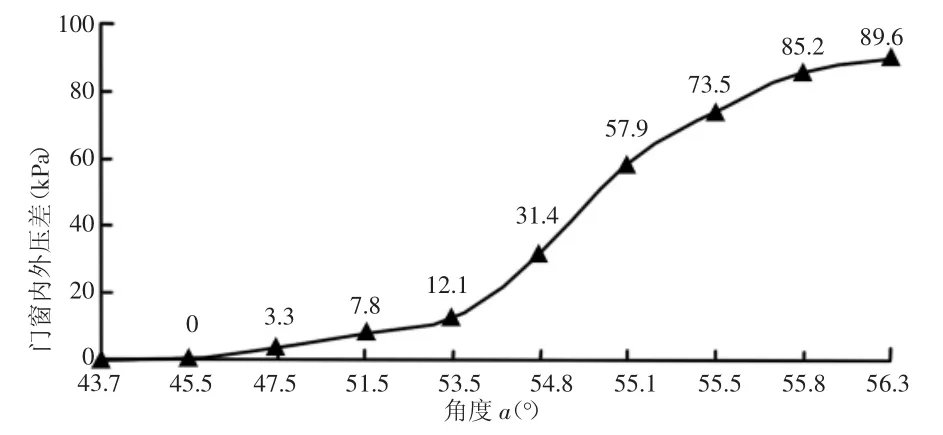
图8 ɑ角度与门窗内外压差变化关系Fig.8 The Relationship ofɑAngle and the Pressure Difference Inside and Outside
6 结论
(1)所设计的一种锂离子电芯真空烘烤工艺可自动将电芯进入干燥箱去除水分,可极大减小传统人工运输电芯过程带来的二次污染,并可与下一步的电芯注液相连接,自动化工艺水平大大提高。(2)所设计门窗可有效隔绝烘烤箱内部与外部空气流动,为锂电池水分烘干提供了良好环境。运用相关分析软件得到门窗在关闭时关键点的移动路径,验证了销轴等关键和复杂的零部件的受力情况。结果表明所设计门窗结构简单,可靠性高。(3)以销轴与长销轴之间夹角ɑ的变化为参照,模拟实际工作中对门窗关闭时的门窗内外压力差大小进行实验验证。当ɑ为56.3°时,完成门窗与烘烤箱内部的密封,外部压差大小达到89.6kPa,符合电芯烘烤所需条件,实验结果良好。本设计与验证方案对其他密封设计可提供重要参考。