变速箱齿轮加工自动生产线设计与应用
2018-08-23黄仁兴任华林
黄仁兴,任华林
(浙江万里扬股份有限公司,浙江 金华 321025)
齿轮主要加工设备包括数控车床、滚齿机、插齿机、剃齿机和倒角机。本文所述的齿轮自动生产新模式也称为直齿轮加工自动生产线。手动将坯料放置在空白的储存架上,自动线上操作,工业机器人自动装卸,链板生产线实现工件之间运输的加工设备,齿轮加工完成后,手动送入成品料架。配套设备包括工业机器人,存储架,链板线和孔。
1 变速箱齿轮加工自动生产线的研发
基于目前对齿轮加工技术的研究和设备技术应用现状的研究发现,汽车齿轮箱齿轮加工自动生产线的研发需要集中在以下几个方面。
1.1 应用环保高速干式加工工艺
当执行切削技术时,切削油不被使用并且减少量减少。齿轮采用传统的车削,滚齿,倒角,去毛刺,剃齿等工艺流程,目前仍是主流,但整体解决方案主要基于环保。使用干式加工还可以减少对环境造成污染的油雾量并控制其对健康的不利影响。各公司可根据各自的技术成熟度选择干车削和水基切削液,以减少油雾对人体和环境的不利影响。在进行车削加工时,不使用切削油。滚齿加工可应用于我国生产的新型高速干式滚齿机,然后选择环保安全,全干式滚齿加工工艺,彻底放弃切削液,不仅可以降低成本,还可以改善整体加工速度快,整个施工过程中不会出现油雾,不但可以避免环境污染,还可以减少对健康的不良影响和对操作人员的危害。
1.2 可重组的模块化齿轮自动加工工艺
在链轮加工过程中,集成的CHS20平行双主轴车削中心可用于辅助车削过程。根据模块化齿轮的紧凑性,增加了在线桁架机械手和铰接机器人的设计,增加了模块化齿轮加工工艺,使整个齿轮加工自动化生产线运行更平稳,结构连接更加紧凑。该工艺使传统的双窗口工艺能够在单台车床上完成,节省资源并提高生产和加工效率。机床可以采用平行刀架和双刀架的平行刀架和内部机器人,使刀盘两侧自动夹紧,实现齿轮的自动转动,实现生产线的自动化。这样可以提高机床的整体刚性,并且可以形成清晰明确的切削区域,使得整个工艺过程中,加上漏斗式的内部保护技术,不仅可以提高效率和精度,还可以有效防止发生的安全问题。
2 变速箱齿轮加工自动生产线的应用
我国自主知识产权汽车齿轮加工自动生产线的成功开发,将为我国汽车齿轮箱齿轮加工提供先进科学的解决方案,减少对进口产品的依赖,提高我国汽车零部件加工业技术水平和竞争力。下面介绍三种典型的汽车齿轮传动自动线路处理方案。
2.1 独立桁架机械手实现物流自动化的齿轮
这种自动线综合设备按工艺流程排列,排列成直线,独立控制的桁架机械手,通过与一体机床的互动交流,完成一体化机床之间齿轮零件的自动传动,实现物流自动化,性价比更好。该程序的特点:对集成机床的要求和变化是最小的,并且更容易实现多个设备的集成,但很难控制各个节点的节拍一致性,对换不同节拍的新产品比较麻烦。该解决方案也是齿轮加工公司对基于精益生产布局的现有手动生产线的自动转换选项(见图1)。该解决方案是齿轮加工机械制造商早期推出的一种自动化生产线实施解决方案,该生产线只能通过完善集成式自动装卸设备来实施。

图1 方案一
2.2 内嵌桁架机械手模块化齿轮加工单元的组线方案
它是全新设计的嵌入式桁架机械手(或铰接式机器人)的模块化齿轮加工单元的在线方法,该解决方案实现了自动齿轮加工生产线的建立更灵活,结构更紧凑;自动化线序综合机器全部配备桁架机械手,工件通过机床之间的传递通道在机器人之间传递,实现物流自动化。这个方案是近期和未来阶段,齿轮制造机床制造商推荐的实施方案,也是汽车变速箱齿轮加工公司在新线时自动选择主程序(见图2)。该解决方案是针对齿轮制造机床制造商的灵活的可重新配置和紧凑结构的自动化阵容要求。
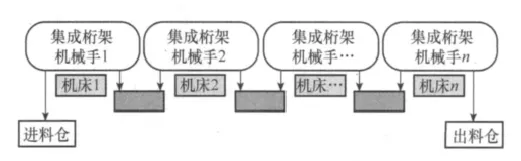
图2 方案二
2.3 关节机器人实现物流自动化的自动化加工单元(线)
在最近的汽车齿轮加工中,联合机器人已被应用于齿轮的自动加载和卸载。铰接式机器人广泛应用于车身焊接和喷漆等汽车行业。该组建立在一个自动处理单元中。关节机器人(机器人)负责单件设备或负责2至3件设备的自动装载和卸载。联合机器人建立自动处理单元以满足场地的需求;这个解决方案也可以用作汽车。程序特点:关节机器人装卸灵活性高,装卸空间和路径灵活。齿轮加工公司由自动化替代现有的齿轮加工手动生产线设备(见图3)。

图3 方案三
3 齿轮自动化生产模式
以下介绍大型车间自动化项目的生产模式。
3.1 毛坯储料架和成品储料架
这个转盘上有12个工作站。将空白手动放置在转盘上。转盘在机器人的运动范围内有一个工作台(进给水平)。每个工作站有大约20个空白堆叠。其中一个空白被删除,并在该站下方提供一个顶升装置。机器人可以设置最高位置。在抓住这一行毛坯后,转盘顺时针转动一个角度,下一排毛坯转移到机器人I的加载位置,由机器人I抓住。顶部毛坯去掉后,顶起装置开始工作,下一个粗糙部分送到顶部,操纵器I下一次取材料。成品收纳架与空白收纳架结构相同,操作颠倒,实现机器人手臂III的卸料操作。重复这一操作,实现自动送料。完成的储物架装满物料后,会发出信号并手动执行送料操作。
3.2 链板线A和链板线B
链板线A用于实现它们之间OP1的运输。由于数控车床1和数控车床2的尺寸较大,机械手I和机械手II的运动范围受到限制。在左端,链板A上的电机驱动OP1在其上方,并将OP1传送到右端。机械手I将OP1放置在链板线A上。传感器检测材料并发送信号。有定位机制。链板线B和链板线A的功能类似,实现了机器人臂II和机器人臂III向OP3的运输。机器人手臂II启动。每个操纵器在执行结束时都有两个抓手。一个夹具负责处理设备的进料操作,一个夹具负责供给加工设备,就像人类的双手一样,它可以实现快速装卸。机器人I对应于CNC车床1的装卸,机器人II对应于CNC车床2的装卸,而机器人III对应于滚齿机,倒角机和剃须机的装卸,其中滚齿机机器,倒角机和剃须机进行加工需要将工件放在干燥机上,经过干燥后,机器人III再进行下一道工序的装卸。
3.3 总控台
它可以用于由数控机床和机器人组成的自动生产线,也可以连接到工厂局域网,支持远程设备监控,过程管理等,实现生产自动化与信息,网络的无缝集成。为整套正齿轮加工自动化生产线开发的定制控制界面,可实现子系统中各个模块的各种状态信息和设备操作功能的显示。例如,数控车床加工时间较长,可在机器人手II上放置数控车床;III对应更多的加工设备,可以建立更多的单元,然后使用链板生产线进行OP2交货。上述正齿轮加工自动化生产线是一种新的齿轮加工方式,可根据各工序的加工时间配置加工设备的数量。根据不同情况,可以配置加工设备和机器人的数量,布局灵活,可以提高设备使用率和生产效率。
4 结语
自动化技术是部分取代劳动力,降低劳动强度并提高处理效率的解决方案,使劳动者从事相对容易的服务工作,是科技进步和人类社会发展趋势的体现。因此,针对我国汽车齿轮加工行业的升级需求,汽车齿轮加工自动化生产线的自主研发是机床设备制造业的一项重要任务,是机床制造企业升级换代的必然选择技术并提升其能力。自动化加工节省劳动力成本,同时提高加工效率和加工精度,具有良好的经济效益。