钢制管件防腐方案的对比分析
2018-08-20辛卓
辛卓
(辽宁润中供水有限责任公司,辽宁沈阳 110166)
1 3PE防腐施工难点
钢制管件防腐采用底层熔结环氧粉末涂层、中间层胶粘剂、外层聚乙烯的三层防腐,简称3PE防腐。
该工程钢制管道口径最大到3.2 m且都为异形件,3PE防腐施工国内现阶段在大口径管材施工上无成熟的生产线,设备与施工工艺也无可靠经验借鉴,在防腐施工过程中有许多难点,无法保障施工质量。
1.1 管件喷涂前加热难点
环氧粉末涂料施工首先需要把钢管进行加热,温度控制在230℃左右。该工程的钢制管道口径较大(最大3.2 m),目前一般采取中频加热,现国内没有大口径的加热炉,一般口径在1.6 m以下。该工程中的管件主管口径有七种不同的尺寸,外观形状也不同,有加强环、三通直管口径也不一致。该工程的管件变化大,使用同一种规格的加热炉造成钢管加热不均、管件本体温度差异大,三通直管等板厚较薄的位置温度会偏高,加强环等板较厚的位置温度偏低等诸多问题。
1.2 环氧粉末涂料施工难点
1)施工温度。熔结环氧粉末涂料是一种以空气为载体进行输送和分散的固体涂料,将其施涂于经预热的钢铁制品表面,熔化、流平、固化形成一道均匀的涂层。环氧粉末是热固性粉末涂料,加工工艺主要指粉末涂装的固化温度和固化时间,只有完全固化才能获得涂层良好的物理性能和化学性能。被涂敷的钢管一般利用余热使之固化,凝胶时间必须足够快,使之冷却前完全固化;同时,固化速度又要足够慢,使表面适当润湿和流平,浸润到锚纹深处,这是一对矛盾;因为熔结环氧粉末涂料是热固性涂料,涂装后,不但要流平,而且要完全固化,要发生一系列化学反应,形成立体网状结构的大分子,这需要在一定温度下,保持一段时间,使之完全反应和熟化,如果没有完全反应,固化百分率达不到95%以上,则涂层的物理、化学性能不能实现,涂膜中的树脂还是脆的预聚体,没有强度和耐性,更谈不上对钢管的保护,这一点在熔结环氧粉末的使用中是非常重要的。只有固化率达到95%以上才认为是完全固化,不完全固化或过固化对涂层质量都是有害的。在固化温度过高时,涂层分子链易断裂,造成降解、分解等副反应,涂层被烤焦,达不到应有的性能,且基材的金相结构也有可能发生改变,影响管道的主体强度。因该项目管件的复杂性导致中频加热时无法保障管件本体温度的均一,导致粉末喷涂后涂层性能无法达到相关质量要求。
2)施工工艺。在环氧粉末喷涂工艺中异形件的喷涂一直属于难点。该工程防腐全是钢管管件,属于大型异形件更是难点中的难点。现有的自动喷涂施工工艺只适合于直管等形状较规则有规律的工件,该项目工件每个形状都不一致无法实现自动喷涂,只能采取人工喷涂或建设专业粉房采取浸的工艺。建设专业粉房投资巨大且也无可靠经验借鉴,投入后也并不能保障施工达到设计要求,现只能采取人工喷涂。因有些工件较大,单个防腐面积达到108 m2,3PE工艺无法采取二次加热固化,只能利用余温固化。余温固化必须在温度降低到固化温度之前完成喷涂,可施工时间短,需要同时多人多机进行喷涂,每台设备喷涂量不同和每个操作工不同会导致喷涂的厚度不均匀。
1.3 PE涂层的施工难点
PE涂层是由塑料粉末制作而成。塑料粉末与环氧粉末通过空气为载体静电喷涂枪喷涂施工不同,塑料粉末为均匀淋撒在加热的管件表面,通过管件温度融化塑料粉末,同时旋转管件以达到塑料粉末覆盖均匀厚度一致。此工艺一般在制作无加强环的直管段应用。经核算DN3000的管件旋转速度最少达到6~8 r/min,才能达到涂层厚度均匀的效果。该项目全为弯头和三通等管件,三通支管在旋转过程中无法制作涂层;弯头因偏心在旋转过程中不稳可能翻倒出现安全事故。
2 无溶剂环氧树脂涂料的工艺及特性
2.1 无溶剂环氧树脂涂料的工艺
1)无溶剂环氧树脂涂料预热50℃左右。2)采用双组份高压无气喷涂机进行喷涂。
3)施工工艺参数:输气管线压力:0.6 MPa以上;喷涂机进气压力:0.4~0.60 MPa;喷枪与工件的距离:30~50 cm;喷幅宽度:30~40 cm;喷枪移动速度:0.5 m~0.8 m/s。
2.2 无溶剂环氧树脂涂料的特性
1)涂料无挥发性有机溶剂,减少了有机挥发物的排放,绿色环保,施工的安全性高。
2)涂料具有防腐能力强,附着力强、硬度高、耐磨、耐盐雾、耐酸碱、固含量高、丰满度高等优点。
3)一次成膜性厚,减少施工道数,节约了涂装的生产周期,减少了涂料消耗量,提高了生产效率。
3 无溶剂环氧树脂涂料与3PE防腐的对比
3.1 防腐性能
该工程的钢制管件由于存在加强环或其他异型部位,导致钢管局部存在蓄热大,冷却困难等问题,3PE涂层会出现固化不均、性能不稳定等现象。
液体环氧涂料施工方便,涂层质量可控性强,有效的保证了涂层的防腐性能。
3.2 涂层缺陷的修补
在施工过程中由于一些不可控因素,造成涂层产生缺陷,比如漏点、涂层局部损坏等。
环氧粉末涂料现场的可施工性能差,因此,其补口、补伤与漏点部位的防腐,成为了环氧粉末涂料涂层在实际工程中使用的难点。
液体环氧涂料能够在现场常温的条件下进行防腐施工,既可手工涂覆又可机涂,非常容易的进行现场的修补工作。
3.3 性能指标对比表
无溶剂环氧树脂涂层性能指标及环氧粉末涂层的物理性能指标,见表1、表2。
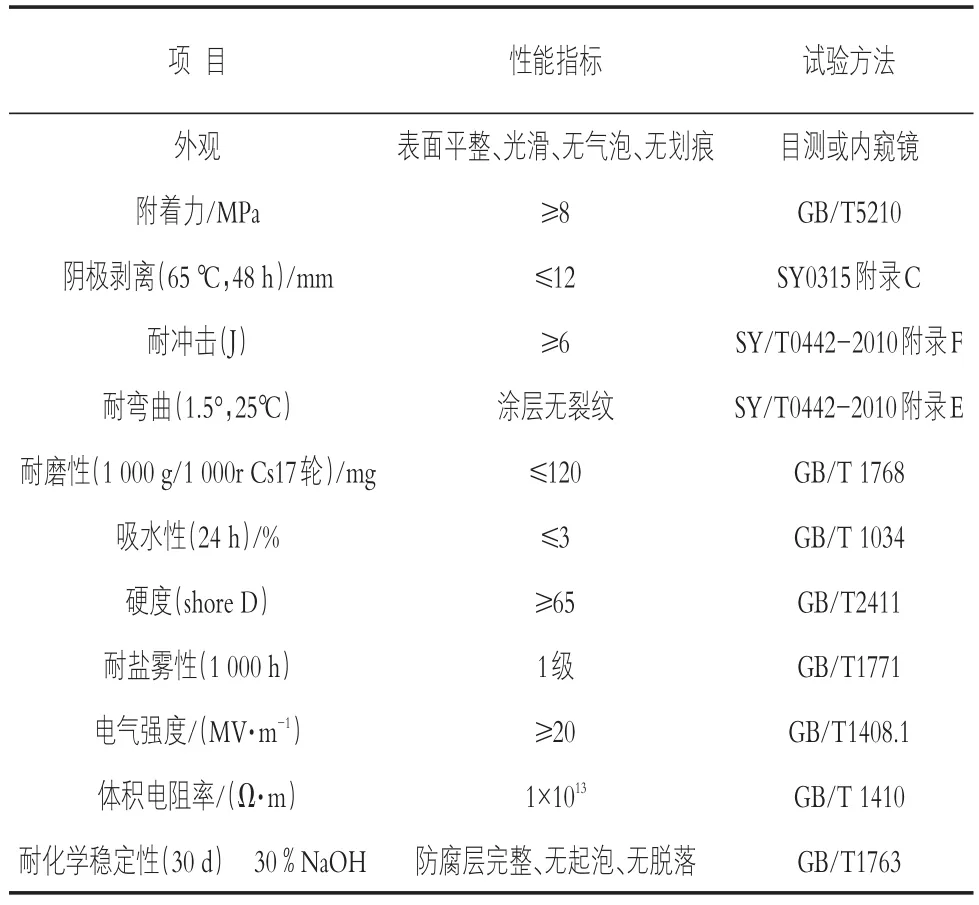
表1 无溶剂环氧树脂涂层性能指标
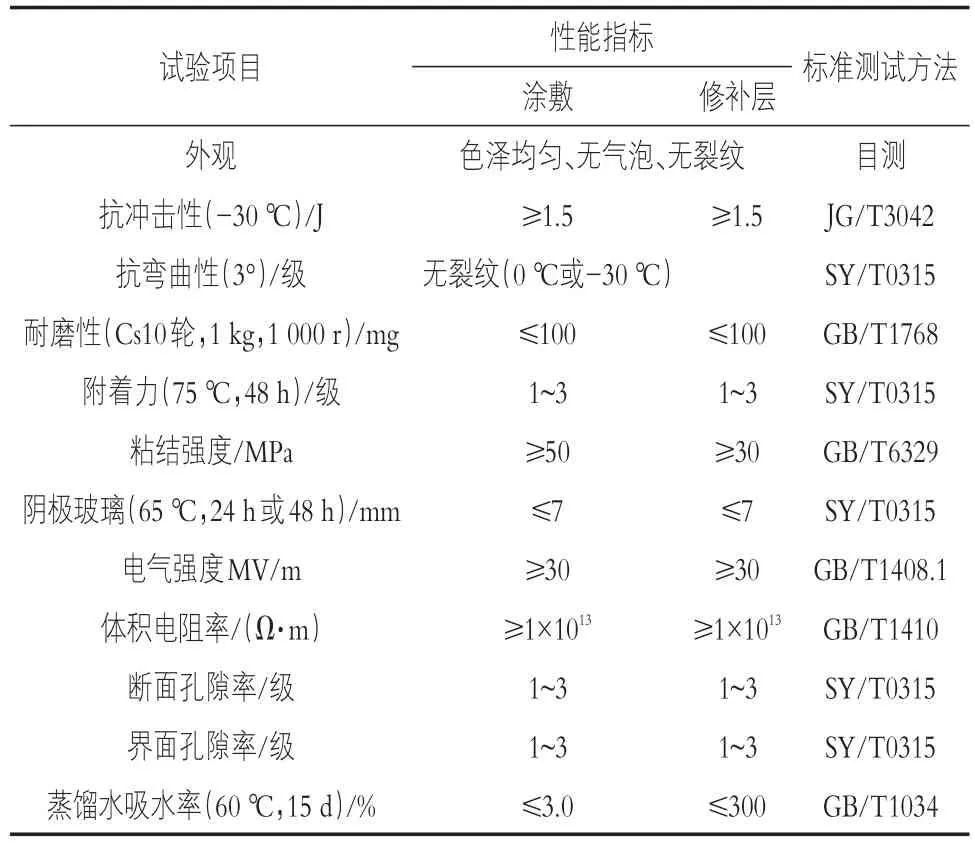
表2 环氧粉末涂层的物理性能指标
4 结语
通过以上综合对比分析,在该工程中对于钢制管件及法兰内外表面的防护采用环氧粉末涂料,存在很大的施工困难,使管件的防腐质量难以得到保证。而液体环氧涂料不但能够满足钢制管件及法兰内外表面的腐蚀防护,而且在涂料的施工控制及质量方面都优于环氧粉末涂料。液体环氧涂料相比环氧粉末涂料优势明显,性能达标,安全可控,环境要求更低。
经过比对,该工程钢制管件内壁采用无毒无溶剂环氧树脂涂料,厚度不小于400 μm,外壁采用无溶剂环氧树脂涂料厚度不小于600 μm。
