浅谈煤矿井下乳化液自动配比技术方案
2018-08-14王冲
王 冲
(山西西山晋兴能源有限责任公司 斜沟煤矿,山西 吕梁 033000)
1 系统背景及要求
乳化液做为煤矿综合机械化采煤工作面液压支架的工作介质,不仅要起动力传递作用,而且要起润滑、冷却、防腐、防锈作用。乳化液浓度是否适当直接影响液压支架及其液压元件的寿命周期和生产成本。浓度过高,会提高生产成本;浓度过低,会降低元件寿命。目前,对于乳化液的配制,仍采用手控配液,不但增加了工作量,而且会浪费一定量的乳化液。所以要设计出一种乳化液浓度不但能自动配比、还能对其浓度进行实时在线检测的自动化装置。
2 技术方式
目前,煤矿井下乳化液的浓度配比大多由现场工作人员手动进行,一边加水一边加乳化液,浓度低了加乳化液,浓度高了加水。由于人工操作难免会出现浓度忽高忽低,造成了乳化液的浪费。为了节约成本,减少由于人工操作失误出现的一些问题,可以通过运用PLC控制和PID运算实现乳化液的自动配液系统,使乳化液浓度实时保持在要求的浓度范围内。
通过自动控制配液系统主要完成乳化液浓度数据采集、自动控制、数据存储、实时通讯、故障报警等功能。通过该系统,不但减少了人工现场操作的工作量,也达到节能降耗的目的。系统电控原理图见图1.
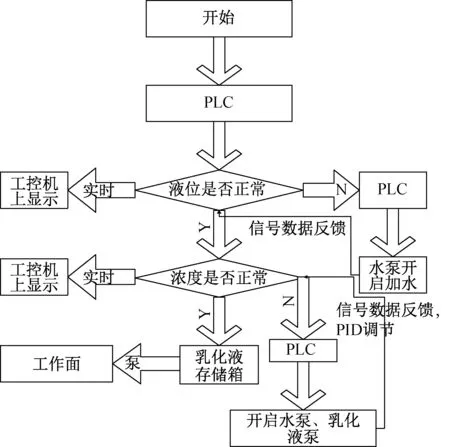
图1 系统电控原理图
自动配液装置主要由乳化液存储箱、乳化液泵及管路、水泵及管路、浓度传感器、液位传感器、压力传感器等设备组成。系统装置组成原理图见图2.

图2 系统装置组成原理图
3 系统设计
数据采集:目前井下工作面乳化液要求的浓度为3%~5%. 首先要在乳化液泵站液箱中加装检测浓度传感器,而且检测出的浓度参数要在工控机上实时显示。
浓度自动控制:通过实时传输到PLC中的浓度参数,和设定好的浓度数据参数进行比较,再通过PID进行运算调节,最后控制乳化液箱的进水管和进乳化液管上的比例电磁阀(比例电磁阀由电流控制阀门开度)。通过实时采集检测到的乳化液浓度参数,实时控制乳化液箱中加水和加乳化液的量,使乳化液浓度实时保持在3%~5%.
液位自动控制:在乳化箱中加装液位传感器,当液位低于设定值时,能自动开启水泵向乳化箱中加水,同时开启乳化液泵加乳化液,为了更好地使乳化液和水均匀的混合在一起,可以在乳化液箱中加小型搅拌器进行搅拌,当液位高于设定值时,停止加液。
数据存储:把数据都存储并利用起来,通过对数据分析找到最佳浓度配比方案。而且可以通过大数据分析延伸考虑,比如通过乳化液用量判断目前顶板压力及目前煤层煤质的一些参数。
实时通讯:井下作业环境差,空气潮湿、煤尘多、工作面高压设备多,信号干扰多,所以可以通过RS485和工控机实时通讯,确保信号稳定。
故障报警:当浓度参数在正常范围内(3%~5%)时,不显示报警;当浓度参数不在正常范围内时,要显示报警提示并且有报警指示灯闪烁,以提示现场工作人员。除了浓度参数报警,可以设定液位报警,管路压力报警等。所需材料见表1.

表1 材料表
综上所述,通过乳化液自动配比技术方案,不但可以减少人工操作量及人工操作带来的一些失误及误差,而且最主要的是能够保证浓度参数的准确性,节约了乳化液的用量,达到了节能降耗的目的。