基于PLC的产品质量检测系统设计与实现
2018-08-11王蔚沈阳工学院刘文宇国网辽宁省电力有限公司检修分公司孔德尉沈阳工学院
王蔚 沈阳工学院 刘文宇 国网辽宁省电力有限公司检修分公司 孔德尉 沈阳工学院
1 控制要求
将产品放入检测口,按下开始键,系统利用传送带自动将产品送入密封测试水箱,借由水路检测产品密封是否合格,30秒后水箱中的漏网将产品自动升起,对密封测试水箱进行液位观察,若液位低于初始液位,则产品质量检测不合格;若液位没有变化,则进入下一阶段进行重量测试,设定一个范围值,当产品重量在这个范围值内,说明产品重量检测合格,若超出或低于这个范围值,则说明产品重量检测不合格;重量检测完毕进入包装大小检测,将产品放入包装大小检测仪器,若合格,包装大小检测仪亮,不合格则灭,基于三项检测在密封测试合格的基础上,两项检测及以上合格则产品合格,若只有一项检测合格则认定产品不合格。
2 控制系统程序流程
本系统主要通过PLC来控制密封测试水箱、重量测试仪器、包装大小检测仪器三项仪器在共同工作运行的情况下对产品质量的检测。产品质量检测控制系统流程基于密封测试合格的基础上,两项检测及以上合格则产品合格,若只有一项检测合格则认定产品不合格。
3 硬件结构选型
CP1H的系列PLC属于高功能的小型机,包括CPU、储存器、输入输出口及电源,是PLC的主要部分。为主机备有扩展器输入输出的扩展单元、扩展模块及具有特殊功能的模块单元。扩展单元是用于增加I/O点数的装备,内部设有电源。扩展模块用于增加I/O点数以及改变I/O比例,内部无电源,由基本单元或扩展单元供电。
3.1 PLC输入、输出点确定
在本次系统设计中,运用了2个输入点,3个输出点,共有5个I/O点,根据输入输出合计数据,选择模块型号,故选择PLC CPU为CP1H-XA-400R-A。
3.2 密封测试水箱的选择
系统中密封测试水箱的选型对整个系统中第一项产品检测起到关键性作用,再其检测合格的情况下才可进行后续检测,因此,科学有效的选取密封测试水箱是十分有必要的。根据密封测试水箱的电压,停止采用常闭按钮启动,试验采用常开按钮,输出选用24V直流继电器。
系统运行过程中采用了CJB2000型重量检测机,主要用于对自动化包装流水线中已通过密封水箱测试的产品进行在线动态称量,可以检测出连续工作过程中质量不合格的产品,并且对产品进行自动分类和统计,自动反馈修理且触摸屏控制。
3.3 重量测试仪器
3.4 包装大小检测仪器
本系统中通过包装大小检测来测试包装裁量性能,降低材料寻找成本;测试包装的可靠性,降低产品破损率,减少经济损失,降低售后维护成本;促进包装及运输方案合理化,减低物流综合成本,能够最终减低企业综合成本。
4 I/O地址分配
产品质量检测系统I/O地址分配
本设计控制系统I/O地址如表1~2所示。

表1 I/O输入地址分配表
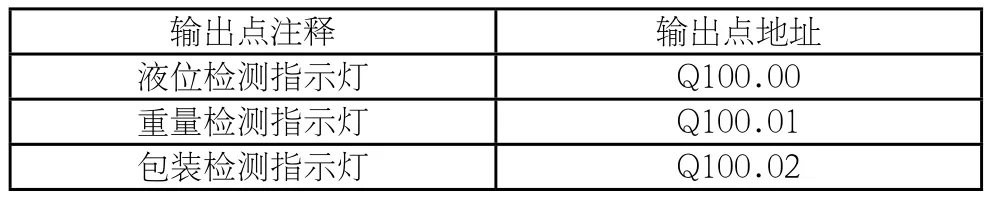
表2 I/O输出地址分配表
