基于欧姆龙PLC的自动送料装车控制系统设计与实现
2018-08-11邱智豪韩建春罗丹沈阳工学院
数码世界 2018年7期
邱智豪 韩建春 罗丹* 沈阳工学院
按下系统启动按钮,绿灯L2亮,表示允许汽车开进装料,料斗K2,电机M1,M2,M3皆为OFF。当汽车到来时(用S2接通表示),红灯L1亮,绿灯L2灭,M3运行,电机M2在M3通2s后运行,M1在M2通2s后运行,K2在M1通2s后打开出料。当汽车料满后(用S2断表示),料斗K2关闭,电机M1延时2s后关断,M2在M1停2s后停止,M3在M2停2s后停止,同时绿灯L2亮,红灯L1灭,表示汽车可以开走,下一辆汽车可以进入装料。当料不满时,高度传感器动作(用S1通表示),料斗开关K2关闭(OFF)灯灭,不出料,进料开关K1打开(K1为ON)进料,否则不进料,任何时刻按下停止按钮,在本次装车完毕后系统关闭。自动送料装车控制如图1.1所示。
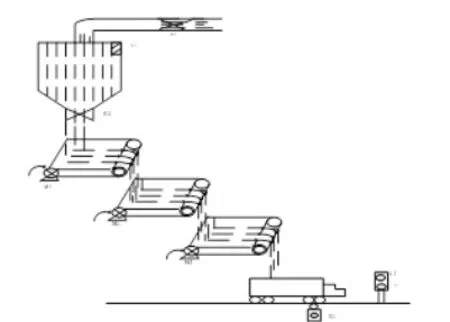
图1.1自动送料装车控制图
2 统计I/O点数并选择PLC型号
输入:系统启动按钮一个,系统停止按钮一个,传感器五个分别表示为 SQ1,SQ2、SQ3 、SQ4和 SQ5。
输出:电动机M1,电动机M2,电动机M3,绿灯L2,红灯L1,料斗开关K1,料斗开关K2。
PLC的型号:输入一共有5个,考虑到留有15%~20%的余量即5×(+15%)=5.75取整数6,所以共需6个输入点。输出共有7个,7×(1+15%)=8.05取整数9,所以共需9个输出点。可以选OMRON公司的CP1H型PLC就能满足此例的要求。
I/O分配:自动送料装车控制系统如表1.1所示。

表3.1 自动送料装车系统I/O分配表
3 PLC控制程序设计及分析
自动送料装车系统的PLC控制程序的设计,如图1.2。
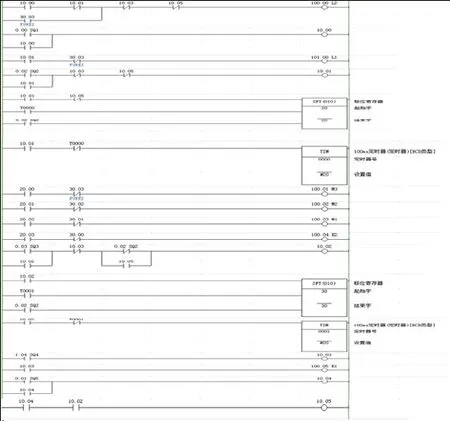
图1.2自动送料装车系统
4 结束语
运用欧姆龙plc,该自动送料装备控制系统在实际生产中投入使用后,可自动进行生产,节约成本,提高了生产的效率,对自动送料的控制能起到一定借鉴的作用。
