Q390C热轧卷板研制开发
2018-08-07张爱梅
张爱梅
(宝钢集团八钢公司制造管理部)
Q390钢级是一种使用较为广泛的低合金高强度结构钢,具有焊接性、冷、热加工性能和耐蚀性能等综合力学性能较好的特性,其性能以最低屈服强度不低于390MPa为基本条件,随其等级的提高,分为A、B、C、D、E五个等级,其中C级是Q390强度级使用比较广泛的等级。低合金结构钢Q390C是工程中常选用的牌号,并随着使用条件要求的提高,对材料的等级相应提高,国内在开发该钢种中通常成分上采用微合金处理,在微合金的使用上以V、Al、Nb一相或多相复合金为主,在轧钢环节以控轧控冷处理以获得足够的强度和韧性,降低钢材的时效性,提高焊接性和降低焊接对强度和韧性的影响为研究方向,满足标准和下游用户的使用要求。近期宝鸡石油钢管公司克拉玛依分厂,渤海装备新疆钢管公司对Q390C热轧卷板有需求并用于制造热力水管。为此,八钢公司根据该钢种技术性能要求,进行了研制开发,并批量轧制了390C热轧卷板。
1 Q390C化学成分及性能要求
牌号Q390C按GB/T 3274《碳素结构钢和低合金钢热轧钢板及钢带》执行,Q390C低合金结构钢中要求有害杂质含量较低,纯洁度和化学成分均匀性较高。以规定最低屈服强度为主要特征,并具有一定的综合力学性能和工艺性能,其化学成分要求如表1所示。热轧后钢板及钢带标准规定钢板以热轧态状态交货,其性能以GB/T1591《低合金高强度结构钢》为基础,力学性能及工艺性能见表2。

表1 Q390C化学成分要求%
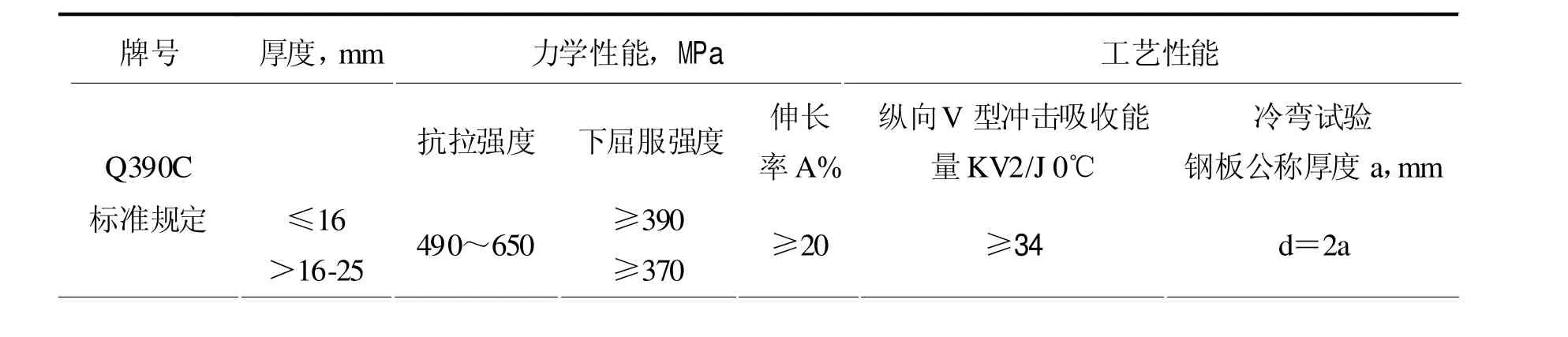
表2 Q390C要求的力学性能及工艺性能
2 化学成分设计思路
Q390C与Q345C属于低合金高强度结构钢,八钢已成功生产Q345C热轧钢卷十几万吨,工艺成熟,产品综合合格率很高。Q390C与Q345C相比,屈服强度要求提高35MPa,抗拉强度要求提高20MPa,伸长率可以降低1%,常温冲击功与Q345C要求相同。但用户为制管用途,要求下屈服强度在原标准不小于390 MPa基础上将下屈服强度提高至420MPa。因此根据热轧工艺特点,在Q345C基础上提高屈服强度75 MPa,且保证塑性下降不大,必须通过微合金强化的工艺路线及调整热轧工艺来提高力学性能。
碳是钢中最经济、最基本的强化元素,通过固溶强化和析出强化的作用对提高钢的强度有明显的作用。锰是通过固溶强化提高钢的强度,且锰还是扩大γ相区的元素,可降低钢的γ→α相变温度,有助于获得细小的相变产物,可提高钢的韧性、降低韧脆转变温度。锰含量通常不超过1.6%,否则在冷却时,在0.10%C钢中转变产生贝氏体,而不是铁素体-珠光体。铌是最主要的微合金元素之一,对晶粒细化的作用十分明显。通过热轧过程中碳的应变诱导析出阻碍形变奥氏体的回复、再结晶,经控制轧制和控轧冷却使精轧阶段非再结晶区轧制的形变奥氏体组织在相变时获得细小组织,以保证钢具有高强度和高韧性。按照标准要求,为了保证最终产品性能,结合生产Q345C轧钢生产工艺特点,确定了Q390C的成分设计(见表3)。

表3 Q390C成分设计 %
3 冶炼和热轧工艺设计
3.1 炼钢工艺
为有效控制钢中硫质量分数,须严格控制入炉铁水S的质量分数,要求铁水脱硫预处理后,满足[S]≤0.015%,温度≥1250℃;严格控制转炉再吹次数,不应超过2次。全程吹氩;终点控制目标[C]≥0.05%,[P]≤0.015%,[S]≤0.025%,温度 1620~1690℃;出钢目标时间t≥4.0min,必须严格挡渣,转炉出钢后钢包钢水回磷量不大于0.003%;LF炉精炼:LF炉脱硫、去夹杂、钢水成分调整、温度调整。喂丝后保证软吹时间≥8min。
3.2 连铸工艺
连铸采用全程氩气保护浇注,保护渣和中包覆盖剂型号根据钢种特性由炼钢生产现场确定;连铸开浇第一炉中包过热度≤45℃,连浇炉次中包TD过热度不大于30℃,液相线温度为1515℃;固相线温度为1466℃。连铸冷却方式采用弱冷配水曲线,拉速1.30m/min;采用轻压下技术,提高铸坯质量。
3.3 热轧轧制工艺
热轧TMCP技术包括控制轧制和轧后的加速冷却。一方面要控制加热温度、轧制温度、轧制变形时的压下量,还要在此基础上控制轧制后的冷却速率。这样不仅仅可以获得一些细小的铁素体或者奥氏体晶粒,获得更优异的材料力学性能。为保证Nb的析出强化效果,铸坯出炉温度控制在1150~1210℃;终轧温度控制在840~880℃;层流冷却采用稀疏冷却模式,卷取温度控制在610~650℃,严格控制除鳞水压力,确保除鳞效果。
4 试制结果分析
4.1 试制实际化学成分
统计了Q390C成分控制情况,各元素含量完全达到设计要求,化学成分范围见表4。主要成分含量分布见图1。

表4 化学成分控制范围 %

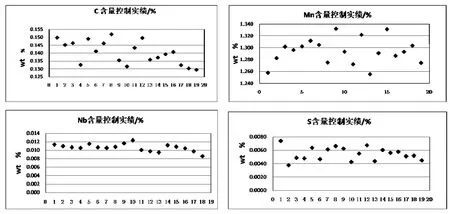
图1 主要成分含量控制
4.2 轧制工艺参数
根据八钢1750热轧机组工况条件,设计了轧制9.1mm及10.9mmQ390C的工艺参数:(1)连铸坯均热温度目标设定为1170士30℃;(2)精轧终轧温度FDT目标设定860士20℃;(3)连轧后采用稀疏冷却,卷取温度CT设定630士20℃。表5为现场实际轧制部分钢卷工艺参数。
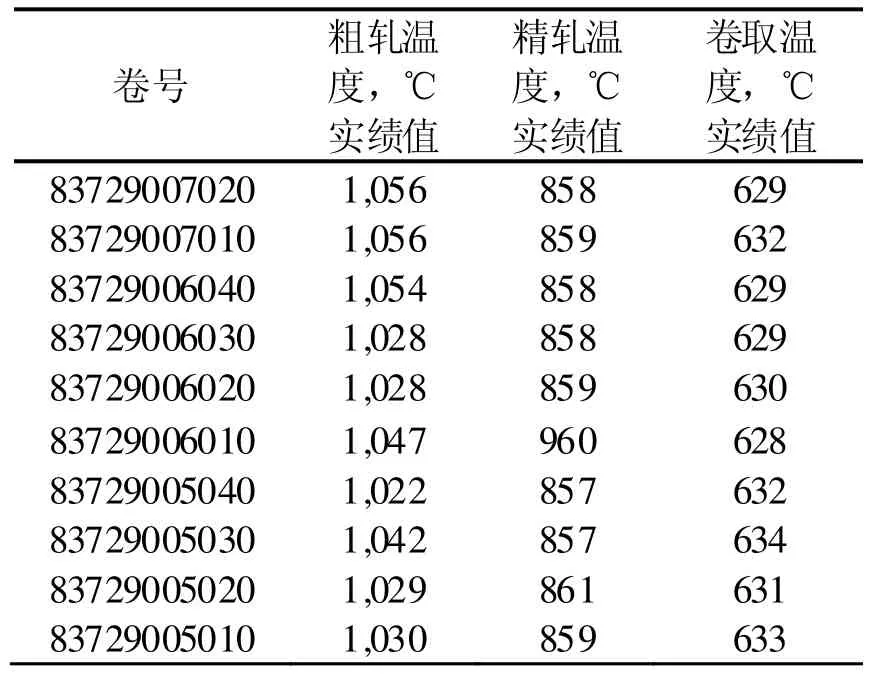
表5 Q390C热轧卷实际轧制工艺参数
热卷箱采用直通模式生产,精轧六机架均使用,精除鳞采用双除鳞模式,各机架负荷分配及活套设定均由模型设定。精轧轧制力及电流情况均完全满足设备能力要求。卷取目标温度设定为630℃,冷却模式为6/7,前段密集快冷,第一区不开。成品宽度精度和厚度精度控制良好,表6为部分钢卷尺寸精度控制情况。
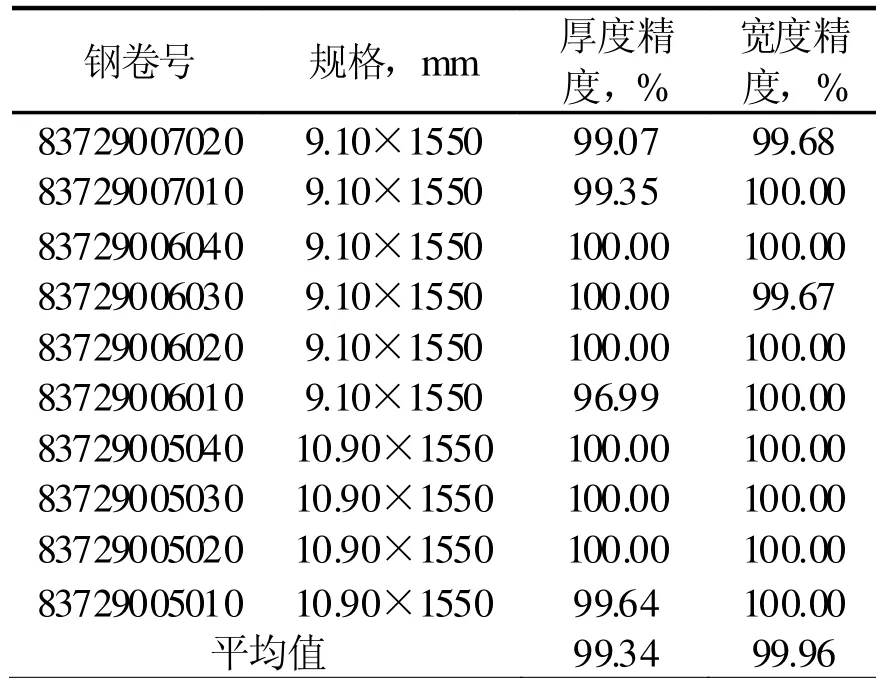
表6 尺寸精度控制
4.3 Q390C热轧板卷的组织和夹杂分析
对试制厚度10.9mm Q390C热轧板按国标GB/T10561-2005方法进行抽检钢中A、B、C、D类非金属夹杂物级别检验,结果均小于2.0级,钢质纯净,满足技术条件的要求。金相试样按照标准方法制样,试样经打磨抛光后,用4%的硝酸酒精溶液腐蚀,在金相显微镜下观察带钢微观组织,组织为铁素体+珠光体,晶粒度10级,金相组织照片见图2(照片 1、2)。

图2 Q390C热轧卷金相组织
4.4 轧制Q390C力学性能结果和分析
4.4.1 Q390C热轧卷板的拉伸性能及各向异性
为了检测试制Q390C热轧卷板的各向异性,对试制的Q390C热轧卷板取样,分别进行了横向、纵向、45方向的力学拉伸。检验结果如表7所示。结果表明,三个方向均表现出高的强度,横向的强度最高,而纵向和45度方向强度相当。各向异性特征不是特别明显。

表7 Q390C不同方向的力学性能 MPa
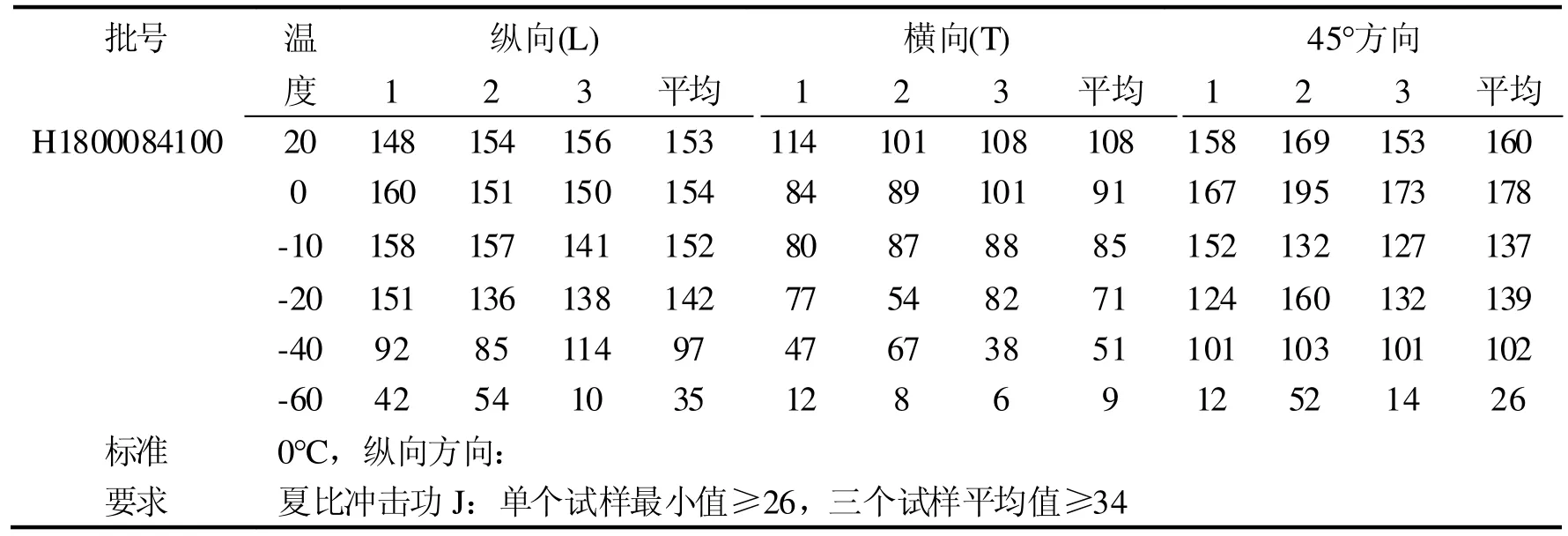
表8 试制Q390C的系列温度夏比冲击试验结果(J)
4.4.2 Q390C系列温度夏比冲击性能及各向异性
为检验试制的Q390C热轧卷板冲击性能的各向异性,对试制的Q390C热轧卷板取样,分别进行了横向、纵向、45方向的系列温度夏比冲击试验。检验结果如表8所示,系列温度转变曲线结果见图3。

图3 不同温度下冲击功
夏比冲击的结果表明,试制Q390C热轧卷的具有较好的低温冲击韧性,纵向-40 C的夏比冲击功可满足标准要求。从试验结果看在该成分体系和组织控制良好的基础上,可满足E级钢级的冲击试验要求。与同规格Q390D、Q390E可采取相同的成分设计和热轧工艺即可实现生产。图4显示不同温度下的冲击断口形貌。断口在-40 C温度下出现脆性断口。

图4 纵向试样不同而温度下冲击试样断口形貌图
5 批量生产实绩
1750热轧机组生产的9.1mm及10.9mmQ390C热轧卷常规性能检验结果见表9。性能及弯曲试验全部合格。可以看出批量轧制的Q390C热轧板卷热轧很好地满足了GB/1591中对力学性能的要求,性能能力分析见图5。
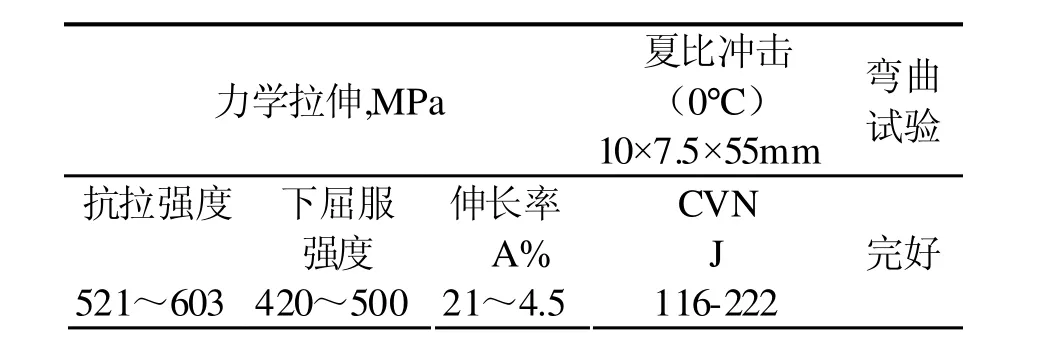
表9 批量生产Q390C力学性能
图5 热轧板卷性能能力分析
批量生产的Q390C热轧板卷钢板供用户使用,制作用于热力管网的管道,(图6)表面和规格尺寸精度控制良好,产品质量稳定,得到用户的认可。

图6 制管用的Q390C热卷
6 结论
(1)研制开发的Q390C热轧卷板具备优良的微观组织及稳定的力学性能,其力学性能和工艺性能均满足国家标准和用户特殊要求。表明Q390C热轧卷板的成分设计、工艺流程合理,制造的热力水管尺寸精度高、质量稳定、综合成材率高。
(2)试制生产的Q390C热轧卷板,组织为均匀的铁素体+珠光体,晶粒细小,夹杂物级别较低。
(3)Q390C热轧卷板强度存在各向异性,横向强度相对较高,-40℃以上夏比冲击功各向异性不明显。并具有较好的低温冲击韧性,纵向-40 C的夏比冲击功可满足标准要求。从试验结果看在该成分体系和组织控制良好的基础上,可满足E级钢级的冲击试验要求。
Q390C热轧卷板得到用户的认可,该产品的成功开发对八钢公司的产品拓展以及经济效益提升有显著意义。