民用飞机紧固件扭矩及术语标准化研究
2018-08-04李剑
李 剑
(上海飞机设计研究院,上海200436)
0 引言
紧固件是民用飞机的主要结构连接件,是保证结构完整性的基础。据统计,紧固件用量占飞机零件总量的70%以上,在大型商用飞机中达数十万[1]。从消耗工时上看,结构装配紧固件占到整个飞机装配总工作量的40%~50%,因此紧固件安装是飞机装配的主要内容之一[1]。
在民用飞机设计中,紧固件安装后的疲劳是考虑的重要问题之一。为此设计与制造工程师采用多种工艺方法和措施提高紧固件连接处的疲劳强度,如孔强化工艺、应力压印工艺和紧固件预加载,其中紧固件预加载是最常用的方法。紧固件预加载原理是在安装过程中对紧固件施加一定程度(低于紧固件材料的屈服强度)的预载,并在紧固件安装后服役工况下与拉伸工作载荷叠加,从而有效降低应力幅,显著提高该紧固件连接处的疲劳寿命。根据不同安装要求,紧固件预加载可通过多种方法实现,如:扭矩控制法、扭矩-转角控制法、屈服点控制法和伸长量控制法[2],其中扭矩控制法因其成本低廉、操作方便而成为民用飞机生产现场最常见的方法。
本文拟从民用飞机的生产实践出发,从扭矩控制法的测量原理、扭矩分类等方面提出紧固件力矩术语标准化的必要性,针对设计分析、维护手册中常用紧固件力矩术语提出标准化建议。
1 扭矩控制法原理及扭矩分类
扭矩控制法基本思路是通过将扭矩转化成预紧力实现紧固件的预加载过程。根据机械原理可知:
从式(1)可知:扭矩与预紧力在弹性区范围内近似呈线性关系,其中K系数最为重要,K系数越大,所需要的力矩就越大,但是K系数与多个因素有关,造成力矩变动范围也较大。
考虑到各种条件造成的K值变化,得到扭矩与预紧力之间的关系如图1所示。图1中阴影面积对应的横坐标即为紧固件安装扭矩的极大值和极小值。根据西方对间隙配合螺栓所做的研究,安装力矩中在不同条件下扭矩法得到的数值波动较大,一般来说只有10%左右对轴向预载荷有贡献[2],对于航空紧固件而言,其影响则更大一些。为描述方便,需要将扭矩按照功能和作用进行分解和分类,与此同时,在研发紧固件时需要测试一些重要的紧固件力矩,优化紧固件的安装扭矩范围,这些测试力矩显然不能作为安装力矩直接使用。
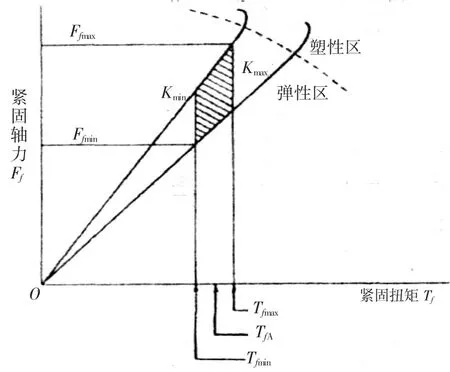
图1 扭矩与预紧力的关系[2]
针对航空紧固件实际情况,可分类如下。
1.1 无自锁功能紧固件力矩
因没有自锁功能,故此类紧固件的总安装扭矩主要由三部分组成:螺母和螺栓头与被连接材料的摩擦力矩、螺母克服螺纹副摩擦力矩、紧固件预载荷所需要的力矩,在这三部分力矩中,前面两种力矩可以单独测量,第三种只能从总的安装力矩中减去前面两者的数值间接得到。一般来说,总的安装力矩等于净力矩与无载力矩之和。
1.2 有自锁功能紧固件力矩
因存在自锁功能,故此类紧固件的总安装力矩主要由四部分组成:螺母的自锁功能所需要的力矩、螺母克服螺纹副摩擦力矩、螺母和螺栓头与被连接材料之间的摩擦力矩(干涉配合还要包括紧固件光杆部分与孔内壁的摩擦力矩)和紧固件预载荷所需要的力矩。由于自锁功能所需要的力矩与螺母克服螺纹副摩擦力矩无法分开测量,只能理论分析使用,在实际测量中通常将这两个力矩作为一个力矩使用,故在实际测量中也分成三部分,其中紧固件预载荷所需要的力矩是通过间接计算得到。一般来说,总的安装力矩等于净力矩与自锁力矩之和。
1.3 测试力矩
除了对安装力矩进行分解外,某些检测紧固件安装质量的力矩对重复使用的紧固件也十分重要。比如松开力矩,松脱力矩,拧紧力矩,过渡锁定力矩等等。
在民用飞机生产实践中,国外供应商常常不会直接给出这些数据。
2 航空紧固件力矩国内外标准化现状
2.1 国外现状
查询已发布的SAE标准可知:AS1310标准对紧固件力矩术语进行了详细归纳和规定,整理后的基本信息如表1所示。

表1 A S1310紧固件力矩术语表
从表1中可以看出:
对于自锁紧固件,存在如下关系:
Assembly Torque(安装力矩)=Net Torque(净力矩)+Prevailing Torque(自锁力矩)
对于非自锁紧固件,存在如下关系:
Assembly Torque(安装力矩)=Net Torque(净力矩)+Free-Running Torque(无载力矩)
对于测试力矩,AS1310中给定测试该力矩的方向;
与安装有关力矩通常存在多个同义语,AS1310一并列出并允许使用。
在SAE标准中,AIR1471A以到发动机螺栓为例,给出扭矩的详细计算方法,可供设计工程师参考使用。
值得注意的是:上述标准中的AS1310标准在SAE标准体系内标准得到广泛引用,但在主要飞机制造商及其相关维护手册中引用却并不普遍,如波音飞机各类手册中的紧固件力矩定义是根据其自身使用习惯(如BAC5004/5009)进行定义。
2.2 国内现状及比较
国内航空行业涉及紧固件拧紧力矩的标准较多,航空标准主要有 HB6586-1992,HB/Z 251-1993;国军标主要有GJB715.14、GJB715.15.上述4个标准中,3个标准(HB6586-1992,HB/Z 251-1993,GJB715.15)或提供安装扭矩的数值、或提供设计计算方法,均没有涉及安装扭矩分解后的力矩,仅GJB715.14中给出紧固件安装扭矩分解后力矩的测量,同样也没有定义,在HB中有关紧固件安装标准中引用较少。
与AS1310对照,GJB715.14存在如下几点不足:
1)未根据航空紧固件的实际情况,按照自锁和非自锁两种情况对紧固件进行区分,导致非自锁螺母无法对应GJB715.14中内容进行力矩测量;
2)部分概念缺失:在测试标准GJB715.14中没有Seating Torque,Transition Lock Torque 等 力 矩 的 概念;
3)没有交代进行力矩测量时力矩值的记录方法:工程应用中,由于影响因素较多,如动摩擦、静摩擦、表面粗糙度等表面情况差别较大,导致测试数据通常并不是一个点,而是存在一定波动范围的数值,那么应该记录最大值、最小值、还是算术平均值?如果在测试标准中没有注明,将会导致实际试验过程中无法处理得到的数据,不同测试者也会根据自身对标准的不同理解而对测试数据采用不同处理方式,这将降低标准的重复性和可靠性。
在翻译国外文献资料时,工程技术人员经常按照国外文献资料的英文字面直接翻译,由于不理解力矩的确切含义建造了“巴别塔”,给技术交流制造了不必要的障碍,甚至错误。
针对国内紧固件力矩使用较为混乱的情况,建议从以下几个方面进行改进:
1)在GJB714.15的基础上进行补充完善,在HB体系内单独制定一份适合航空制造业需要的紧固件力矩术语定义标准A,在编制该标准时,应充分考虑飞机制造人员与飞机维护人员的习惯;
2)根据已制订的紧固件力矩术语定义标准A,航空各专业研究机构或生产单位分别编制紧固件力矩术语定义标准A的中英文名词对照表,作为对力矩定义标准A的补充,其中应包括AS1310中的同义语、波音等公司维护手册中的等效定义,便于工程技术人员进行查询、资料翻译和技术交流;
3)在HB体系中的其他相关标准,除非特殊定义外,均统一引用紧固件力矩术语定义标准A;
4)针对正在编制或将要编制维护手册的飞机型号,在手册编制时应优先引用紧固件力矩术语定义标准A,便于普及推广该标准。
3 结论
紧固件力矩是影响紧固件安装效果的重要因素,对飞机服役期的结构完整性十分重要。国外SAE标准体系以AS1310进行较为充分的标准化,但目前在国内尚未统一进行标准化管理。建议进行如下工作:
(1)对紧固件力矩术语进行标准化,编制HB标准A进行统一定义,并以HB标准A为基准,规范紧固件力矩术语的翻译,消除不必要的技术交流障碍;
(2)所有涉及紧固件力矩术语的HB标准,除非特殊要求外,均直接引用上述HB标准A;
(3)对于正在研发或已经运营的飞机型号,如果手册中没有定义,则按上述HB标准A定义进行修改或编写。
