降低L J479Q汽油发动机O C V阀IP T V值的分析
2018-08-04丁亮
丁 亮
(柳州五菱柳机动力有限公司,广西 柳州545005)
IPTV被称为每千辆车故障率,指售出的每千辆车中某零件返修的数量。LJ479Q汽油发动机自2014年开始批产,OCV阀在2015年索赔数为324件,占索赔总数的75%,且反馈数仍保持逐渐上升的态势,鉴于此,为解决此问题,将OCV阀故障信息(见图1、2、3)作为后续对比分析的基础数据进行了保留,为了不再引起顾客抱怨,将2016年的12MIS-IPTV目标值设定为0.4.
经统计归类得知,售后反馈短路与断路占了总体故障数的94%(见图1),经过售后服务人员为客户解决故障问题,将OCV阀拆下发现OCV阀内部存在铝屑情况,在清理铝屑并重装OCV阀后,重启发动机,故障消失。OCV阀油路出口前端的零件油路分别由以下零件组成:缸体主油道、缸盖、缸盖主油道、前罩壳、包括OCV阀自身油道中的阀套、换向杆,本文重点阐述寻找并解决这四大零件涉及油道的清洁度的方法。
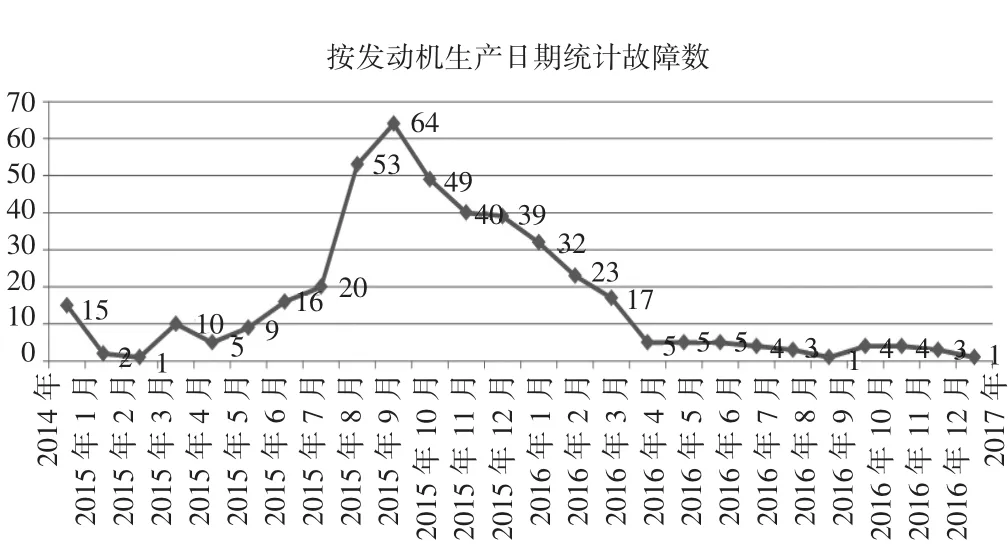
图1 发动机生产日期统计故障数
1 问题描述及分析
OCV阀售后故障率自2014年开始出现,2015年索赔总数为324件,占全年售后总数的75%,2015年7月的12MIS-IPTV值达到1.5(如图3)。当故障件寄回公司后,经过统计,排查出的故障类型(如图4)分别为:短路(69.3%)、断路(24.7%)、渗油(4%)、漏油(1%)、数据偏差大(1%)5大类型。以上OCV阀内部阀芯、换向杆等移动单元的移动路径、边缘都被铝屑堵塞、卡住,将铝屑清理清洗后,复装OCV阀后其工况正常,故障消失。首先,将OCV阀送检,排除了尺寸、性能不合格的情况(如图5)。接着,通过铝屑的能谱分析对比[1],发现存在多类铝屑,均来自于OCV阀、缸体、缸盖;最后,通过进货抽检发现OCV阀存在毛刺现象,缸盖存在附着的铝屑,缸体存在毛刺、飞边及附着的铝屑情况。
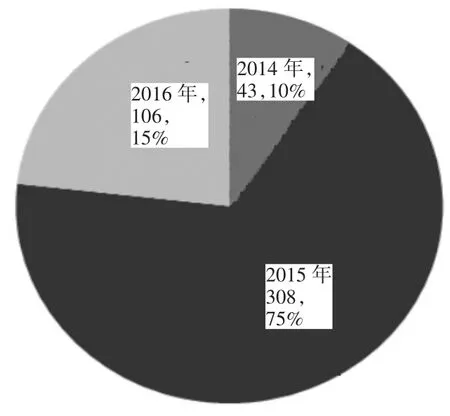
图2 O C V阀故障数占比

图3 O C V阀12MIS-IP T V

图4 O C V阀故障信息
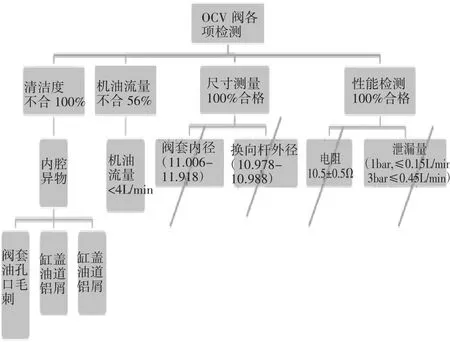
图5 O C V阀故障调查
基于以上分析,得出以下的判断:
(1)造成OCV阀出现以上故障的表象原因是OCV阀故障件清洁度不佳;
(2)造成OCV阀故障件清洁度不佳的原因是OCV阀、缸体、缸盖存在毛刺、飞边及附着铝屑现象。
2 解决方案及验证
(1)对OCV阀、缸体、缸盖的生产过程提出工艺清理清洁的要求。
OCV阀毛刺:①增加专用刀具,新增对孔钻屑后的内壁倒角去毛刺的工序(如图6);②增加尼龙刷,延长阀套去毛刺时间,并在阀套装配前,增加员工使用尼龙刷配合高压气枪清洁内孔的工序;③短期内(1个月内)提高检验频次,使用内窥镜每100件抽5件,如发现异物,向前追溯200件,向后100%全检200件。

图6 刀头对倒角去毛刺
缸盖:①增加注射器,新增对主油道注射煤油并进行清理的工序;②新增拆卸凸轮盖使用清洗机清洗,去除附着铝屑的工序。
缸体:①缸体粗加工下线后,增加毛刷,新增去除主油道毛刺及残留铝屑的工序(如图7);②在压堵水堵盖工序前,增加检查主油道是否贯通,孔内是否有毛刺及铝屑的检验工序;③在最终清洗工序前,增加电动旋转毛刷对主油道毛刺及油道内残留物去除的工序,再经过清洗,最后用除尘气枪进行吹渣处理(如图8)。

图7 新增粗加工毛刷

图8 电动旋转毛刷
(2)效果验证
经过对多个零件毛刺及铝屑的控制,自2016年5月开始,故障数逐渐降低(见图9-11),可以看出来,全年共计106件,占比15%,2016年9月的12MIS-IPTV达到0.25(图11);滤网处铝屑重量由改进前的1.2mg减少到了0.37mg.
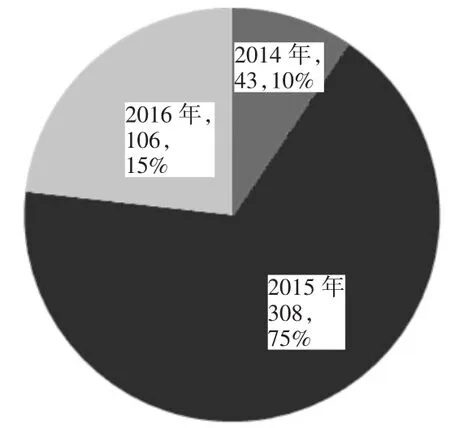
图9 O C V阀故障数&占比

图10 O C V阀效果验证图
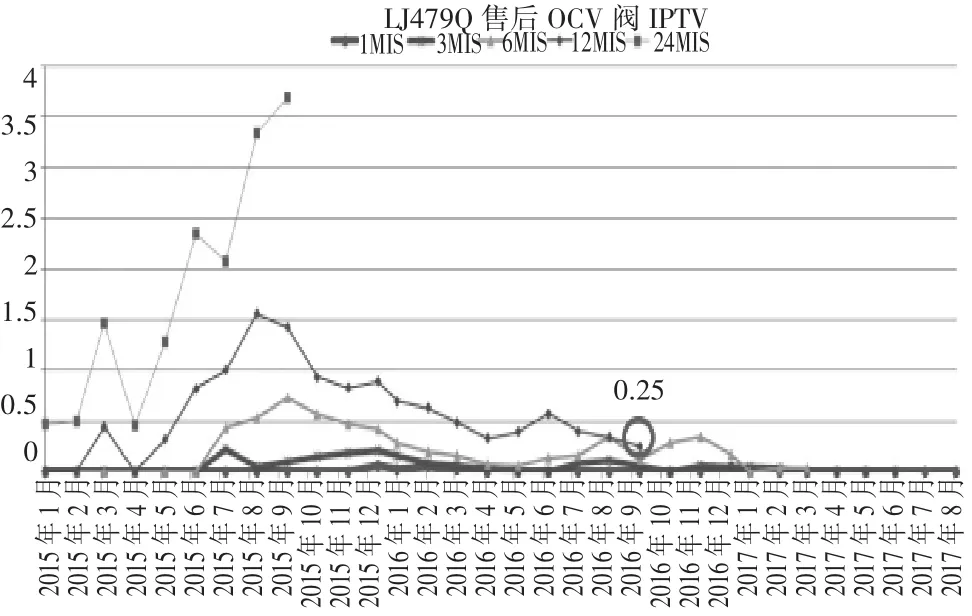
图11 O C V阀12MIS-IP T V
3 结束语
文章通过树图、直方图等工具的统计分析,抓住了造成OCV阀堵塞的重点零件,经过对OCV阀异物控制、阀套毛刺、缸体油道异物、缸盖油道异物以及ECU自清洁程序等措施的实施,提升了油路的清洁度,从而使得OCV阀售后故障减少,OCV阀售后问题得到明显改善。
