假捻变形机中槽筒箱加工新工艺研究
2018-08-03北京中丽制机工程技术有限公司李豪杰
北京中丽制机工程技术有限公司 李豪杰/文
1 前言
假捻变形机是将聚酯(涤纶)预取向丝(POY)通过加热、牵伸、假捻变形、定形和上油最后卷装成可用于织造的低弹丝(DTY)加工设备。槽筒箱是该机的核心部件,其功用是将纺出来的DTY卷绕成直径250mm长度250mm的卷装。槽筒箱装配精度的好坏,直接影响到丝饼卷装成形质量,同时对整机平稳运转、减小振动起到了至关重要的作用。
槽筒箱采用新的组装加工工艺后,使各零件运动轨迹更加准确,不仅提高了DTY卷装成形质量,同时也减小了由于变幅导轨安装位置不准确产生附加力所带来的震动,可使全机运行更加稳定,DTY条干得到改善,大幅提高客户的满意度。
2 槽筒箱部件结构和工作原理
槽筒箱部件是由槽筒轴1、左支座2、变幅导轨3、导杆4、滑块座结合件5、兔子头结合件6、右支座7、调节器结合件8、杠杆凸轮结合件9、槽筒箱体10、槽筒箱盖板11和定位销12等组合而成(详见图1)。

图1 槽筒箱结构
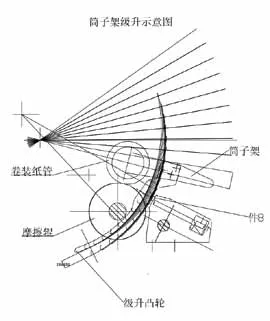
图2 筒子架级升示意图
调节器结合件8与杠杆凸轮结合件9通过销轴结合在一起,随着卷装的逐渐增大使筒子架级升向上移动(详见图2),在弹簧的作用下,调节器结合件8始终与筒子架凸轮紧密接触,随着筒子架凸轮的抬起,与槽筒箱的距离渐渐加大,调节器结合件8带动杠杆凸轮结合件9的杠杆逆时针旋转,进而使变幅导轨3绕旋转轴顺时针转动,由此拨动兔子头结合件6逆时针旋转,从而实现了动程逐渐减小的目的,(示意图详见图3)。
从图3不难看出变幅导轨3旋转轴的位置十分关键。图纸要求在组合时其轴线应与槽筒轴线重合,这样兔子头结合件6的往复运动轨迹才能更加准确,并且不会发生其他附加外力。
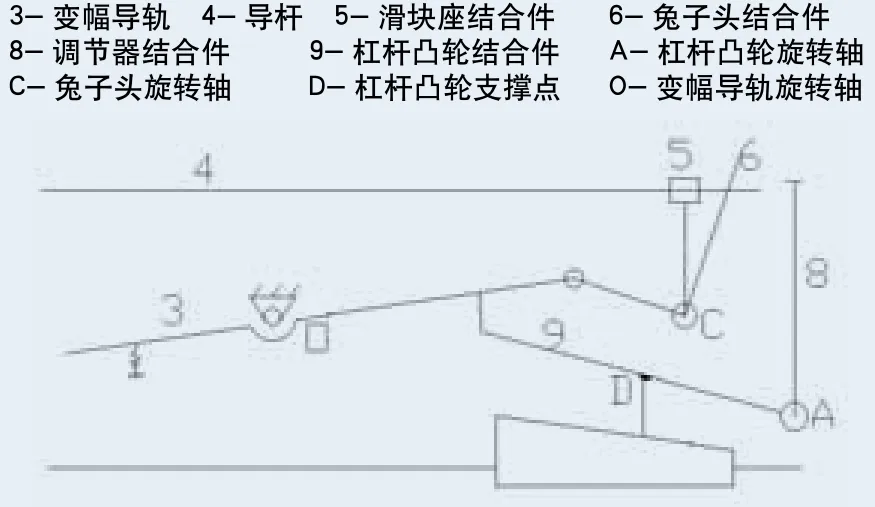
图3 成形机构示意图
3 传统加工工艺
3.1 传统工艺过程
传统加工工艺是将槽筒箱结合件内的槽筒轴1、左支座2、导杆4、滑块座结合件5、兔子头结合件6、右支座7、调节器结合件8、凸轮结合件9、槽筒箱10等所有零件组合,同时装上两件槽筒箱盖板11和两件变幅导轨3后,用四个GB70.1 M4X10的螺钉固定,然后在专用工装上用四台定位好的钻床同时加工销孔,打入定位销12,再取下槽筒箱盖板11和变幅导轨3,将槽筒箱内的铝屑吹干净,重新装上槽筒箱盖板11和变幅导轨3,再用四个GB70.1 M4X10的螺钉固定。
3.2 传统加工工艺的缺点
1)槽筒箱盖板加工定位销孔时设计基准与定位基准不统一,导致两轴轴线不重合;
2)同时加工槽筒箱盖板和左右支座上的销孔,孔径相同,维修保养时容易将定位销从支座上带出;
3)同时加工槽筒箱盖板和左右支座上的销孔,槽筒箱盖板和左右支座只能一一对应,不具备互换性,不利于现场维修保养;
4)槽筒箱内所有零件都装好再打销孔,铝屑掉入槽筒箱,不易吹干净,残存铝屑可能会导致滑梭磨损加快。
4 新加工工艺
槽筒箱加工新工艺是通过采用专用工装加工定位销孔,以保证安装在槽筒箱盖板上的变幅导轨的旋转轴与槽筒轴轴线重合。
4.1 专用工装
4.1.1 左右支座定位销孔加工工装的组成(详见图4)

图4 左右支座定位销孔加工工装的组成示意图
左右支座定位销孔加工工装由台钻1、钻模板2、定位滑块4、夹具体5、滑动导轨6、底座7、弹簧定位座8、活动定位轴9、定位支座10和固定定位轴11等组成。该工装的特点是:以工装上活动定位轴9和固定定位轴11定位槽筒箱体上安装槽筒的轴承孔,通过钻模板2定位加工左右支座上的定位销孔,保证槽筒箱体轴承孔与左右支座上销孔的距离,定位准确。
4.1.2 槽筒箱盖板定位销孔加工工装的组成(详见图5)
槽筒箱盖板定位销孔加工工装由台钻1、定位销2、夹具体4、底座5、钻模板一6、压板7、活动定位轴8和钻模板二9等零件组成。
该工装的特点:以工装上活动定位轴8定位槽筒箱盖板上的变幅导轨旋转轴,通过钻模板一6和钻模板二9定位加工槽筒箱盖板上的两个定位销孔,保证两个定位销孔到变幅导轨旋转轴的距离,定位准确。

图5 槽筒箱盖销孔加工工装的组成示意图
4.2 定位销的加工工程
4.2.1 左右支座定位销孔加工过程
1)将图1中的左支座2、导杆4、滑块座结合件5、右支座7组合成整体(图6所示),在专用工装上以导杆4定位,将组合好的左右支座整体用螺钉固定到槽筒箱体10上;
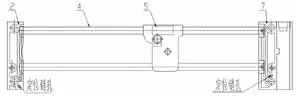
图6 左右支座与导杆组合
2)以图4中活动定位轴9和固定定位轴11定位槽筒箱左右两端的轴承安装孔,用定位滑块4将槽筒箱完全定位,保证槽筒轴中心线到左右支座定位销孔的距离;
3)启动台钻,在左右支座上同时加工定位销孔;
4)由于一个槽筒箱体上安装两个槽筒箱盖板,加工完一端左右支座上的定位销孔后,再推动夹具体5在滑动导轨6上滑动,以弹簧定位座8定位,加工另一端左右支座上的定位销孔;
5)松开定位滑块4的紧固螺栓,取下工件,将切削屑吹干净。
4.2.2 槽筒箱盖板上定位销孔加工过程
1)以图5中活动定位轴8定位槽筒箱盖板的变幅导轨旋转轴,将定位销3插入安装孔,限制槽筒箱盖板旋转,用压板7压紧槽筒箱盖板,保证盖板上定位销孔到变幅导轨旋转轴的距离;
2)启动台钻在槽筒箱盖板上同时加工两个定位销孔;3)松开压板取下槽筒箱盖板并吹干净其表面铝屑。
4.3 槽筒箱体与槽筒箱盖板的组装
1)用专用工装将轴承压入槽筒轴两端,再装上兔子头结合件、滑梭和动程修正杆等零件;
2)在左右支座的定位销孔内敲入∮3mm定位销;
3)槽筒箱盖板装上变幅导轨后,槽筒箱盖板上销孔对正∮3mm定位销后压入,然后用GB70.1 M4X10的螺钉将槽筒箱盖板固定到左右支座上,保证安装在槽筒箱盖板上的变幅导轨旋转轴与槽筒轴线重合。
4.4 新工艺的优点
1)加工方式简单,易于制造,成本相对较低;
2)操作简单,对操作者要求比较低;
3)工装精度容易保证,校验方便快捷;
4)通过工装加工槽筒箱盖板定位销孔是以变幅导轨转轴轴心定位加工的;同理槽筒箱上左右支座上的定位销孔是以槽筒轴中心定位加工的,做到了设计基准和定位基准统一,因此做到“两轴轴线”重合是有保证的;
5)所有销孔在相同工装上加工出来,槽筒箱体和槽筒箱盖板具有互换性,便于现场维修保养。
5 总结
综上所述,新的槽筒箱及槽筒盖板加工工艺突破了传统思维模式。采用新工艺后,槽筒箱的加工精度得到了很大提高,与此同时,DTY卷装成形质量也得到了明显提升。此外,新工艺还有效减小了由于变幅导轨安装位置不准确产生附加力所带来的震动,使全机运行更加稳定,DTY条干得到了明显改善。基于新工艺的应用,企业加工过程中的劳动生产率得以大幅提升,也更便于客户进行现场维修保养。总体而言,新工艺的应用,为企业打造高端和精品假捻变形机奠定了坚实基础。
