PE-LD/硅烷偶联剂改性石墨烯复合薄膜的制备及性能表征
2018-08-01颜建伟林勤保郭新华
胡 晨,颜建伟*,林勤保,张 明,郭新华
(1.暨南大学包装工程研究所,广东 珠海 519070;2.暨南大学产品包装与物流广东普通高校重点实验室,广东 珠海 519070)
0 前言
G是一种能在室温条件下稳定存在的二维结构碳质纳米材料,具有一系列优异的性能,是高性能聚合物复合材料的理想填料[1]7-23[2]。G与聚合物复合材料的制备是其中一个研究热点,通过溶液成形[3],熔融共混[4]和原位聚合[5]等方法将G与各类聚合物复合,如聚乙烯(PE)[6-7]、聚丙烯(PP)[8]、聚乳酸(PLA)[9]、聚对苯二甲酸乙二醇酯(PET)[10]等。然而石墨烯化学性质稳定,难与聚合物相结合,且石墨烯片层间存在较大的范德华力而易发生团聚,导致在聚合物中分散不均而严重影响复合材料的性能[11-12]。因此,有必要首先对G进行改性以利于其与聚合物复合。
本文采用表面改性的方法,在G表面接枝特定的官能团,旨在改善其相容性,实现与PE-LD复合[13]。为使石墨烯在有机溶剂和PE-LD中能均匀分散,改善PE-LD热性能、力学性能和阻透性能,本文首先采用KH-560作为改性剂对G前驱体氧化石墨烯(GO)进行改性,制得改性氧化石墨烯(KGO),然后利用水合肼还原,使KGO还原为可均匀分散于有机溶剂的改性石墨烯(KG)。最后,采用熔融共混和中空吹膜的方法分别制得纯PE-LD薄膜、PE-LD/G复合薄膜和PE-LD/KG复合薄膜3种试样,对比研究石墨烯含量和改性等因素对PE-LD复合薄膜的形貌、光学性能、热性能、力学性能和阻透性能的影响,并探索石墨烯与PE-LD复合的作用机理。
1 实验部分
1.1 主要原料
GO,SE2430W,常州第六元素材料科技股份有限公司;
G,SE1231,常州第六元素材料科技股份有限公司;
硅烷偶联剂,KH-560,南京腾飞化工有限公司;
无水乙醇、水合肼、氨水,分析纯,珠海鹏达化工实业有限公司;
PE-LD,2426H,中国(茂名)石油化工有限公司。
1.2 主要设备及仪器
双螺杆挤出造粒实验线,MEDU-22/40,广州普同实验分析仪器有限公司;
小型实验吹膜机,FYC-25,广州金中机械有限公司;
电热鼓风干燥箱,GZX-9420MBE,上海博讯实业有限公司;
电子分析天平,AL204,梅特勒 - 托利多仪器(上海)有限公司;
超声波清洗器,杭州莱博仪器设备有限公司;
超纯水器,EPED-10TS,南京易普达科技发展有限公司;
傅里叶红外光谱仪(FTIR),EQUINOX 55,美国赛默飞光谱仪器公司;
X射线衍射仪(XRD),D8ADVANCE TWIN-TWIN 双光路粉末,日本理学公司;
差示扫描量热仪(DSC),DSC-100,南京大展机电技术研究所;
场发射扫描电子显微镜(FE-SEM),Ultra 55,美国蔡司公司;
分光测色仪,ultraScan PRO,美国HunterLab公司;
气体透过率测试仪,BSG-11A,广州西塘机电科技有限公司;
水蒸气透过率测试仪,W-B-11-B,广州西塘机电科技有限公司;
电子万能试验机,Model 43,美特斯工业系统有限公司。
1.3 样品制备
KGO的制备:取0.4 g GO和50 mL无水乙醇,1.2 g KH-560和50 mL 95 %乙醇分别加入到烧杯中,超声1 h后形成GO和KH-560均匀分散液;在GO分散液(pH约为1.5)中加入一定量10 %氨水,调节分散液pH约为3,将KH-560分散液在搅拌条件下缓慢加入GO分散液,在60 ℃下磁力搅拌反应12 h,滤纸过滤,再用无水乙醇和纯水多次洗涤,最后干燥研磨制得KGO粉末;
KG的制备:取0.4 g上述制备的KGO和60 mL无水乙醇加入到烧杯中,超声1 h后形成均匀的KGO分散液,然后加入4 g水合肼,在60 ℃下磁力搅拌反应12 h,滤纸过滤,再用无水乙醇和纯水多次洗涤,最后干燥研磨制得KG粉末;
PE-LD/KG复合薄膜和PE-LD/G复合薄膜的制备:将1 g KG与199 g PE-LD空白母粒混合均匀后,放入双螺杆挤出造粒机中,通过熔融共混的方式制得KG含量为0.5 %的PE-LD/KG复合母粒,为了混合均匀重复造粒3次,熔融温度设定为145 ℃,螺杆转速设定为150 r/min;将上述制得的母粒放入小型吹膜机中,通过中空吹膜的方法制得KG含量为0.5 %的PE-LD/KG复合薄膜 (PE-LD/0.5 %KG),吹膜机温度设定为150 ℃;采用上述相同方法分别制备纯PE-LD薄膜、KG含量为1 %、1.5 %的PE-LD/KG复合薄膜 (PE-LD/1 %KG、PE-LD/1.5 %KG)和G含量为0.5 %、1 %、1.5 %的PE-LD/G复合薄膜 (PE-LD/0.5 %G、PE-LD/1 %G、PE-LD/1.5 %G)。
1.4 性能测试与结构表征
FTIR测试:扫描范围4 000~400 cm-1,溴化钾压片制样;
XRD测试:铜靶,扫描速率为4 (°)/min,扫描范围5 °~60 °;
DSC测试:准确称取5 mg样品,在氮气保护下,首先以20 ℃/min的速率从室温升温至300 ℃并恒温5 min,消除热历史;接着再以10 ℃/min的速率从300 ℃降温至室温:最后以10 ℃/min的速率从室温升至300 ℃,记录DSC曲线,样品结晶度利用样品熔融热焓由式(1)计算得出:
Xc=ΔHm/H0×100 %
(1)
式中Xc——结晶度, %
ΔHm——熔融热焓,J/g
H0——完全结晶的熔融热焓,PE-LD完全结晶时的熔融热焓为287.3 J/g
FE-SEM测试:薄膜样品表面喷金处理,观察薄膜表面形貌;
分光测色仪测试:透光率测试波长范围选择人眼可见的380~780 nm,总色差由式(2)计算得出:
ΔE=(ΔL2+Δa2+Δb2)1/2
(2)
式中 ΔE——总色差
ΔL——亮度
Δa——颜色从红色至绿色
Δb——颜色从黄色至蓝色
氧气透过率测试:按照GB/T 1038—2000测试,薄膜样品为直径96 mm的圆片,测试温度为23 ℃,每个样品测量3张薄膜圆片取平均值;
水蒸气透过率测试:按照GB/T 1037—1988测试,薄膜样品为面积33 cm2的圆片,测试温度38 ℃,每个样品测量3张薄膜圆片取平均值;
力学性能测试:按照GB/T 1040.3—2006测试,薄膜样品为长150 mm、宽15 mm的样条,实验速率为100 mm/min。
2 结果与讨论
2.1 FTIR分析


1—GO 2—KH-560 3—KGO 4—KG图1 GO、KH-560、KGO和KG的FTIR谱图Fig.1 FTIR spectra of GO,KH-560,KGO and KG
2.2 XRD分析

1—G 2—GO 3—KGO 4—KG图2 G、GO、KGO和KG的XRD谱图Fig.2 XRD spectra of G,GO,KGO and KG
由图2可看出G在2θ=26.91 °(002晶面)出现一个非常尖锐的强特征衍射峰,说明其结晶度较高,由布拉格衍射公式可得,G层间距d002=0.331 nm。而GO在2θ=10.81 °(001晶面)出现了一个峰型略宽的衍射峰,d001=0.818 nm,这表明经过氧化后,G的片层结构有所改变,正如图1所示GO上具有羟基、羧基等官能团,这些官能团使得GO的层间距增加了2倍多。引入KH-560的KGO,则在2θ=9.47 °出现一个宽而较弱的特征衍射峰,层间距进一步增大到d001=0.933 nm,这是因为KGO在基本保留了GO上基团的同时,接枝了与KH-560反应的Si—O—Si键,层间的官能团进一步增多,进而增加了层间距[15]。经过还原的KG,由于脱去了大多数的含氧基团,仅仅保留了KH-560改性基团,所以层间距下降到d002=0.598 nm,相比于纯G依然增加约80 %,改性基团的接枝和层间距的增加,弱化了层间范德华作用,有利于提高KG在有机溶剂和PE-LD中的分散性。此外,改性后的KGO和KG特征衍射峰变宽表明他们的无序度增加了[14]136。

(a)G (b)KG (c)PE-LD/G表面(d)、(e)、(f)PE-LD/KG表面 (g)PE-LD断面 (h)PE-LD/KG断面图3 PE-LD复合薄膜的FE-SEM形貌Fig.3 FE-SEM morphology of PE-LD nanocomposite films
2.3 FE-SEM分析
在图3(a)中可以看出,G片层较厚,表面褶皱,且多层堆叠在一起,这是因为G各片层之间存在很强的分子间的作用力。图3(b)中KG则片层较薄,表面褶皱较少,多以一层或较少层数堆叠。这与KG表面由于改性基团的存在,阻碍了G片层堆叠的结论一致。图3(c)和(d)分别是添加量为0.5 %的PE-LD/KG复合薄膜和PE-LD/G复合薄膜表面形貌,可以看出KG更易在PE-LD表面析出且分散更均匀,而PE-LD/G复合薄膜表面更加平整。图3(e)和(f)是PE-LD/KG复合薄膜表面上KG团聚的形貌,经比例尺测量,(e)中KG团聚尺寸约为1 400 nm×400 nm,(f)中KG团聚尺寸更是达到11 μm×9 μm,而在(e)也可以发现一些在100 nm以下的KG存在,这说明KG在PE-LD中既存在团聚现象也有较少层KG的存在。为了进一步说明KG在PE-LD基质中的均匀分散性,图3(g)和(f)分别给出PE-LD薄膜和PE-LD/KG复合薄膜SEM断面形貌。对比结果显示PE-LD的断面光滑平整,而PE-LD/KG复合薄膜的断面比较粗糙,伴有明显的均布褶皱,断面上分布有片状的KG,KG被包裹在PE-LD基体中,未见明显的相分离,因此,可以认为KG在PE-LD中分散地比较均匀。
2.4 光学性能分析
由表1可看出,随着G和KG添加量的增加,复合薄膜的ΔE逐渐变大,雾度也随之增加。ΔE数值越大,代表两者颜色差别越明显,可见G和KG复合薄膜与PE-LD颜色差异很大, 且随添加量的增加而递增。由图4可见,纯PE-LD薄膜透光率高达90 %,而G和KG加入使复合薄膜的透光率大幅下降。这是由于G的颜色、纳米尺寸以及较强的吸附能力直接影响PE-LD薄膜雾度和透光率[16]。无论是总色差、雾度还是透光率,PE-LD/KG复合薄膜的都小于PE-LD/G复合薄膜。这是因为G呈黑色,明度较低,而KG上存在改性基团,明度较高。高雾度和低透光率薄膜可降低光照对所包装产品的影响。

表1 PE-LD/G复合薄膜和PE-LD/KG复合薄膜的总色差(ΔE)和雾度Tab.1 Chromatism (ΔE) and haze of both PE-LD/G nanocomposite films and PE-LD/KG nanocomposite films
2.5 DSC分析
从图5可知,纯PE-LD薄膜与不同石墨烯含量的2种复合薄膜的DSC曲线基本相同,都由一个吸热峰和一个放热峰构成。吸热峰在110 ℃附近,此峰为复合材料中PE-LD的熔融峰。放热峰在220 ℃附近,此峰由复合材料中的PE-LD发生交联反应引起的。
表2总结了纯PE-LD及其所有复合材料的熔融温度(Tm)、熔融热焓(H)和其中PE-LD的结晶度(Xc)。可见,无论G和KG的含量如何,复合材料中的PE-LD的Tm几乎恒定在113.8 ℃,这表明PE-LD中石墨烯的任何形态变化都不能改变PE-LD结晶的完整性[17]。随着G和KG加入含量的提高,PE-LD的熔融热焓也相应增加,进而提高了PE-LD的结晶度,且相同含量的PE-LD/KG复合薄膜中PE-LD的结晶度大于PE-LD/G复合薄膜,当G与KG添加量达到1.5 %时,复合薄膜比纯PE-LD薄膜结晶度分别提高了8.4 %和18.4 %。这表明G的存在增加了PE-LD结晶的成核能力,而KG由于接枝了KH-650上的基团对PE-LD的亲和力更高,所以PE-LD/KG复合薄膜的结晶度更高。

1—PE-LD/1.5 %G 2—PE-LD/1 %G 3—PE-LD/0.5 %G 4—PE-LD 5—PE-LD/1.5 %KG 6—PE-LD/1 %KG 7—PE-LD/0.5 %KG(a)PE-LD/G复合薄膜 (b)PE-LD/KG复合薄膜图4 PE-LD/G复合薄膜和PE-LD/KG复合薄膜的透光率曲线Fig.4 Light transmittance of both PE-LD/G nanocomposite films and PE-LD/KG nanocomposite films
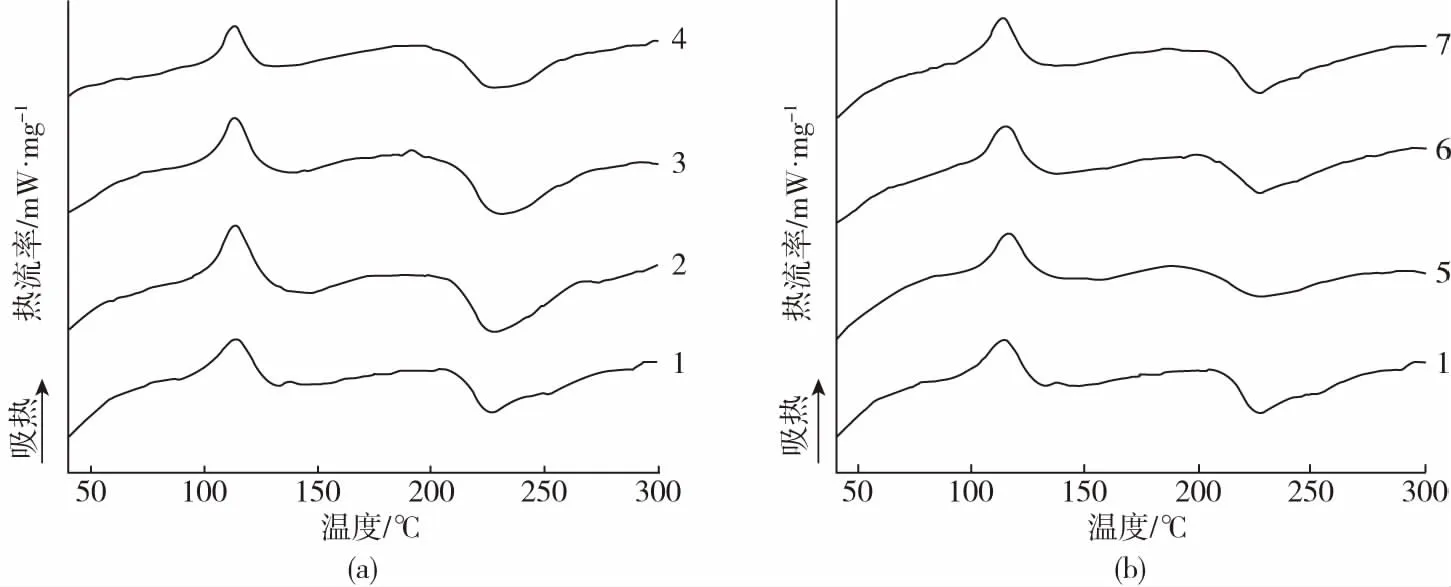
1—PE-LD 2—PE-LD/0.5 %G 3—PE-LD/1 %G 4—PE-LD/1.5 %G 5—PE-LD/1.5 %KG 6—PE-LD/1 %KG 7—PE-LD/0.5 %KG(a)PE-LD/G复合薄膜 (b)PE-LD/KG复合薄膜图5 PE-LD/G复合薄膜和PE-LD/KG复合薄膜的DSC曲线Fig.5 DSC curve of PE-LD/G nanocomposite films and PE-LD/KG nanocomposite films
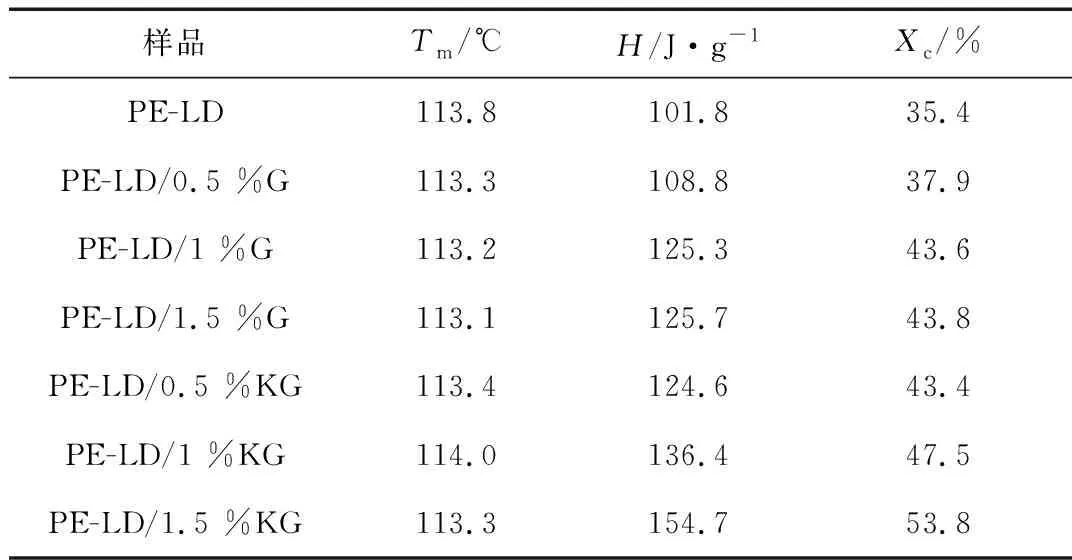
样品Tm/℃H/J·g-1Xc/%PE-LD113.8101.835.4PE-LD/0.5 %G113.3108.837.9PE-LD/1 %G113.2125.343.6PE-LD/1.5 %G113.1125.743.8PE-LD/0.5 %KG113.4124.643.4PE-LD/1 %KG114.0136.447.5PE-LD/1.5 %KG113.3154.753.8
2.6 阻透性能分析
从图6中可以看出,纯PE-LD薄膜的氧气透过率和水蒸气透过率分别为1 538.848 cm3/(m2·d·0.1 MPa)和9.914 g/(m2·d),当G和KG添加量为0.5 %时,阻透性能达到最佳,这是因为表面不能通过小分子的G和KG均匀分散于基体中,使水分子和氧分子通过复合薄膜时的路径变得蜿蜒曲折,延长了扩散路径[18]。然而,随着添加量的增加,氧气透过率和水蒸气透过率都有上升的趋势,这是由于随着G和KG含量的增多,造成了不同程度的团聚现象,反而减少了水分子和氧分子在复合薄膜中的障碍而导致扩散速度增加[19]。从图上还可以发现,相同添加量的PE-LD/KG复合薄膜阻透性能明显不如PE-LD/G复合薄膜,一方面是因为KG上接枝了羟基和Si—O—C/Si—O—Si基团,使其对水分子和氧分子有吸附作用[20];另一方面,改性过程中造成了KG表面产生一定的缺陷,从而降低了阻透性能。
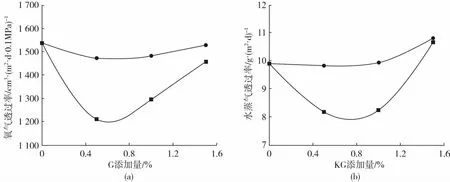
■—PE-LD/G ●—PE-LD/KG(a)氧气透过率 (b)水蒸气透过率图6 添加不同含量G和KG时复合材料薄膜的阻透性能Fig.6 Barrier properties of the composite films with different G and KG contents
2.7 力学性能分析
从图7(a)可以看出,随着G和KG的加入,复合薄膜的弹性模量均比纯PE-LD增加了很多,且PE-LD/KG复合薄膜的弹性模量要高于PE-LD/G复合薄膜。纯PE-LD薄膜的弹性模量大约是250 MPa,当G与KG添加量达到0.5 %时,复合薄膜的弹性模量达到最大值,分别比纯PE-LD薄膜弹性模量增加了57 %和62 %。弹性模量增大的原因是:在测试过程中,应力直接作用于复合材料上,导致PE-LD链解构,PE-LD链传递应力到具有极高承载力的石墨烯片层上,从而提高了弹性模量[21];而KG界面上接枝了KH-560的基团与PE-LD链具有良好的界面结合,因而增大了材料的弹性模量。然而,随着G和KG的添加量继续增加,复合薄膜的弹性模量有一定程度的下降,这是因为G和KG不同程度地在复合材料中发生团聚作用,与PE-LD界面作用变弱而造成复合材料的弹性模量不增反降[22]。
从图7(b)可以看出,与纯PE-LD薄膜相比,复合薄膜的断裂伸长率总体来说有所下降,当G与KG添加量为1 %时,复合薄膜的断裂伸长率比纯PE-LD薄膜分别下降了6 %和24 %。一方面是由于G与聚合物基体之间的相互作用,限制了聚合物链的运动,G的团聚也使其没有很好地与PE-LD交联在一起,因此在测试过程中容易断裂。另一方面是由于结晶度的增加,分子链排列紧密有序,孔隙率低,分子间相互作用力增加,链段运动变得困难。PE-LD/KG复合薄膜的断裂伸长率大幅降低是因为其强度和刚度比较大,材料不易变形,因而断裂伸长率下降幅度较大[23]。
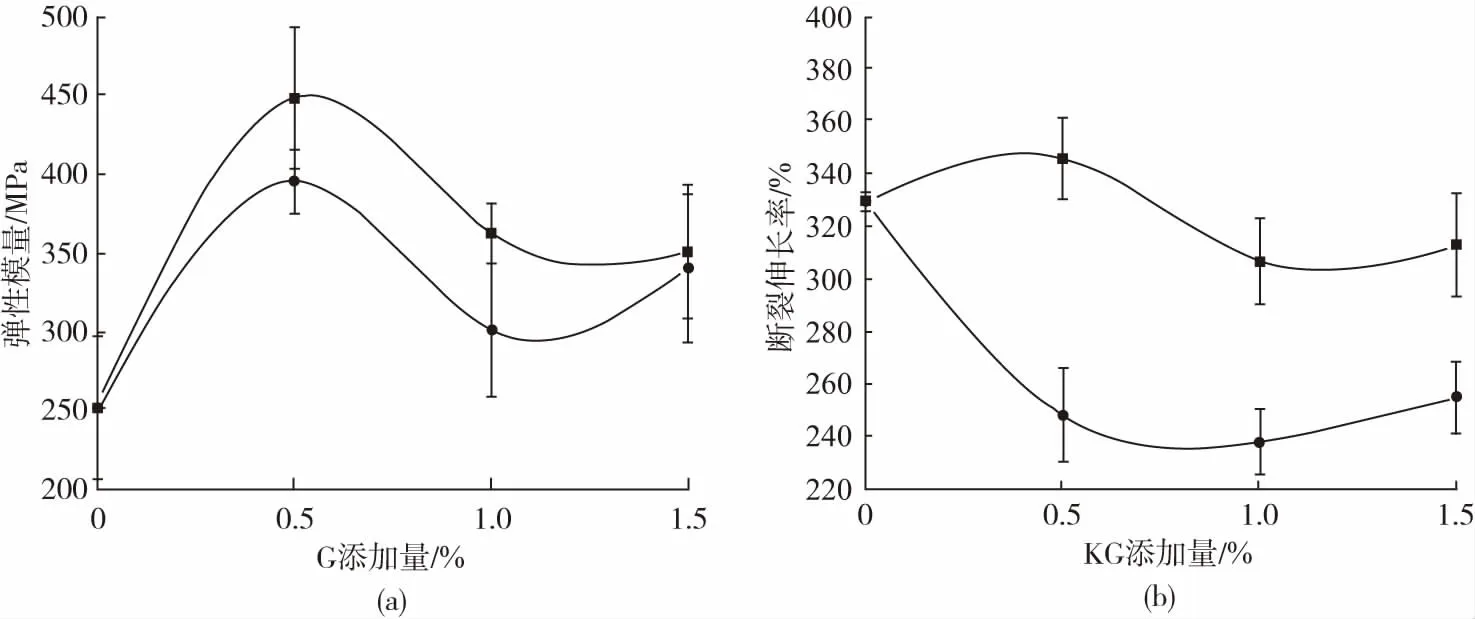
■—PE-LD/G ●—PE-LD/KG(a)弹性模量 (b)断裂伸长率图7 添加不同含量G和KG时复合材料薄膜的力学性能Fig.7 Mechanical properties of the composite films with different G and KG contents
3 结论
(1)KG上成功接枝了硅烷偶联剂KH-560上的基团,KG层间距相比普通石墨烯G提高约2倍,无序度明显增加,且大多以单层或较少层数形式存在,有利于KG在有机溶剂和聚合物中的均匀分散;
(2)分别将不同含量的G和KG与PE-LD通过熔融共混中空吹塑的方式制成复合薄膜,发现KG与PE-LD相容性比G的较好,且KG在PE-LD中分散比较均匀,团聚较少;
(3)G和KG的加入使复合薄膜的各项性能都得到提升;G对复合薄膜光学性能和阻透性能的改善优于KG,当G的添加量为0.5 %时,PE-LD/G复合薄膜的透光率和雾度分别比纯PE-LD薄膜下降了57.5 %和提高了28.1 %,水蒸气透过率和氧气透过率分别下降了17.1 %和21.2 %,而KG对复合薄膜热性能和力学性能的改善明显优于G,当KG的添加量为0.5 %时,PE-LD/KG复合薄膜的结晶度和弹性模量分别比纯PE-LD薄膜提高了8.4 %和63.9 %,光学性能和阻透性能也有一定的改善。