低压铸造螺旋砂芯智能射芯机控制系统设计
2018-07-30张智敏李泽豪梁家健陈楚滨刘文周段海峰
张智敏, 李泽豪, 梁家健, 陈楚滨, 刘文周, 段海峰
(华南理工大学 广州学院,广州510800)
0 引言
图1为新能源汽车电动机水冷机壳,图2为其剖视图,图3为一个呈螺旋状的冷却水道,要想制造成这样的螺旋状冷却水道,就需要制造出如图4所示的螺旋砂芯,这样的砂芯则需要由射芯机成型,而我们这里采用PLC控制,对现有的射芯机的控制系统进行改进,利用触摸屏设计出更能够适应螺旋砂芯的智能控制系统的控制面板,从而完成螺旋砂芯的射芯工作,提高其生产效率。

图1 电动机水冷机壳
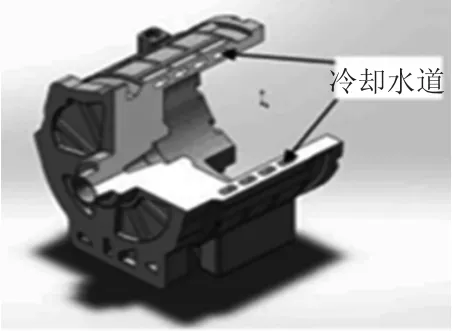
图2 电动机水冷机壳剖视图
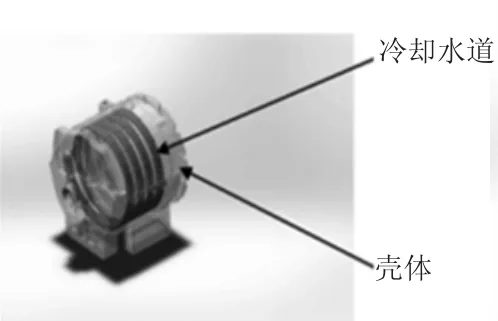
图3 冷却水道

图4 冷却水道螺旋砂芯
1 研究方法及硬件选型
1)本文的研究方法是根据螺旋砂芯射芯机射芯的工艺流程设计出新的控制面板,通过软件GT Designers设计出射芯机的控制面板,然后再通过编程软件将设计出的控制面板编入触摸屏,然后再连接PLC进行编程控制,设计出可以通过触摸屏实现控制的控制系统面板。
2)PLC和触摸屏的选型。本项目选用的PLC为三菱FX1N-40MR-001,型号为MITSUBI/三菱/FX1N-40MR-001,如图5所示;选用的触摸屏为三菱触摸屏,其型号为GOT1000,如图6所示。
图5 三菱FX1N-40MR-001

图6 三菱触摸屏GOT1000
2 控制面板的基本设计
2.1 螺旋砂芯的模具芯盒结构设计及工艺分析
射芯机是一种针对性比较强的设备,根据所需射芯的产品不同,所需的模具便需要重新设计,其工艺也会不同,从而其控制系统也将不同。本文要做的是新能源汽车水冷机壳精密低压铸造螺旋砂芯的射芯机的控制面板设计。而要完成这个目的,我们先从其模具和工艺流程开始分析。
控制系统的设计本身就是对加工工艺的控制的设计,所以,要想设计控制系统的控制面板,就必须要先分析透螺旋砂芯的射芯机的工艺流程,如图8所示。
1)合模。当前期准备好后,便可以合模,即5个芯盒合在一起,形成螺旋砂芯的型腔。5个芯盒的配合精度要求较高,不然无法保证精度。
2)芯盒加热。合模以后,5个芯盒便要开始加热(芯盒选用的是电偶加热,电偶的分布需要均匀,以保证加热的均匀),需要强调的是由于5个芯盒是独立的,需要独立加热,所以5个芯盒必须分别装上温度传感器,并连接PLC以及触摸屏,从而实现控制,且由于5个芯盒加热速度可能不一致,所以一定要等到所有芯盒都达到射芯温度(210℃),才可以进行下一步操作,即射砂。
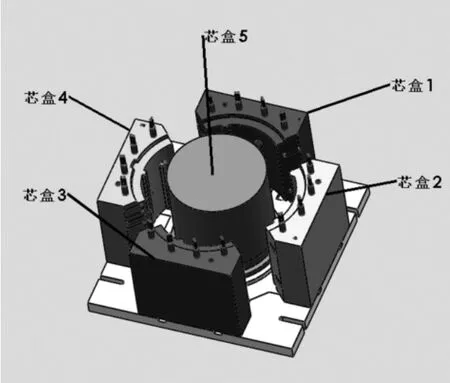
图7 螺旋砂芯模具开模简图

图8 螺旋砂芯射芯机工艺流程
3)射砂。当芯盒加热到预定温度,便可以射砂。
4)加热保温。当射砂完成后,为了保证砂芯的均匀成型,一般需要保温30~50 s,不过需要注意的是,由于砂芯成型本身需要消耗热量,所以在保温的过程中还要适当的加热,以保证砂芯的成型温度。
5)开模取件。当砂芯成型后,开模即可取出成型砂芯,当砂芯取出后(需要时要清理一下模具),便可准备下一次成型。
2.2 控制系统的控制面板设计
现有的射芯机的控制面板基本上都是通过控制按钮来实现,如图9所示。

图9 常见射芯机控制面板图

图10 GT Designers设计的控制面板
由于射芯机的特殊性,几乎每种产品的射芯机的控制系统都不一样,往往射芯机的控制面板都会做得比较随意,不够清晰,所以,这次我们选用了触摸屏式的控制系统,一方面可以设计出更加清晰明白的控制系统,另一方面更新换代时可以利用触摸屏重新设计控制系统,既降低了成本,又可以减少制造控制面板的时间。
图10是我们根据螺旋砂芯的工艺,利用软件GT Designers初步设计的控制面板:首先,面板中设定了5个温度显示屏,分别对应于5个芯盒的内部温度(采用温度传感器测量),下面为温度设定按钮,通过触摸屏上的加减符号可以调整各个芯盒要加热到的温度;另设计了保温时间的设定按钮,通过加减符号也可以设定保温时间的长短。其次,我们给每个芯盒设定了单独加热的按钮,便于有需要时对各个芯盒进行加热。下面还设定了全部加热的按钮,按下时可以同时对5个芯盒进行加热。
启动和急停按钮分别对应于开始工作和暂停工作的功能,而合模、全部加热、射砂、保温和开模为射芯机的5个工艺动作,当处于手动状态时,可以依次按下按钮进行操作,当按下自动按钮时,可以完成单次的5个工艺动作射芯循环操作。
3 触摸屏PLC程序写入
根据GT Designers设计的控制面板,我们必须写出相应的PLC程序,进而写入触摸屏内,表1为PLC程序的端口定义I/O表格,图11为其中部分程序。
手动工作方式:1)程序步0~16,实现4个芯盒合模功能。X0~X3分别控制前后左右芯盒(Y0~Y3)合模,它与开模功能互锁(Y10~Y13);2) 程 序 步16~28实现射砂机的射砂(Y4)功能。当合模完成后,开始射砂,为了防止射砂时间过久而导致模具破损,通过程序限制,射砂时间不能超过5 s。PLC写入触摸屏的效果如图12所示。
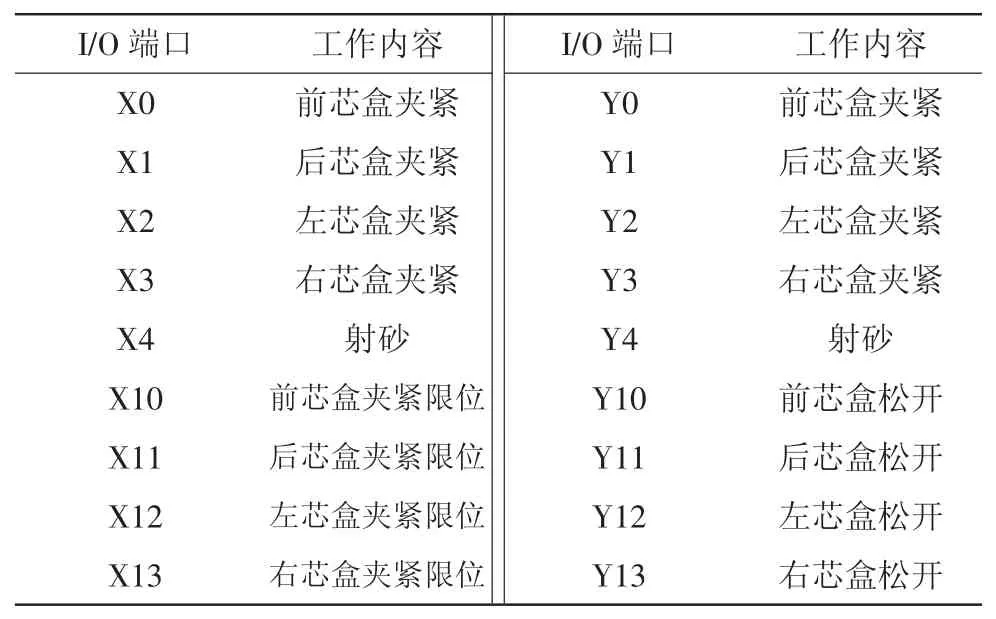
表1 PLC程序I/O端口表格
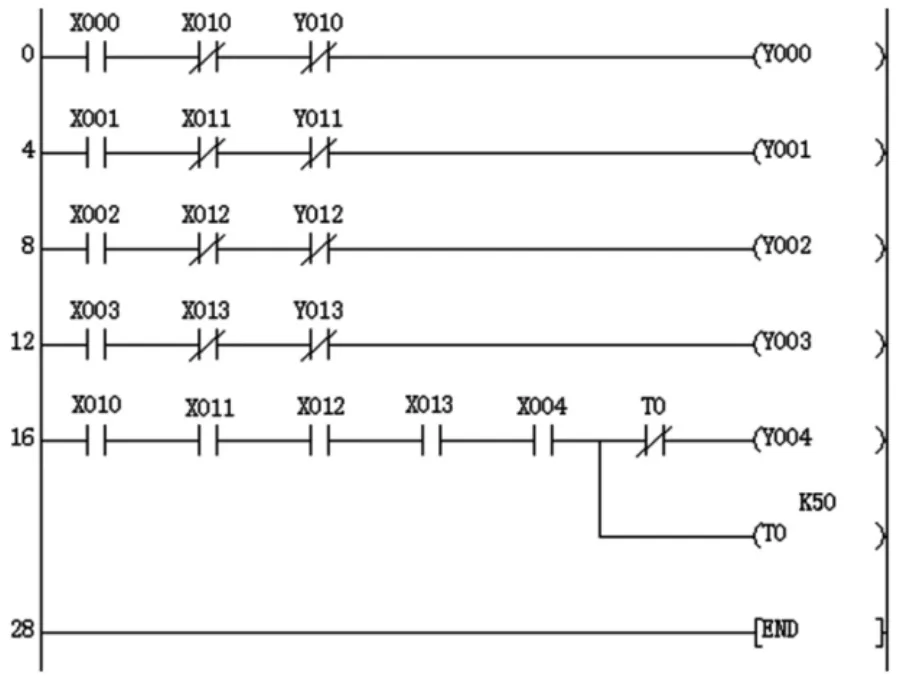
图11 智能射芯机触摸屏控制系统部分梯形图

图12 写入后的触摸屏射芯机控制面板
4 射芯机选用触摸屏控制系统的优势
触摸屏控制系统是一种适用性很强的系统,尤其是面向这种针对性比较强的一种产品、一种控制系统的射芯机等设备,其优势如下:1)应用时可以根据具体产品的工艺需求进行调节和调整,尤其是当某项产品更新升级时,只需要修改触摸屏的控制系统就好,既可以减少更新时间,也可以降低成本。2)当需要更换新的产品时,可以清空触摸屏,重新设计控制系统,重新写入,接入新的设备,既减少了更换设备的时间也降低了更换设备的的成本。
5 结语
上面的触摸屏面板就是我们根据新能源汽车水冷机壳精密低压铸造螺旋砂芯射芯的模具,以及工艺设计的智能射芯机使用的触摸屏控制系统面板,希望可以对新能源汽车行业起到一定的推进作用。
