西门子840D五轴龙门铣床刀具定向方向手轮干预功能的实现
2018-07-26关为群
关为群
(北京奔驰汽车有限公司,北京 100176)
绪论
本文将简单描述五轴龙门铣床的机械结构,以及机床的数控控制系统西门子SINUMERIK 840D的主要系统构成,并从NC机床数据、NC程序和PLC等方面详细阐述6轴功能的实现过程。
1 五轴龙门铣床简介及数控系统构成
1.1 五轴龙门铣床简介
五轴联动数控机床是一种科技含量高、精密度高专门用于加工复杂曲面的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。目前,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的唯一手段。
装备制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。即使是发达工业化国家,也无不高度重视。随着我国国民经济迅速发展和国防建设的需要,对高档的数控机床提出了迫切的大量需求。机床是一个国家制造业水平的象征。而代表机床制造业最高境界的是五轴联动数控机床系统,从某种意义上说,它反映了一个国家的工业发展水平状况。长期以来,以美国为首的西方工业发达国家,一直把五轴联动数控机床系统作为重要的战略物资,实行出口许可证制度。特别是冷战时期,对中国、前苏联等社会主义阵营实行封锁禁运。爱好军事的朋友可能知道著名的“东芝事件”:上世纪末,日本东芝公司卖给前苏联几台五轴联动的数控铣床,结果让前苏联用于制造潜艇的推进螺旋桨,上了几个档次,使美国间谍船的声纳监听不到潜艇的声音了,所以美国以东芝公司违反了战略物资禁运政策,要惩处东芝公司。
该五轴龙门铣床主要由几何轴X1、X2、Y、Z,旋转轴C、A以及主轴SP等构成,主要用于汽车模具的加工,机床的外观见下图:

图1
1.2 数控系统构成
数控系统采用西门子 SINUMERIK 840D+611D驱动+1PH7+1FT6+1FK7电机控制,能实现5轴控制和5坐标联动。该系统功能强大,可开发性强,选择该数控系统完全可以满足本机床的控制要求。
SINUMERIK 810D/840D 是由数控及驱动单元(CCU 或NCU),PCU 及 OP0xx,PLC 的 I/O 模块三部分组成。
由于在集成系统时,总是将 SIMODRIVE 611D 驱动和数控单元(CCU 或 NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
PCU 及 OP0xx 包括:OP (Operation panel)单元,PCU 20/50/70,MCP(Machine Control Panel)三部分;PLC 的 I/O模块包括:电源模块(PS),接口模块(IM)和输入/输出模块(SM)。它们并排安装在一根导轨上。
数控系统的主要部件描述如下:
NCU(Numerical Control Unit):NCU573.5,具备最大控制10通道、10个方式组,最多可配置31轴的能力。
SINUMERIK 840D 的数控单元被称作 NCU(Numerical Control unit)单元。根据选用硬件如 CPU芯片等和功能配置的不同,NCU 分为 NCU561.5,NCU571.5,NCU572.5 NCU573.5 等若干种。
同样地,NCU 单元中也集成 SINUMERIK 840D 数控 CPU和 SIMATIC PLC CPU 芯片,包括相应的数控软件和 PLC 控制软件,并且带有 MPI 或 PROFIBUS 接口,RS232 接口,手轮及测量接口,PCMCIA 卡插槽等所不同的是 NCU 单元很薄,所有的驱动模块均排列在其右侧。
PCU50(PC UNIT):1.2GHZ/512M内装HMI高级接口软件(中英文显示)。
显示器:12寸TFT彩显OP012一台。
机床控制面板:西门子专用自带15个用户自定义按键的19寸机床控制面板(MCP)一个。 MCP(Machine Control Panel)是专门为数控机床而配置的,它也是 MPI/OPI 上的一个节点,根据应用场合不同,其布局也不同。目前,有车床版 MCP 和铣床版 MCP 两种。对 810D 和 840D,MCP 的MPI 地址分别为 14 和 6,用 MCP后面的 S3 开关设定 。
手持单元:西门子HHU手持单元一套。(见下图)

图2
驱动器采用西门子SIMODRIVE 611D交流驱动装置。
输入输出接口:采用S7-300系列PLC由 IM361与NCU连接。
2 6轴功能的实现
2.1 NC参数
通用机床数据:
CHANDATA(1)
N10000 $MN_AXCONF_MACHAX_NAME_ TAB[0]="X1";机床轴名称 N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="Y1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="Z1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="C1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="A1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[5]="SP1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[6]="B1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[7]="V1";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[8]="SP2";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[9]="X2";机床轴名称
N10000 $MN_AXCONF_MACHAX_NAME_TAB[10]="U1";添加机床轴U1
通道机床数据:
CHANDATA(1)
N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[0]= 1;分配几何轴到通道轴
N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[1]=2;分配几何轴到通道轴
N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[2]=3;分配几何轴到通道轴
N20060 $MC_AXCONF_GEOAX_NAME_TAB[0]="X";通道中的几何轴名称
N20060 $MC_AXCONF_GEOAX_NAME_TAB[1]="Y";通道中的几何轴名称
N20060 $MC_AXCONF_GEOAX_NAME_TAB[2]="Z";通道中的几何轴名称
N20070 $MC_AXCONF_MACHAX_USED[0]=1;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[1]=2;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[2]=3;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[3]=4;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[4]=5;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[5]=6;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[6]=9;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[7]=10;通道轴对应的机床轴
N20070 $MC_AXCONF_MACHAX_USED[8]=11;通道轴对应的机床轴U1
N20080
$MC_AXCONF_CHANAX_NAME_TAB[0]="XC";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[1]="YC";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[2]="ZC";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[3]="C";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[4]="A";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[5]="SP1";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[6]="SP2";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[7]="X2";通道中通道轴名称
N20080
$MC_AXCONF_CHANAX_NAME_TAB[8]="U";通道中通道轴名称
轴机床数据:
N30130 $MA_CTRLOUT_TYPE[0,AX11]=0;将U1轴设置成虚拟轴
N30240 $MA_ENC_TYPE[0,AX11]=0;将U1轴设置成虚拟轴
N32000 $MA_MAX_AX_VELO[AX11]=10000;U1轴最大轴速度
N32010 $MA_JOG_VELO_RAPID[AX11]=10000;U1轴点动快速速度
N32020 $MA_JOG_VELO[AX11]=2000;U1轴点动速度在线式刀具长度补偿功能相关机床数据:
N19320 $ON_TECHNO_FUNCTION_MASK bit 29;功能选项
N20610 $MC_ADD_MOVE_ACCEL_RESERVE=0.3;叠加运动的加速潜力
N21190 $MC_TOFF_MODE='H0';系统变量 $AA_TOFF[]的内容可作为绝对值取得或者相加
N21194 $MC_TOFF_VELO[0]=2000;在线式刀具长度补偿的速度
N21194 $MC_TOFF_VELO[1]=2000;在线式刀具长度补偿的速度
N21194 $MC_TOFF_VELO[2]=2000;在线式刀具长度补偿的速度
N21196 $MC_TOFF_ACCEL[0]=1;在线式刀具长度补偿的加速度
N21196 $MC_TOFF_ACCEL[1]=1;在线式刀具长度补偿的加速度
N21196 $MC_TOFF_ACCEL[2]=1;在线式刀具长度补偿的加速度
2.2 NC程序
N100 TRAORI;激活第一个已编程的方向转换
N200 T1
N300 G0X0Y0Z0C0A0
N400 TOFFON(Z);开通在线式刀具长度补偿功能
N500 ID=2 WHENEVER TRUE DO $AA_TOFF[Z]=$AC_DRF[U];同步指令,U轴手轮偏置赋给在线式刀具长度补偿
N600 TT
N700 G1G90X5Y5F100
N800 A20 C10
N900 GOTOB TT
N950 TOFFOF(Z);关闭在线式刀具长度补偿功能
TRAORI 五轴转换指令,编程具有多种优点。特别是:程序独立于刀具长度和机床运动;进给率与刀具中心点相关,并自动进行补偿运动,以补偿旋转轴运动。
TRAORI 激活第一个已编程的方向转换;
TRAFOOF 断开转换;
TRAORI(n) 激活用n编程的方向转换;
N 转换号码(n=1 或 2),TRAORI(1)对应于 TRAORI;
SINUMERIK840D支持在实践应用中用来编程刀具方向的各种类型。必须激活方向转换TRAORI。一般建议使用方向矢量来编程刀具方向。
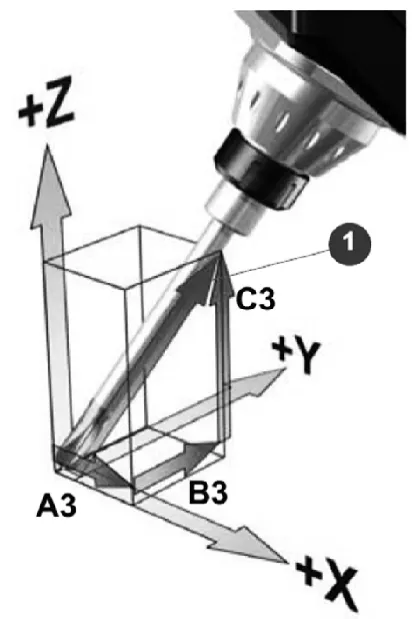
图3
实际项目中,将TRAORI、TOFFON(Z)、D=2 WHENE-VER TRUE DO $AA_TOFF[Z]=$AC_DRF[U]以及 TOFFOF(Z)指令添加到用户NC中的相应位置即可。
2.3 PLC程序
CALL FC 1200 //6-axis,DRF;在OB1最后面调用FC1200 SET
=DB41.DBX 2.1 //激活U轴控制器使能
=DB41.DBX 21.7 //激活U轴脉冲使能
=DB41.DBX 1.5 //激活U轴测量系统1
=DB41.DBX 1.7 //激活U轴倍率
A I 7.0 //MCP自定义键T8
AN Q 5.0 //MCP自定义键T8指示灯
FP M 150.0
S M 150.1
A I 7.0 //MCP自定义键T8
A Q 5.0 //MCP自定义键T8指示灯
FN M 150.2
R M 150.1
AN I 7.0 //MCP自定义键T8
A M 150.1
= Q 5.0 //MCP自定义键T8指示灯,以选择6轴功能选择
A Q 5.0//6轴功能选择
A DB83.DBX 5.6 //HHU 被选择
AN DB31.DBX 64.0 //轴1手轮功能被激活
AN DB32.DBX 64.0 //轴2手轮功能被激活
AN DB33.DBX 64.0 //轴3手轮功能被激活
AN DB34.DBX 64.0 //轴4手轮功能被激活
AN DB35.DBX 64.0 //轴1手轮功能被激活
=DB41.DBX 4.0 //虚轴U1手轮功能选择
2.4 6轴功能操作说明
(1)将相关指令TRAORI、TOFFON(Z)、D=2 WHENE-VER TRUE DO $AA_TOFF[Z]=$AC_DRF[U]以及 TOFFOF(Z)等添加到NC程序中,并运行 。
(2)通过HMI选择DRF功能
DRF功能 (Differential Resolve Function),一般是用在MDA和AUTO下,在MDA和AUTO下进行轴移动干预,也就是走程序的时候,可以用手轮对当前未运动的轴进行移动,又称手轮偏置。接口信号DB21.DBX0.3激活,然后选择手轮、干预轴,INC,手轮对相应的轴即可在自动方式下进行干预了。DRF值:$AC_DRF[axis];DRF取消:DRFOF ;另外,DRF偏置在机床坐标系下显示,在工件坐标下不显示 。
(3)通过 MCP-T8用户自定义键 (自定义最中间那个键),激活或取消6轴功能 。
3 系统软件升级
以上工作完成后会发现一个问题,6轴的移动速度被限制到200mm/min左右的一个很低的速度,这样的手轮干预速度对用户加工工件来说毫无意义。
我们使用现有的840D不同系统版本做了相同的实验,发现是一样的情况,6轴的移动都被限制在很低的速度,而SINUMERIK 840D的升级版本SINUMERIK 840D solution line并未有此限制,可以很容易达到N21194 $MC_TOFF_VELO参数中设定的速度。
为此我们求助了德国西门子热线,德国西门子热线也很快给了反馈,建议我们修改参数 N21198 $MC_ORI_TRAFO_ONLINE_CHECK_LIM。但是新的问题又来了,在该机床的数控系统 SINUMERIK 840D系统软件版本 Version data NCU 07.04.30中根本找不到参数 N21198。热线继续反馈需要将SINUMERIK 840D的系统软件版本升级到 840D的最高版本Version data NCU 07.04.40,并修改下面参数:N21198 $MC_ORI_TRAFO_ONLINE_CHECK_LIM 在线式刀具长度补偿的速度限制。
由于具备五轴功能的数控系统受到国外供应商(包括FANUC、西门子及FIDIA等 )的出口限制,在购买新的系统软件的过程中又经历了一些波折,但是最终在意大利 JOBS的努力下历时半年终于拿到所需的系统软件版本。
系统软件升级并修改完参数N21198后,该功能得以最终调试完成。
4 结论
6轴功能在调试过程中虽然遇到了很多很多的困难,但是在各方的积极配合下最终成功实现了该功能。
根据用户反馈,6轴功能调试完成后,该设备运行稳定可靠,也最终得到成功验收。
