工程机械子午线轮胎胎面胶的配方优化
2018-07-21梁孟珠郭明明刘慧仙袁兵阳李中浩侯君霞
梁孟珠,郭明明,刘慧仙,袁兵阳,李中浩,侯君霞
(风神轮胎股份有限公司,河南 焦作 454003)
工程机械轮胎主要用于井下、矿山等恶劣路面环境下使用的铲运车和自卸车[1]。由于路面条件苛刻、车辆负荷量大和连续作业等,要求工程机械轮胎胎面具有良好的耐热、耐疲劳、耐老化、抗切割和抗崩花掉块性能[2-4]。
露天采矿环境温度相对较高、日照时间较长,工程机械子午线轮胎长期使用会造成胎面生热过大和老化变硬等问题,出现胎冠鼓包、切割损伤等现象。我国工程机械子午线轮胎胎面胶主体材料主要采用天然橡胶(NR)/丁苯橡胶(SBR)并用胶,炭黑主要采用炭黑N220和N234[2]。
本工作对普通工程机械子午线轮胎胎面胶配方进行优化,为提高工程机械子午线轮胎的性能提供参考。
1 实验
1.1 主要原材料
NR,STR20,泰国产品;SBR1500,中国石油化工股份有限公司产品;炭黑N234和N330,龙星化工股份有限公司产品;炭黑N115,卡博特(中国)投资有限公司产品。
1.2 小配合试验胶料配方
小配合试验配方见表1。试验配方用炭黑N115和N330等量替代生产配方的炭黑N234,并对其他配合剂进行适当调整。

表1 小配合试验胶料配方 份
1.3 主要设备和仪器
Φ160 mm×320 mm开炼机,广东湛江机械厂产品;1.57 L本伯里密炼机,英国法雷尔公司产品;GK400N和GK255N型密炼机,德国克虏伯公司产品;140 t平板硫化机,上海橡胶机械一厂有限公司产品;MDR2000型硫化仪和MV2000型门尼粘度计,美国阿尔法科技有限公司产品;Tensitech型拉力机,美国德宝公司产品。
1.4 试样制备
1.4.1 小配合试验
小配合试验胶料混炼分两段进行。一段混炼在1.57 L本伯里密炼机中进行,转子转速为55 r·min-1,混炼工艺为:生胶→提压砣→炭黑和小料→提压砣→压压砣→排胶。二段混炼在开炼机上进行,混炼工艺为:一段混炼胶→硫黄和促进剂→混炼均匀→下片。
1.4.2 大配合试验
大配合试验胶料混炼分4段进行,一至三段混炼均在GK400N型密炼机中进行。一段混炼转子转速为50 r·min-1,混炼工艺为:生胶→提压砣→部分炭黑、白炭黑和小料→提压砣→压压砣→排胶(温度为145~155 ℃)。二段混炼转子转速为30 r·min-1,混炼工艺为:一段混炼胶→剩余炭黑→提压砣→压压砣→排胶(温度为145~155 ℃)。三段混炼转子转速为35 r·min-1,混炼工艺为:二段混炼胶→提压砣→压压砣→排胶(温度为145~155 ℃)。四段混炼在GK255N型密炼机中进行,转子转速为25 r·min-1,混炼工艺为:三段混炼胶→硫黄和促进剂→提压砣→压压砣→排胶(温度为100~110 ℃)。
1.5 性能测试
胶料性能按照相应国家标准进行测试。
2 结果与讨论
2.1 炭黑N115和N330的理化性质
炭黑N115和N330的理化性质见表2。
从表2可以看出,炭黑N115和N330的理化性质均符合国家标准要求。

表2 炭黑N115和N330的理化性质
2.2 小配合试验
小配合试验胶料性能见表3。
从表3可以看出:与生产配方胶料相比,试验配方胶料的门尼粘度较低,有利于胎面挤出;门尼焦烧时间缩短,但降幅不大;FL和Fmax降低,但相差不大;t10和t90略有缩短,但仍具有很好的加工安全性能;硬度和300%定伸应力略有降低,拉断伸长率、撕裂强度、耐屈挠性能和耐热老化性能明显提高,压缩疲劳温升明显降低,切割量减小,阿克隆磨耗量增大。

表3 小配合试验胶料性能
拉断伸长率提高有利于改善工程机械轮胎的抗崩花掉块和抗撕裂性能[3],压缩疲劳温升降低不仅有利于工艺操作,对延长轮胎使用寿命也有益处。
2.3 大配合试验
根据小配合试验结果,对试验配方进行微调(加入0.5份防焦剂CTP以延长焦烧时间)后进行大配合试验,结果见表4。
从表4可以看出:与小配合试验胶料相比,大配合试验胶料的门尼焦烧时间、t10和t90均较长,这是因为大配合试验胶料添加了防焦剂CTP;大配合试验胶料与小配合试验胶料其他性能基本相当。
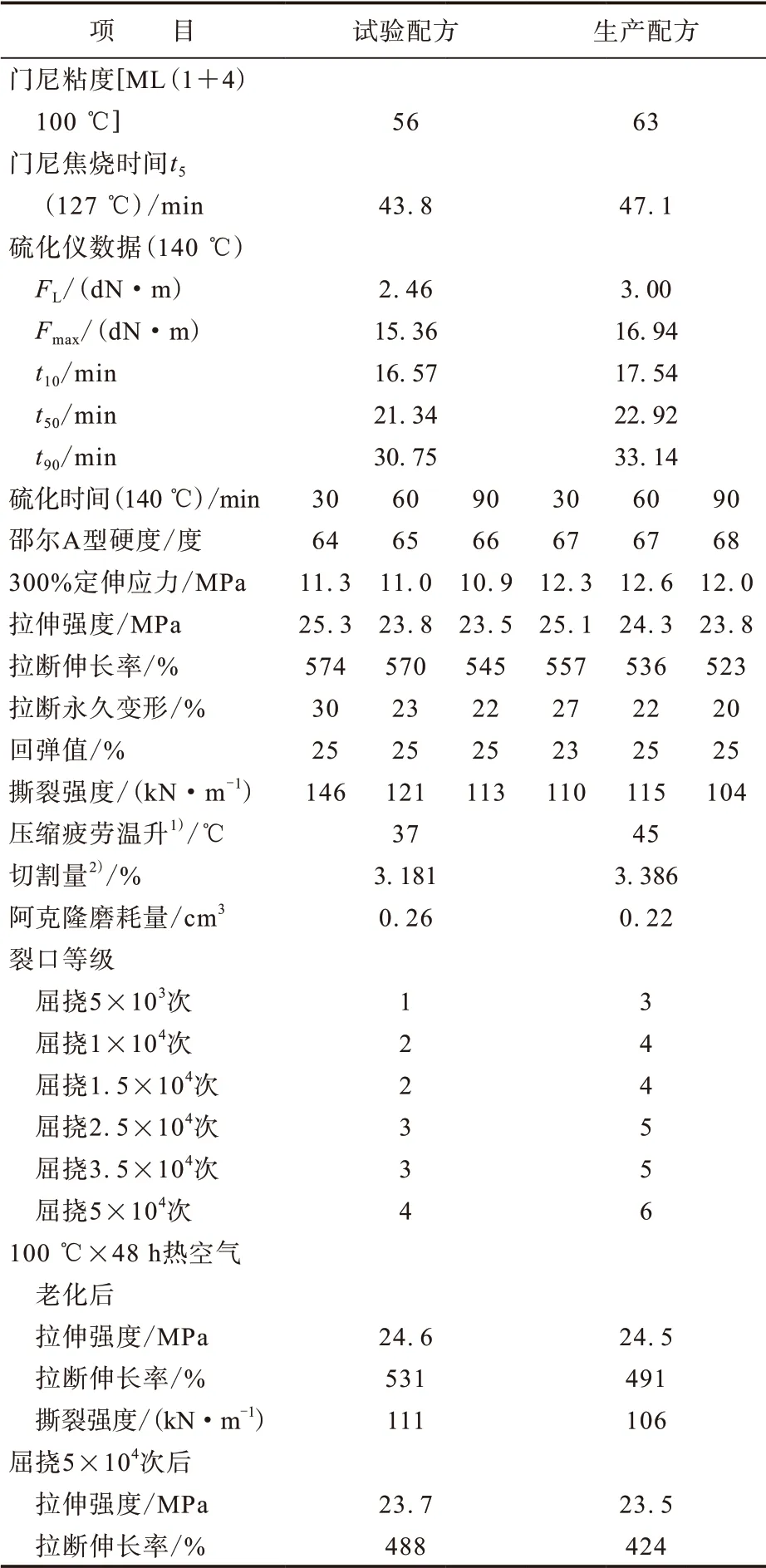
表4 大配合试验胶料性能
总的来看,与生产配方胶料相比,试验配方胶料的生热较低,抗撕裂、抗切割、耐屈挠和耐热老化性能较好,但耐磨性能略有降低。由于工程机械轮胎使用条件苛刻,损坏形式较多,且行驶速度较低,因此胎面耐磨性能并不是衡量其性能的关键指标。
2.4 经济效益
炭黑N234的价格低于炭黑N115,高于炭黑N330,用炭黑N115和N330等量替代炭黑N234,胎面胶成本降低了约0.2元·kg-1。
2.5 成品性能
用试验配方胶料试制6条14.00R25工程机械子午线轮胎,在蒙古某采石场装配于宽体矿用自卸车上,并与生产轮胎进行实际使用对比试验。轮胎原始花纹深度为26 mm,充气压力为1 300~1 400 kPa,行驶速度为30 km·h-1。
使用数月后,生产轮胎胎面的剩余花纹深度为19.0 mm,胎面割口较多,肩部有掉块[见图1(a)];试验轮胎剩余花纹深度为23.5 mm,胎面割口明显减少,肩部没有掉块[见图1(b)],轮胎使用寿命明显延长。

图1 生产轮胎和试验轮胎胎面
3 结论
在工程机械子午线轮胎胎面胶配方中用炭黑N115和N330等量替代炭黑N234,并添加少量防焦剂CTP,可以降低胎面胶生热,提高抗撕裂、抗切割、耐屈挠和耐热老化性能,从而延长轮胎使用寿命,并降低生产成本。
