液压控制翻板闸在水系连通综合治理工程中的应用
2018-07-19吴广安刘耀景
□文/吴广安 刘耀景
水生态文明是生态文明的重要组成和基础保障。水生态文明城市,是按照生态学原理,遵循生态平衡法则和要求建立的,满足城市良性循环和水资源可持续利用、水生态体系完整、水生态环境优美、水文化底蕴深厚的城市,是城市未来发展的必然趋势,是人工环境与自然环境的协调发展、物理空间与文化空间的有机融合。江河湖库水系连通是优化水资源配置、提高水资源保障能力、促进水生态文明建设的有效举措之一。根据《那曲地区水生态文明城市建设试点实施方案》,那曲地区被水利部列为第二批水生态文明建设试点城市,工程设计和施工要注重突出“以水为脉、以绿为衣、以文为蕴、以人为本”的科学治水、生态治水、持久治水,依法管水的综合治水理念和效果。次曲河段水系连通综合治理工程是那曲地区“水生态文明城市”的先期组成部分。治理后的水系既要满足江河湖库水系连通及水生态文明建设的要求,还要最大限度保持河流原有的过流泄洪等基本功能;基于易用性、功能完备性等考虑,选择了液压控制翻板闸。
1 液压控制翻板闸
1.1 简介
液压控制翻板闸以可调节开度的翻板闸门为主要挡水结构,其底部设有可以调节开度的支承铰,其优点主要有:立坝蓄水、卧坝抗洪排涝且放倒时不影响泄洪断面;利用坝顶过水,可形成人工瀑布的景观;采用液压驱动,可多角锁定,满足多水位控制调节需求;可以实现先进的自动化控制和网络控制;便于排污。
1.2 结构及组成
本工程使用的液压控制翻板闸结构见图1。

图1 闸门结构
主要包括液压启闭机、门叶、底轴组件、拐臂组件、底止水组件及不锈钢贴面等。
2 工程概况
2.1 工程等级及气候
次曲河段水系连通综合治理工程位于西藏自治区那曲地区那曲县城区,实施范围为那曲县城区次曲河上起镜湖公园下至草原生态公园河段,河长11 615.11 m,落差约26 m。水闸枢纽工程等别为Ⅲ等中型,闸洪水按20 a一遇洪水设计(P=5%),50 a一遇洪水校核(P=2%),闸下消能防冲洪水标准按20 a一遇设计(P=5%)。
工程区海拔4 500 m以上,属于高原亚寒带半干旱季风型和高原寒带干旱气候,其特点是空气稀薄、降雨量少、日照充足、气温低、多风雪。洪水主要系大范围强降水所致,降水量高度集中在6~9月,具有山区性河流陡涨陡落,峰型尖瘦的特点。
2.2 闸门布置特性及参数
为满足“水生态文明城市”建设的需求,经多次实地考察和研讨,最终确定在工程区布置5座液压控制翻板闸,见表1。
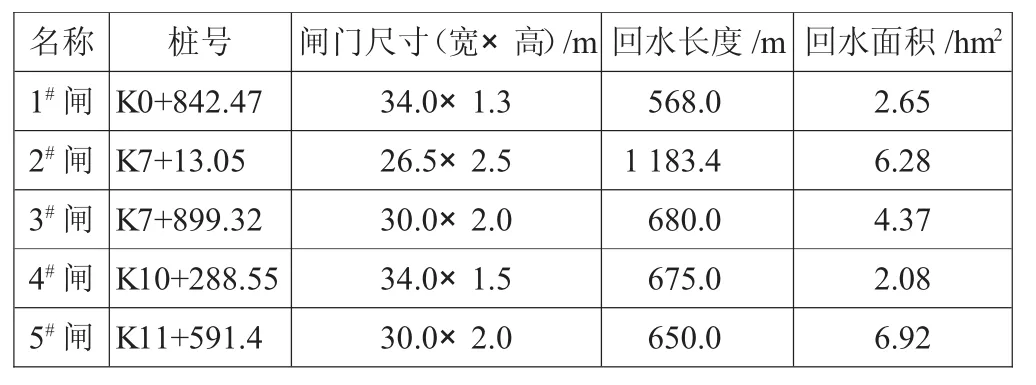
表1 液压控制翻板闸特性
3 制作
3.1 埋件
埋件包括底止水组件、不锈钢贴面,其结构简单,这里不再赘述。
3.2 闸门
3.2.1 工艺流程
闸门制作的工艺流程见图2。

图2 闸门制作工艺流程
3.2.2 技术要求
1)找出闸门的技术特点和制作难点并制定切实可行的工艺方案。
2)门叶隔板下料的宽度及料板直角边的角度误差会直接影响制作完成的单节门叶的组装间隙及集合尺寸。为保证闸门的制造质量,隔板下料需要采用数控切割机下料,从而减小隔板的尺寸及对角线误差。
3)门叶拼装主要控制好几何尺寸、拼装间隙及拼装顺序,控制不当将影响焊接变形及门体结构尺寸超差;面板放样应预留焊接收缩余量,一般为焊缝长的1/1 000,对刚性不大的门叶,还应考虑焊后火焰矫正的收缩余量;控制主梁腹板、边柱腹板与面板的垂直度,隔板与面板、主梁腹板的垂直度。
4)为更好控制闸门的结构尺寸,需要预留焊接收缩余量,因此闸门零件在下料时必须预留足够的焊接收缩余量;另外为方便闸门的装配,闸门的隔板下料时按负偏差进行控制;而对有机械加工要求的零件必须留有一定的余量以保证零件经加工后尺寸仍能符合设计要求。
5)闸门出厂前进行整体组装,检查组合处的错位、止水座面的平面度、闸门整体几何尺寸、节间接合面间隙等。
6)闸门制造控制关键包括门叶扭曲、边梁支承跨度及两边梁平行度、止水座面与主支承面的距离、主支承面的平面度、主支承跨度及闸门的一类焊缝。
7)拼装应考虑闸门运输的需要,提前设计好闸门分节。焊接完毕后,应在安装前进行预组装,闸门主边梁整体直线度和闸门扭曲度控制在2 mm以内。
8)闸门焊接变形会直接影响成品闸门的结构尺寸。一般来说,闸门在厚度方向上结构不对称,主梁、边梁和隔板及面板之间较长的或者连续的焊缝,焊缝比较集中,焊接量大等都会导致焊接的收缩变形较大。要合理控制焊接顺序和方向,利用焊接变形规律减小焊接变形,达到控制闸门焊接变形的目的。
3.2.3 焊接变形控制措施
1)焊接过程中由于焊接应力较大,会将固定焊件的点焊拉开,进而造成门叶等变形超差等质量事故。为避免上述情况,在正式焊接前,需要将面板固定在预制好的钢平台上,即对闸门面板进行加固焊接,待加工完成后再将两者分离。
2)为保证焊缝强度,在焊接材质不同的普通低合金结构钢时,焊接材料需要选用强度较高、合金元素含量较高的母材;进行焊接预热与焊后热处理工艺的选择时,也要选用强度较高、合金元素含量较高的母材。
3)为保证焊件均匀收缩,应对称施焊并力求使焊接方向、速度和线能量等保持一致。较长的手工焊缝焊接时宜采用对称分层分段花焊的方式。
4)为有效控制焊接变形,提高工效,主梁、边梁的焊接采用埋弧焊,焊接后必须进行矫形并检验直线度、扭曲度合格后方可进行组装;其余手工焊接采用CO2气体保护焊,定人、定区域焊接。本工程闸门使用钢板厚度未超过30 mm,原则上焊接前不需要进行预热。
5)本工程闸门的刚性较小,为利于变形控制,在焊接时需采用分段退步跳焊法进行。
6)闸门焊接时的焊缝应从固定的点开始,向有可能较大位移的部位移动;先焊预计收缩量较大的接头,后焊预计收缩量较小的接头并尽可能减少约束力;门叶的焊接采用由内向外、对称焊接的原则,在面板与梁系连续焊缝的焊接中,应按分中分段退焊法实施,并尽量采用较小的焊接线能量来控制焊接应力和变形。
4 安装
4.1 工艺流程
闸门安装的工艺流程见图3。

图3 闸门安装工艺流程
其中,准备工作主要包括专项吊装方案的编写报批、安全技术交底、与土建单位的交接、确定底轴支承位置等。
4.2 控制措施
1)现场焊接采用氩弧焊。
2)制作现场施工防风、防雨雪的简易工棚。
3)现场焊接人员必须严格按照制定的焊接工艺进行施工。
4)质检人员必须对现场焊接的所有焊缝全部进行无损检测,对于不合格的必须进行返工处理。
4.3 安装结果
本工程使用的液压控制翻板闸已经完成安装调试。初步试运行结果表明安装符合设计及规范要求,可以投入运行使用。
5 结论
1)本工程使用的液压控制翻板闸充分满足并体现了设计意图。
2)液压控制翻板闸能够在不影响河流行洪能力的同时,形成了可观的水面景观,改善了局地环境,美化了城市人居环境,提升了人民生活质量,达到了“水生态文明城市”建设的目的。
3)工程制定的控制措施切实可行,保证了闸门的制作和安装质量,为项目的成功实施奠定了基础。
