基于有限单元法和正交试验的灌木平茬机切削刃具的优化
2018-07-18刘志刚裴承慧
刘志刚,裴承慧,李 妥,张 童
(内蒙古工业大学机械学院,内蒙古呼和浩特 10128)
沙生灌木是我国西北部防风固沙、治理沙化的主要植物[1]。平茬复壮是沙生灌木生长过程中抚育管理的主要措施,切割是沙生灌木平茬作业的关键环节。在实际的平茬作业中,由于刀具角度的不合理选择,造成灌木平茬机的切割器进锯困难、功率消耗大、刀具发热磨损现象严重、刀具寿命短及平茬后灌木茬口高度不一、撕皮撕裂现象严重等问题,因此有必要对圆锯片的角度进行优化研究。以9GZ-1.0型自走式灌木平茬机的圆盘切割器为基础[2-3],以沙柳为研究对象,以ABAQU软件为平台,通过数值模拟技术对沙柳切割过程进行模拟,优化刀具结构,以提高沙柳平茬效果。
1 圆锯片的主要角度
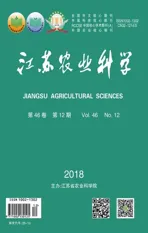
圆锯片除了常用的锯剖、横截以外还可以用来开槽。圆锯片的种类繁多,根据本身横截面的形状不同,可以分为平面锯身、内凹锯身和锥形锯身3种类型。圆锯片是由锯身和锯齿组成的,其中锯身的主要结构参数有外径、孔径和厚度。圆锯片的锯齿角度比较复杂,包含锯齿的前齿面锯料角、后齿面锯料角、前齿面斜磨角、后齿面斜磨角等,其中圆锯片的前角、后角和楔角是比较重要的角度,对圆锯片锯切力的影响较大。圆锯片的前角、后角和楔角的示意如图1所示。
2 圆锯片和沙柳有限元模型的建立
2.1 圆锯片和沙柳几何模型的建立
为模拟实际沙柳平茬的情况,须要尽可能建立与真实情况相符的集合模型。根据鄂尔多斯市库布齐沙漠的调研情况,沙柳的生长年限不同,高度和直径都不同。本研究拟模拟3年树龄的试材,忽略沙柳本身弯曲等特性,将沙柳的三维模型简化成直径为40 mm、高为1 000 mm的圆柱体。本研究的圆锯片采用中国农业机械化研究院研制的9GZ-1.0型灌木切割机所使用的圆锯片,其材料采用的是65Mn弹簧钢。由于本研究主要分析在圆锯片平茬过程中的锯切力与刀具角度和刀具齿数之间的关系,因此可以忽略圆锯片的细小结构,圆锯片的主要几何参数如下:外径510.0 mm,齿数72个,锯片厚度2.4 mm,切割前角25°,楔角55°,刀头宽度3.0 mm,孔径35.00 mm。
沙柳和圆锯片的几何模型如图2、图3所示。

2.2 圆锯片和沙柳本构模型的建立
由中国农业机械化科学研究院呼和浩特分院设计的 9GZ-1.0型自走式灌木平茬机圆盘式切割机采用的圆锯片的材料是65 Mn弹簧钢,属于各项同性材料。通过ABAQUS有限元软件建立切削模型,获得沙柳平茬过程中的受力情况,须要定义材料的物理参数,圆锯片的材料参数如下:泊松比0.3,弹性模量2.1×1011MPa,密度7 850 kg/m3,屈服极限440 MPa,切变模量8 000 MPa。

将在鄂尔多斯市库布齐沙漠取得的沙柳样本制成试件,利用电测法[4]测得的沙柳弹性常数见表1。
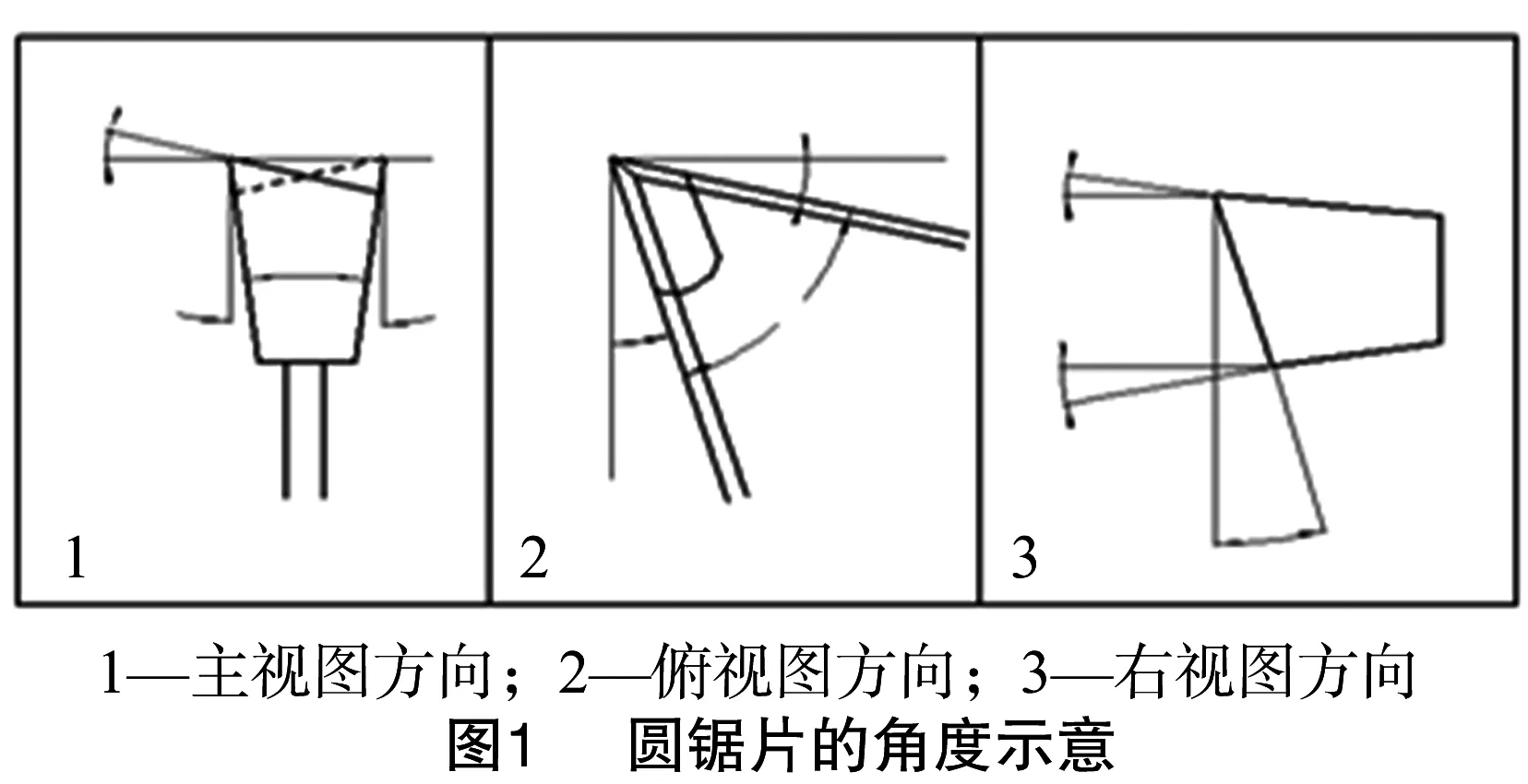
沙柳属于典型的各向异性材料,根据复合材料理论,正交各向异性材料存在3个正交弹性主轴,其柔性矩阵可以用公式(1)表示。将弹性参数带入公式(1)中,可以得到沙柳的本构模型,如公式(2)所示。

表1 沙柳材茎弹性常数
注:EL、ET、ER分别表示轴向、径向、弦向的弹性模量;μLR、μRL、μTR、μRT、μLT、μTL分别为轴弦面、弦轴面、径弦面、弦径面、轴径面、径轴面的泊松比;GRT、GTL、GLR分别为弦径向、径轴向、轴弦向的剪切模量。
(1)
(2)
2.3 沙柳切削模型的建立
利用网格划分软件对沙柳和圆锯片进行网格划分,划分好的圆锯片、沙柳的网格分别如图4、图5所示。选择生成圆锯片的三维(3D)网格为C3D8I,即8节点六面体线性非协调模式单元类型,共生成177 120个节点和116 352个单元;选择生成沙柳的3D网格为C3D8R,即8节点六面体线性减缩积分单元,共生成77 361个节点,72 000个单元。

将划分好的圆锯片和沙柳的网格带入有限元分析软件ABAQUS中[5-6],根据“2.2”节的数据,为圆锯片和沙柳设置属性参数。为了更接近实际的平茬情况,为沙柳的底部设置全约束,同时限制圆锯片z轴方向的移动和x轴、y轴方向上的旋转。根据实际情况设置圆锯片的进锯速度、旋转速度分别为1.1 m/s、2 247 r/min。

对沙柳的平茬过程进行模拟切削[7],切削结果如图6所示。

3 正交试验设计
正交试验设计又称正交设计或多因素设计,可以通过实施较少的试验次数得到较优的试验结果。在进行正交试验时首先确定试验指标,本研究的试验指标为切削力最小;随后选择试验因素和试验水平,本研究的试验因素有刀具前角、刀具后角和入切角,根据相关报道对刀具前角、刀具后角和入切角所做的单因素试验,选择各因素相对较优的水平:刀具前角 1~3水平分别取10°、15°、20°;刀具后角1~3水平分别取18°、26°、32°;入切角1~3水平分别取50°、40°、30°。最后选择符合试验因素和试验水平的正交试验设计,本研究选择的正交试验设计为L9(34)[8],详见表2。试验结束后提取x、y和z方向上的切削力和总切削力并对总切削力进行极差分析,极差的计算见公式(3),极差越大表示对应的因素对锯切力的影响越大,各组的极差见表3。

表3 不同因素下切削力的方差分析结果 N
(3)
由表3可以看出,圆锯片的前角、后角和入切角3个因素对x方向锯切力影响的主次关系分别是入切角、刀具后角、刀具前角。3个因素的最佳组合为刀具前角10°、刀具后角18°、入切角30°。
圆锯片的前角、后角和入切角3个因素对y方向锯切力影响的主次关系排序为入切角>刀具后角>刀具前角。3个因素的最佳组合为刀具前角10°、刀具后角32°、入切角30°。
圆锯片的前角、后角、入切角3个因素对z方向锯切力影响的主次关系排序为入切角>刀具前角>刀具后角。3个因素的最佳组合为刀具前角20°、刀具后角18°、入切角30°。
圆锯片的前角、后角和入切角3个因素对总锯切力影响的主次关系排序为入切角>刀具前角>刀具后角。3个因素的最佳组合为刀具前角10°、刀具后角32°、入切角30°。
4 结论
采用正交试验法和有限元分析技术对灌木平茬机的平茬工具即圆锯片进行优化设计,通过对试验结果的极差分析得出影响各个方向上切削力大小的因素主次顺序以及刀具角度和入切角的最佳组合。
将正交试验设计和有限元分析相组合,能有效减少分析次数,提高分析效率,为有限元优化设计提供新思路。