差速器里程表齿轮装配工装优化设计
2018-07-09张琦
张琦
(上海汽车变速器有限公司,上海 201800)
0 引言
随着现代技术的发展,产品正沿着个性化、多样化的方向发展,产品的种类也具有比较明显的多变性。为了满足这些需求,产生了批量化的生产方式。用户化大批量生产必须从零件装配成产品[1],因此,零部件的装配质量成为产品质量的根基。此次研究的对象为差速器里程表齿轮的装配方法。目前差速器里程表齿轮通常材质为硬塑料,装配的方式基本为手工。由于硬塑料材质具有较脆易断的特点,因此在该零件的装配过程中,通常会产生零件报废的情况。更恶劣的情况下,没有识别出装配过程中已产生缺陷的零件并流入市场,若零件最终失效,将会对于品牌产生不利的影响。因此,如何在现有的设计条件下,优化装配工装,降低对装配人员技术素质的依赖,成为此次研究的主要方向。
1 差速器及里程表齿轮的基本结构[2]
里程表齿轮是用以记录输出旋转圈数的零件,是变速器中一个常见的零部件,通常安装在动力输出处,即变速器中的差速器总成上,零件通常为硬塑料材质,实物如图1所示。
差速器总成为变速器中负责输出动力的部件,材质通常为铸铁,实物如图2所示。
里程表齿轮与差速器总成,通过孔径配合、凸台与凹槽配合,达到无相对运动的目的。其结构设计如图3所示,里程表齿轮内径与差速器过盈配合,端面处凸台结构与差速器壳体上的凹槽特征配合,防止发生相对旋转。

图1 里程表齿轮实物图
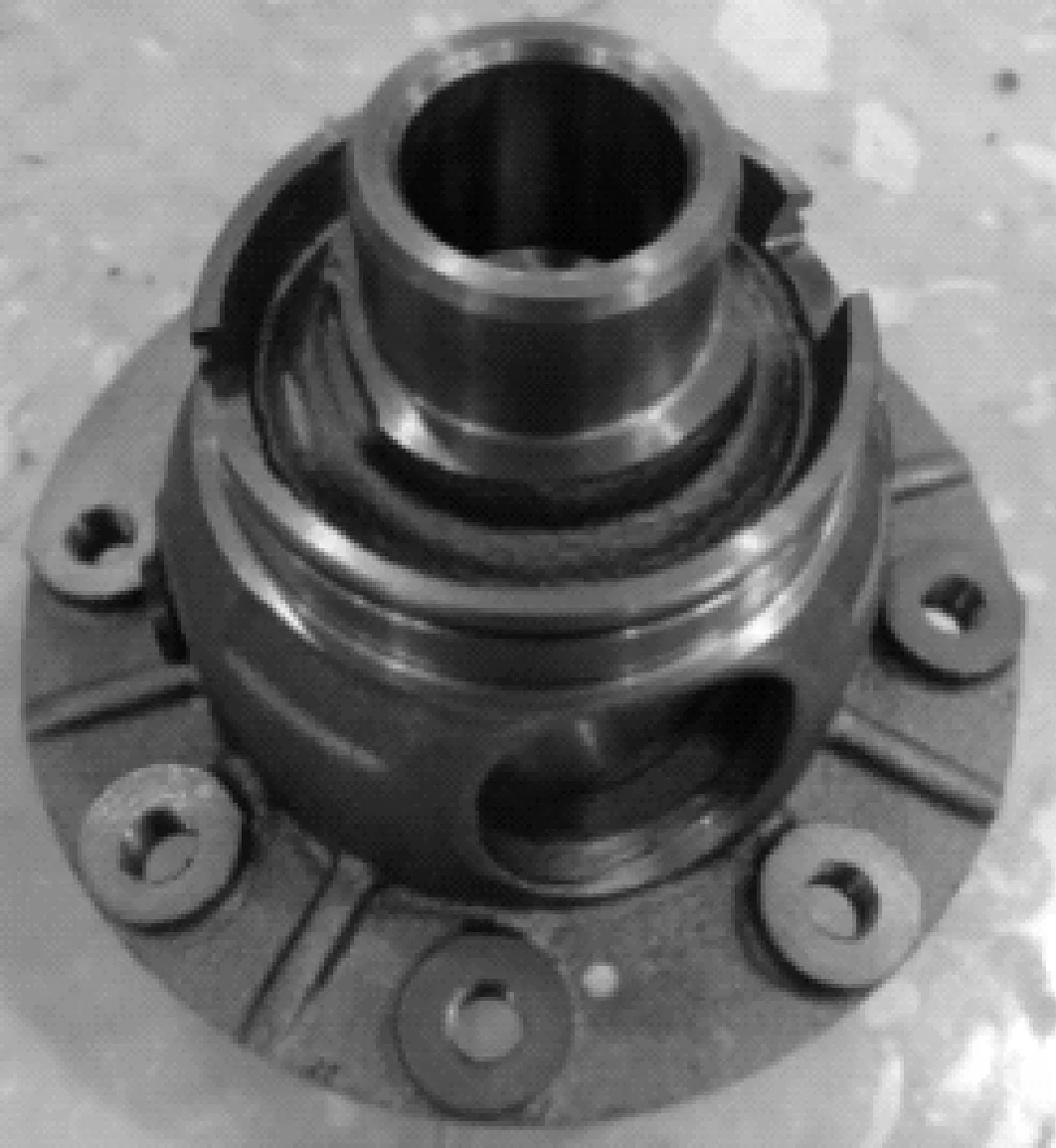
图2 差速器总成实物图
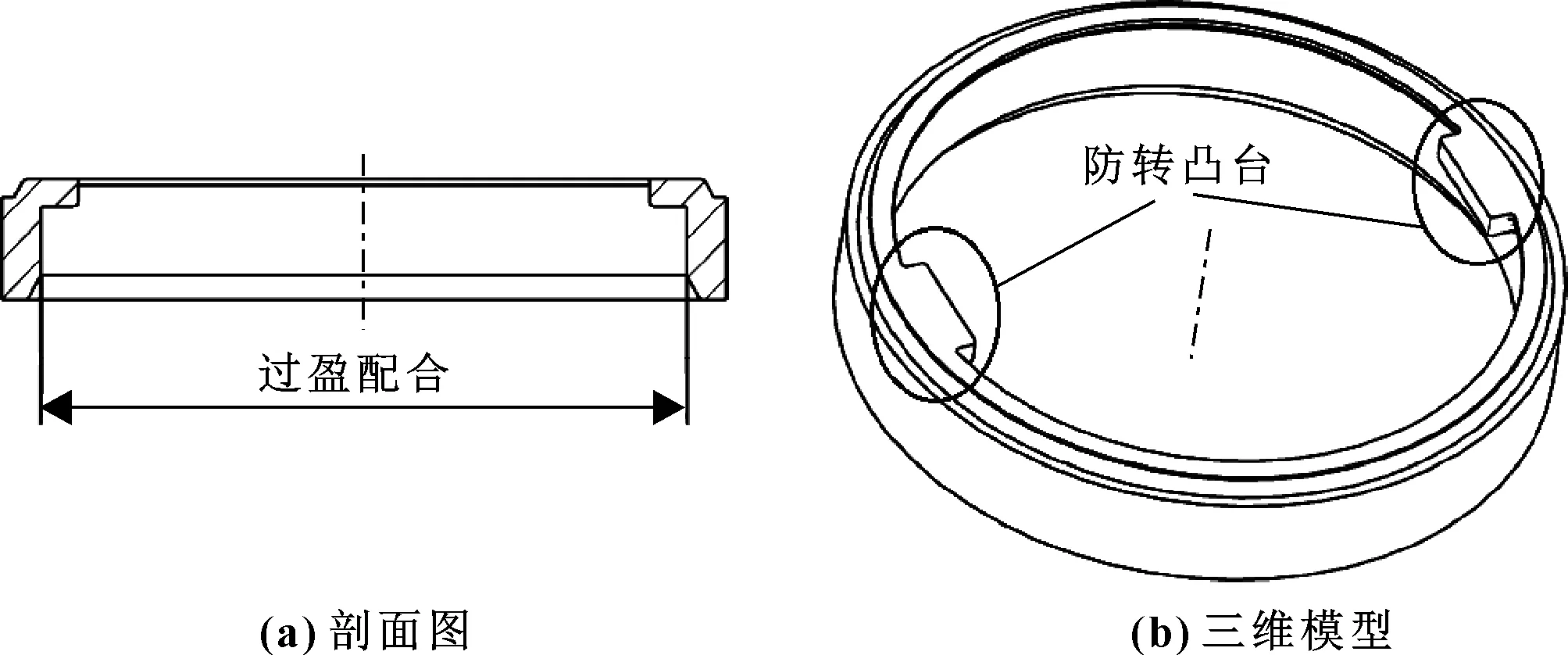
图3 里程表齿轮结构设计图
2 常规装配方法及其问题
通常差速器里程表的装配采取手工装配的方式:首先将差速器总成放置在工作桌上,然后人工将里程表齿轮放置在差速器总成上,并目测将里程表齿轮上的凸台与差速器总成上的凹槽对准,如图4所示。

图4 装配前对零件要求
随后使用工装,敲击里程表齿轮的端面,将其安装到位。常规安装工装如图5所示。

图5 里程表齿轮常规装配工装
在使用过程中,需要操作人员扶准工装,保证工装与零件同心,避免零件被敲歪,如图6所示。同时装配敲击过程中,同样需要操作人员扶正工装,保证敲击过程中,零件保持水平压入姿态,如图7所示。

图6 装配示意图(一)

图7 装配示意图(二)
由于装配过程依赖操作工的因素较大,会因每个操作工的手法、技巧不同,导致零件质量均不相同。
通常会产生各种类型的零件报废问题:(1)里程表齿轮上的凸台在装配过程中受到敲击而折断。(2)里程表齿轮在装配过程中端面受到的轴向力不均匀,从而导致零件沿轴向方向断裂。(3)里程表齿轮装配过程中沿径向方向受到较大分力,导致零件沿径向方向断裂。
3 装配失效原因分析
此次主要研究的是装配过程中的问题,因此文中不探讨产品设计上的缺陷,仅针对装配过程中产生的几种缺陷模式,进行问题的分析与解决。
(1)里程表齿轮凸台折断。根本原因是:在放置零件时,未能对准凹槽。由于零件采用的是过盈配合,零件放置后凹槽与凸台并未接触,只能依赖肉眼识别。而零件在敲装过程中凹槽与凸台接触时,设计上的过盈配合又导致零件无法在过程中调整角度。因而,只要前期零件没有对准凹槽,必然会出现里程表齿轮凸台损坏的情况。
(2)里程表齿轮沿轴向断裂。根本原因是:在零件敲装过程中,工装与零件未能保持同轴心装配。由于里程表齿轮零件用于敲装的端面较小,使用工装时无法观察到敲装过程中零件与工装的同心情况,而同心装配的要求由人工保证,因此就存在盲装过程中无法提前发现零件未同心、敲装时零件单侧产生过大的轴向力导致里程表齿轮零件沿轴向断裂等问题。
(3)里程表齿轮沿径向折断。根本原因是:零件在敲装过程中工装未能保持水平。由于里程表齿轮与差速器总成采用过盈配合,零件在放置后待压装时并无固定措施,使用工装敲装时由操作工手工扶正,敲击工装时,也无法保证施力点在中心位置。因此操作人员只要稍有不慎,就会使零件倾斜装配,导致零件承受径向冲击力,从而导致里程表齿轮零件沿径向折断。
4 工装优化并重新设计[3]
经过上述装配失效原因的分析后,即可开展对目前装配方式的优化改良工作。
针对各类失效原因进行工装的设计,显然是最好的解决方法。
(1)里程表齿轮与差速器总成需要对齐凹槽。零件未装配到位前依赖操作工目视保证零件凹槽对齐显然不是一个可靠有效的方法。因此增加新的特征、在零件放置过程就能够准确对齐凹槽,是一个更为有效的手段。在研究零件设计的特征后发现,差速器行星轴与凹槽恰好保持水平,设计一个利用差速器孔作为中心定位、行星轴作为角度限制的工装,就能够实现零件在装配前提前完成凹槽的对齐工作。工装实物如图8所示。

图8 工装实物图
工装本身与差速器总成轴向定位,径向利用U形槽与行星轴止转定位。因此操作人员只需将工装如图9所示放置于差速器总成上即可。工装与零件间隙配合,满足工装快速装配的同时,创造出差速器总成上凹槽的延伸,用以里程表齿轮零件装配到位前的精定位。至此零件装配前需要对齐凹槽的问题被攻克了。
(2)零件在装配过程中需要同心装配。同心装配问题用增加同心定位的方式即可解决。里程表齿轮零件在放置阶段缺少定心的手段,因此在工装设计时,增加了引导长度,零件顺着引导轴装配,能方便快捷地达到中心定位的要求。零件放置在工装上的状态如图10所示。

图9 工装放置完成图

图10 零件放置图
(3)零件在装配过程中需要保持水平装配。水平装配问题用保证敲装工装只能水平上下运动即可解决。因此,在设计敲装工装时,可以利用过渡工装提供的引导轴,在敲装工装上设计一个配合孔,采用间隙配合,即达到水平上下运动的目的。敲装工装如图11所示,安装过程示意图如图12所示。

图11 敲装工装 图12 安装过程示意图
至此,里程表齿轮安装过程中的全部失效原因均被规避,操作工若使用此设计工装进行装配工作,可以大幅度消除装配过程中产生的问题。
具体操作动作如下:(1)将定心工装放置在差速器总成上(工装与零件中心轴定位,平面贴平,周向行星轴防转);(2)将里程表齿轮沿定心工装放入差速器总成上(零件与工装中心轴定位,轴向凹槽防转,仅留上下移动的自由度);(3)将敲装工装放置在定心工装上敲装零件到位(零件仅能在敲装工装的引导下上下移动)。操作流程图如图13所示。
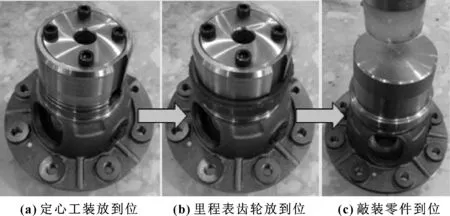
图13 操作流程图
5 总结
产品的制造生产是企业得以维系的一个关键因素,一个良好的产品离不开各个部门的支持与帮助。此次作者对电动汽车差速器里程表齿轮在装配过程中出现的问题进行了分析与总结,并对工装进行了改进设计。使用改进的工装后,大幅度降低了对操作工的装配技术要求,提升了零件的装配合格率,极大程度地减少了报废率,有效地解决了工厂生产上遇到的问题。
参考文献:
[1]刘强,王匀.汽车装配工艺规划及相关技术的探讨[J].黑龙江科技大学学报,2001,11(2):9-11.
LIU Q,WANG Y.An Approach to Automobile Assembly Process Plan and Relevant Technology[J].Journal of Heilongjiang University of Science and Technology,2001,11(2):9-11.
[2]蔡兴旺,付晓光.汽车构造与原理(下册)[M].2版.北京:机械工业出社,2011:72.
[3]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2007.
