基于CATIA的DMU50后置处理器开发
2018-07-06贾志远王海飞
贾志远,王海飞,周 艳,兰 天
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
数控铣床制造领域广泛使用CATIA软件进行加工程序编制,在CATIA软件中生成的前置文件为通用刀具位置源文件,与机床的具体结构和系统无关,而后置处理生成机床指令,直接驱动数控机床运动,对保证数控加工的质量至关重要。
基于CATIA软件编程的后置处理方法有2种:
1)使用商品化的通用后置处理器,如IMSPOST和CAMPOST等。后置处理简单但软件价值昂贵,一般中小企业负担不起,即使能够生成加工程序,但需要人为利用编辑器软件进行字段修改,增加了工作量和修改错误的风险,将导致零件的报废。
2)利用计算机语言通过编程实现自动后置处理,可以实现复杂的NC程序生成要求[1-3]。
1 后置处理
CATIA刀位源文件APT Source为类APT指令格式的文本文件,包括刀位信息、注释信息、后置处理信息、刀具信息和运动信息等。利用C++语言编制后置处理器,包括文件的输入模块、输出模块、字符转换和处理模块、运动变换模块、非线性误差计算模块、进给校验模块[4-5]。
分析APT Source文件的结构,将对应的刀位源文件关键字段映射成相应的Siemens 840D机床程序字,如表1所示。
DMU50机床可以实现五轴联动(X、Y、Z、B、C),机床的参数如表2所示。
设在CATIA中生成的刀位点P的坐标为(xc,yc,zc,I,J,K),需经过计算求出程序加工所用的(X,Y,Z,B,C)。DMU50机床具有RTCP功能,可以保证5轴加工时不论刀具的刀长为多少,都可以围绕刀位点进行自动旋转变换,角度的位移不会改变直线坐标的变化,即有:
刀轴初始向量为(0,0,1)T,如图1所示。

表1 刀位源文件与NC文件映射
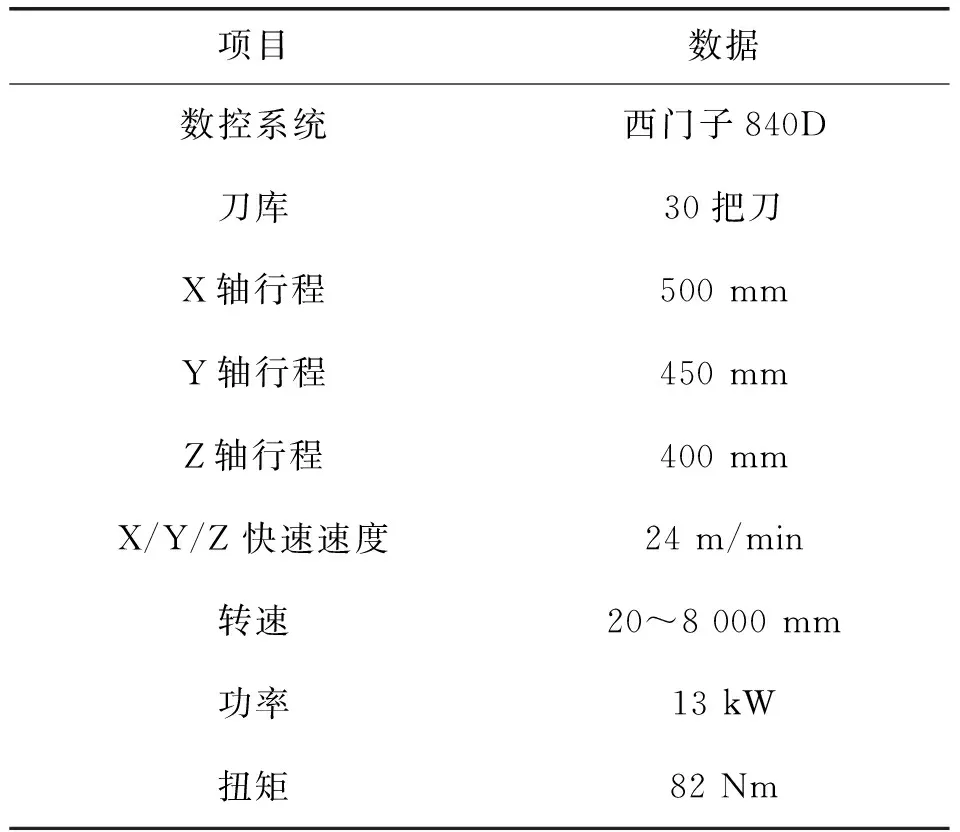
表2 DMU50机床参数

图1 机床角度变换
经过绕Y轴逆时针转动B角,绕Y轴逆时针转动C角得到加工刀轴(i,j,k)T,则坐标变换关系为

解得:

程序开发流程图如图2所示。
2 应用实例
选择典型件进行加工验证,刀位文件、转换后的机床程序、DMU50机床仿真建模和加工结果如图3所示。

图2 开发流程



3 结 语
针对刀位文件的后置处理器构造方法的问题,使用CATIA软件选择典型零件编制了后置处理程序,利用开发的后置处理器生成了机床加工程序,并通过实例加工得到了合格的零件,验证了该方法的可行性,提高了数控编程能力。
[1] 李铁钢.基于Edgecam的车铣复合编程技术研究[J].沈阳工程学院学报:自然科学版,2015,11(4):374-377.
[2] 李铁钢.基于UG Postbuilder的五轴后置处理器设计[J].机床与液压,2009,31(10):72-74.
[3] 李铁钢.基于UG的工装标准件开发[J].组合机床与自动化加工技术,2009(8):22-25.
[4] 金 荣.五坐标联动数控加工技术[M].长沙:湖南科学技术出版杜,1995.
