煤矿井下带式输送机自动控制系统改进设计研究
2018-07-06段伟峰
段伟峰
(山西焦煤集团介休正益煤业有限公司, 山西 介休 032000)
引言
山西焦煤集团介休正益煤业有限公司西胶带大巷一采区带式输送机承运该区煤炭的运输工作,年运输量设计值148万t。胶带基本参数如下:L1=1390 m,α1=6°32′59″;L2=341 m,α2=9°29′11″;L3=49 m,α3=0°。年工作天数约 329 d,日工作时间17 h,输送能力500 t/h。原有自动控制系统仅仅对带式输送机的远程启停、电流进行监测。改进后系统在原有远程启停、电流监测的基础上增加皮带跑偏、打滑、皮带故障报警等监测参数,同时配备相应的保护装置。从而达到减轻工人劳动强度、提高设备运转率的目的。自动控制系统依靠传感器监测,PLC进行参数显示。将检测数据传递到公司调度,实现实时监测[1]。
1 设计要求
为带式输送机选择各类保护装置。如:电流检测、皮带跑偏、打滑等保护装置。实时监测输送机的运行状态,并起到保护作用。为直观显示各项监测数据,运用通信模块和监测主机进行数据交换(文字、图像等显示)。2 硬件设计
2.1 结构组成
选用S7-300PLC作为核心控制单元。主要控制PLC主站、输送机保护部分、机身PLC控制分站、通信等方面内容。硬件结构如图1所示。

图1 系统硬件图
S7-300PLC控制单元包含MAX485串行芯片、电平转换电路(12 V、24 V),节点闭合电路值5 mA,开路电压大于200 V。
带式输送机驱动方式采用双直流电机实现,对控制系统而言,主要控制两方面的内容,即电枢和励磁回路的调节。电枢调节:通过控制串联的2组晶闸管整流器实现;励磁调节:通过控制并联的2组晶闸管整流器实现[2]。
2.2 传感器选型
输送机保护装置主机型号选用KHP128-Z。其一,速度传感器起速度检测作用,带速异常则立即通过主控装置向回路晶闸管发信号[3];其二,温度传感器起超温保护作用,对设备待测点进行温度检测,超温进行自动洒水保护(采用集成感温探头检测,选用本安型);其三,烟雾传感器对输送机的工作环境进行烟雾检测,若烟雾质量浓度超过0.1 mg/m3,及时输送低电平信号,采取相应保护;其四,跑偏传感器对输送机的输送带进行跑偏检测,使用探杆牵引探杆轴旋转实现,转动至某个角度会波动行程开关,然后先主机发出跑偏信号[4];其五,堆煤传感器起煤位保护作用;其六,撕裂传感器起输送带撕裂保护作用,当作用力大于20 N时,发挥作用,电阻输出值在2 kΩ以下,输送带无物料时电阻值大于1 kΩ,当电阻值在2 kΩ以下时,PLC发出撕裂信号,延时2 s主机停止;其七,急停传感器在拉杆承受动力后,将信号输出,并进行锁定,一旦锁定,需要人工进行复位后才可以启动[5]。
3 软件设计
PLC现场控制和控制中心通过以太网模块CP343-1进行数据传输与通信。在控制中心操作服务器配置SSIEMENS SOFTNET、Intouch的OPCLINK客户端驱动,在此基础上实现两者间的数据交换功能。系统软件结构如图2所示。

图2 系统软件架构图
3.1 上位机软件
设计按照数据采集、实时监管两方面进行。上位机检测系统结构如图3所示。
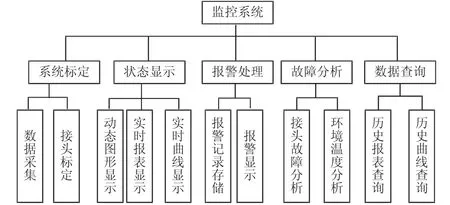
图3 上位机监控系统结构图
3.1.1 人机界面
人机界面人性化,通过键盘、鼠标、显示器等即可进行对话,可操作性强。界面简单,有按钮、菜单,操作简便。此外,该监控系统能对所检测的数据及其不同类别的动态曲线进行实时显示,并且还可以进行打印操作。系统的菜单、提示、图形等采用汉字界面,易于识别。若系统出现故障,会出现对应故障报警。Database对报警信息进行整理归档,可按照需求进行查询。
3.1.2 图形界面
主要表现为各类显示。如:软件总貌、故障报警、显示数据等。具有画面动画显示功能。画面显示可以对实际情况进行模拟,便于操作。
3.1.3 故障信息database
故障信息database涉及实时记录、查询、故障等信息。若发生故障,可迅速查出故障发生点,以便于故障查找和处理。系统在运行中,所有数据实时保存在database界面。数据保存具有实时性和完整性。
3.2 PLC控制软件
用户将需要完成的内容以编程的方式输入PLC存储器,PLC依照预设程序进行操作,按照存储地址号按从大到小的次序进行程序扫描,同时进行操作指令的核实。PLC执行过程:将执行指令保存到寄存器。执行指令过程不受输入状态的改变而变化,寄存器数据保持不变。PLC扫描程序,自上而下、从左至右,追条扫描,从寄存器中读取,将执行结果实时输送。
4 结论
焦煤集团通过对西胶带大巷一采区带式输送机进行自控系统设计,依据监测需要选用相应传感器,采用S7-300PLC作为核心控制单元,确立PLC规格及相关功能模块,进行控制流程图设计,实现了带式输送机自动化控制,有效地提高了设备的运转率,同时降低了工人的劳动强度,有利于提高生产效率。
[1]李富强.基于PLC控制的煤矿井下带式输送机运输电控系统改造[J].中国煤炭工业,2014(7):60-61.
[2]周学亮.基于PLC的分布式控制系统及现场总线技术在煤矿胶带运输系统中的应用[J].科技资讯,2012(29):71.
[3]施俏春.基于PLC控制控制系统在煤炭化工自动化中的应用探析[J].煤炭技术,2012(12):233-235.
[4]李翠兰,李远清,杜香莲,等西门子PLC在煤矿带式输送机运输控制系统中的应用[J].煤矿机械,2004(8):95-96.
[5]秦永康,黄和平.PLC集中控制系统在煤矿胶带输送机上的应用[J].工矿自动化,2011(2):98-100.
