三维激光雕刻机的实训制作
2018-07-06何恩节吴祥飞柏云磊方针陈子军李佳佳
何恩节,吴祥飞,柏云磊,方针,陈子军,李佳佳
(1.安徽科技学院电气与电子工程学院,凤阳 233100;2.安徽科技学院机械工程学院,凤阳 233100)
0 引言
激光作为20世纪人类四项重大发明之一,其技术及相应产业已成为国家重点扶持并由科研院所和企业共同主导的国家战略型新兴产业。自第一台激光器问世以来,其在民用领域中变得越来越普及,而在众多激光产品中属激光雕刻应用的最为广泛和成熟[1]。激光雕刻技术具备的应用范围广、适用材料多样、无机械挤压、高速高精度、成本低廉等诸多优势,使其成为雕刻行业中备受关注的焦点。当前,激光雕刻技术在整个雕刻行业的变革中扮演着巨大的推手角色,其发展前景十分广阔。
激光雕刻(Laser Engraving)技术是以数控技术为基础的高新技术,它以激光为加工媒介,融入了最新的光、机、电一体化技术,如今已成为现代科技进步的一种体现。然而,随着激光雕刻技术应用的越加广泛,二维激光雕刻已远远不能满足加工生产的需求,所以市场对三维激光雕刻的需求越来越大[2]。当前激光雕刻正处在二维雕刻向三维雕刻转变的关键时期,但工艺技术的限制使得已研制出的三维激光雕刻机存在着操作复杂、激光头更换繁琐、庞大超重、价格高昂等种种弊端,这严重限制着三维激光雕刻机的推广和发展。当前研究通过对原有三维激光雕刻机的机械结构优化和电气系统的智能升级,构建出一套高效低廉的三维激光雕刻系统。对比分析结果表明当前系统在操作、精度、效率、功能等方面均具备明显优势。
1 双头旋转式三维激光雕刻机原理
激光雕刻系统通过CO2激光器产生高能密集的激光束,并由反射镜反射传递后利用聚集镜投射到材料外表,利用被刻材料受到高能激光照射,瞬间升温熔化和气化的物理变性原理来达到加工目的[3]。通过步进电机带动其分别位于系统顶侧面的两个激光头做平面运动,同启同停,步调一致。底部用于旋转被刻材料的电机与侧面可做平面运动的激光头相互配合,即可实现对物体侧面的有效雕刻。雕刻方式采用点阵雕刻原理,即通过总控芯片控制激光头做横向摆动,每次雕刻出由一系列点排成的线,而后使激光头纵向移动以雕刻出多线,最终雕刻出整版的雕刻图像。在PC端利用三位软件(Unigraphics NX)绘制出雕刻图案并设置好相应的数据,通过数据线将PC端生成的G代码传送给雕刻系统,随后由微控制器适时向系统各部件传送相应信号[4]。
2 机械部分
机械部分作为雕刻系统最为基础的部分,其结构的好坏直接关系到雕刻工作是否能够高精高效完成,所以其对设计结构、器件选型与安装都有着极高的要求。此部分主要讨论该系统的总体机械布局、各机械部件选型、雕刻机的工作方式和运行参数的确定等。要求在保证系统工作过程中各组件之间运行协调、机械运行平滑而无共振的前提下,实现系统工作运行效率最高和雕刻精度最优。
2.1 机械结构与部件布局
激光雕刻机整机结构、顶部侧面布局分别依次如图1、2所示。雕刻机的特殊行走机构架构设计采用稳定可靠的十字轴滑动型的运动机构,这种机构的优点在于其良好的抗震性结构可以大大提升雕刻速度;滑动光轴采用行程可达到550mm的高频淬火直线导轨,以保证其运行精度并延长使用寿命;在激光头与床身之间采用的便于拆装更换激光头的卡槽结构,便于根据被雕刻材料的不同温度特性更换相应功率的激光头[5]。将卡槽结构加装在标有刻度的安装支架上,从而避免因为使用外界标尺调整激光头原始位置而产生的累积误差,这种可调整的卡槽结构同时也提高了两激光头间的协作程度[6]。
为实现对材料侧面的无盲点雕刻,在系统底部加装一块轻便且易于旋转的圆形木制托盘,并通过位于底面对角线交叉点上的步进电机将其托举而使其半悬于底部。激光雕刻机的两个激光头分别位于系统的顶部和侧面,顶面和侧面的坐标系统均采用直角笛卡尔系统,基本坐标轴为x、y、z轴,其中xoy面为工件放置面,z轴方向与激光出射方向平行。

图1 激光雕刻机整机结构图

图2 激光雕刻机顶部、侧面布局图
2.2 运行参数的确定
基本工作参数如表1所示。其参数选取要求在保证电机间配合协调、机械运行稳定、无共振现象的前提下,最大限度地使系统的雕刻精度达到最高。

表1 参数设定
3 电气控制系统
现代雕刻制作业的多样化,要求数控雕刻机具有多种加工工序,这就要求控制系统硬件的电路设计和软件的算法研究上必须得到进一步升级,必须向简洁高效、多功能化方向发展。为满足控制系统的各项功能要求,采用嵌入式技术对控制系统进行设计和开发。采用嵌入式控制系统,以实现对控制器硬件电路的极大简化,这样不仅降低了开发成本、提高了开发效率,而且也使得系统的硬软件上兼具有高性能、灵活性和稳定性等优点[7]。
3.1 电子器件选型
硬件平台采用飞思卡尔32位嵌入式微处理器Ki⁃netis 60构架,以实现与PC进行数据传输和精准控制雕刻系统各个部件;选取步进电机型号为最大静力矩达6.08 N·M的J-86HB2401电机;步进电机驱动芯片则采用TB6560AHQ与A3997SED;为尽可能缩小步进电机的每步行程,以提高雕刻精度,电机驱动器则采用具有128细分数的ATK-2MD4850两相步进电机驱动器;加装500线双相编码器E6A2-CW实现系统的半闭环控制,以确保能够及时消除系统因电机在启停、变向时因丢失步带来的累积行程偏差[8];行程限位开关采用高灵敏度光电式感应开关以起到连锁保护的作用。在供电方式上出于对便于安装、维护等方面的考虑,采用350W的LRS-350-24型直流开关电源。装置通过加装可触式TFT屏幕以实现人机交互,并实时掌握系统运行参数[9]。
3.2 控制系统硬件设计
电气硬件主要结构设计流程如图3所示。控制系统设计结构主要部分包括驱动、保护、人机交互三个模块。驱动模块作为雕刻系统必不可少的一部分,对雕刻机的电气控制和机械运行起着至关重要的作用。无论出于对机械的保护还是雕刻安全性方面的考虑,都需要在系统中加入可靠的保护模块。通过给系统加入人机交换模块,以提高雕刻系统的友善性和可维护性,实现系统调试的便捷性、加工参数的适时可调性、故障与效率数据分析的及时准确性。
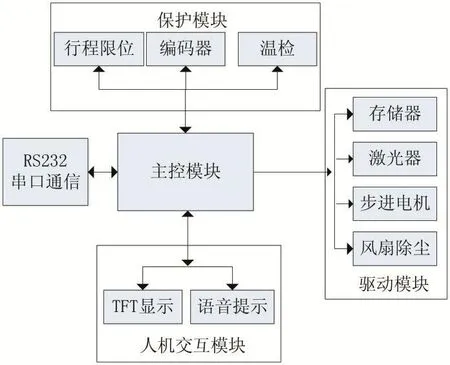
图3 结构设计流图
3.3 控制系统软件设计
在认真分析系统的实现功能,掌握相关的技术指标、功能要求后,明确程序设计的内容,包括驱动程序、检测程序、暂停程序等。另外,考虑到使用的计算机编程语言要在维护性、稳定性、可移植性以及开发高效性等方面具有一定优势,操作系统采用μC/OS-II嵌入式操作系统,并使用编译器Keil MDK-ARM完成对系统程序的编译和调试[10]。程序流程如图4所示。
温控保护模块采用智能温控模式(半闭环温度测控模式):其思路为在智能温控模式下工作的特域冷水机,当实际水温()超过设定温度阈值将报警提示,超高温度报警阈值()计算公式为:,其中为室温、为制冷回差温度(取为2.5℃)、为温度余量(取为8℃);以室温=35℃为例,根据上述公式,得45.5℃,即系统自适应45.5℃为系统超高温度阈值。

图4 程序流程图
4 雕刻测试与数据分析
雕刻模型选用边长为200 mm的立方体木材。当前双头旋转式激光雕刻机的雕刻效果与普通激光雕刻机的对比数据如表2所示。对表2中两种雕刻机的数据,可知双头旋转式激光雕刻机无论是在硬软件操作复杂程度,还是在机械运行稳定、雕刻效率和雕刻精度等诸多方面都占据着明显的优势。同时也达到了零人工干预,完全实现了立体大幅雕刻的全自动化与智能化。
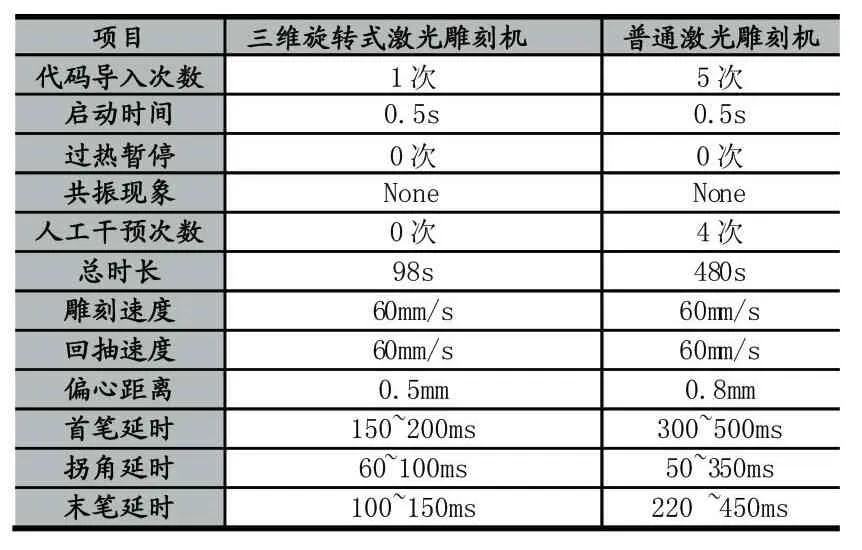
表2 测试数据对比
5 结语
为实现经济简单、高精高效的三维激光雕刻。在原有三位激光雕刻系统的基础上,通过机械结构的优化和电气系统的智能化升级,研制出一套高效低廉的三维激光雕刻系统。数据对比分析结果表明,当前系统具备操作简单、精度高、效率高、功能全等诸多研究。当前设计的三维旋转式激光雕刻机不仅有利于实训教学质量的提升,在工农业生产中也具备广阔的应用前景。
[1]范建华.特种加工之激光加工应用及发展前景[J].信息记录材料,2017,18(04):193-194.
[2]郑锦生,陈松青.激光雕刻技术的发展[J].机床与液压,2006,(08):228-231.
[3]徐鑫莉.超脉冲CO2激光器的原理和应用[J].激光杂志,2014,35(05):51-52.
[4]谭颖,刘技恒.基于数字图像处理的激光雕刻控制系统[J].激光杂志,2016,37(09):118-121.
[5]敬谦.移动式龙门架的结构设计与分析[J].陇东学院学报,2016,27(01):91-94.
[6]洪腾蛟,丁凤娟,孟凡盛,等.多头熔融沉积成型3D打印机设计[J].安徽科技学院学报,2016,30(06):94-98.
[7]赵军旗.基于嵌入式技术的数控雕刻机控制器的设计开发[D].电子科技大学,2010.
[8]陈思思,黄宣琳,黄永梅,等.基于编码器测速的双闭环控制系统性能分析[J].国外电子测量技术,2017,36(11):30-33.
[9]许鑫康,盛浩宏,初仲凯,等.三维激光雕刻机的设计[J].机械工程与自动化,2017,(01):140-141.
[10]徐宝腾.基于ARM+FPGA的激光雕刻机控制系统的研发[D].山东大学,2014.