交叉作业小组在多品种小批量产品装配生产中的应用研究
2018-07-04江苏自动化研究所王奇林王东亮刘文胜
江苏自动化研究所 王奇林 王东亮 刘文胜
0 引言
由于军工电子产品的特殊性,其产量十分有限,以多品种小批量居多,由于其特殊性,要交付工厂生产,其转产十分困难。产量的有限和设计缺乏可制造性两大因素决定了研究所的产品很难整体转入工厂生产,必须由研究所自己设计、自己生产,因此出现了在研究所同一个制造部门同时进行科研型生产和批量型生产的局面,而多品种小批量生产的生产过程的特征是:(1)产品品种不定;(2)产量较少;(3)工作场地专业化无规律变化;(4)一般采用通用设备;(5)工艺装备少;(6)对技术工人的要求较高;(7)组织管理工作复杂,生产效率低,交付周期长,无法进行流水作业;(8)经济效益较低。
1 目前军工电子产品生产装配的现状
目前军工科研院所既要面对的研制周期越来越短、工作量越来越大的科研型生产,同时要面对时间紧、周期短的多品种电子产品的小批量生产,且两者并存也将长期存在。针对军工电子产品多品种小批量的特点,经过调研,影响军工电子产品生产周期及质量因素很多,但最后的整机钳、电装配周期占产品的整个生产周期的50%以上,且目前最后的整机钳、电装配一般由军工科研院所自身完成,而目前大部分军工科研院所的生产工艺模式一般为先机械装配作业完成后再进行电气装配,但随着电子产品小型化、高度集成化的发展,电子产品内部走线及产品布局越来越复杂,其装配关系越来越紧凑,无法按照以往的工序完成全部的装配作业,必须由钳、电装作业人员交叉作业才能完成整机的钳、电装配,但目前的装配工艺流程对生产过程指导性较差,直接影响产品质量和生产效率的提高,且按照装配工艺流程施工时钳、电装的重复劳动较多,已经无法满足目前军工电子产品交付周期越来越短的生产要求,因此,有必要寻求一种适合目前军工电子产品生产装配的生产工艺流程。
2 军工电子产品装配效率提升需的关键
经过调研分析军工电子产品生产周期的各因素占比如表1所示:

表1
由表1显示军工电子产品生产周期中产品装配生产周期所占产品的整个生产周期比重一半,另外军工电子产品质量问题中,装配质量所占比重超过60%,因此提高产品装配生产效率并保证生产质量,是提高军工电子产品生产效率,缩短产品生产周期,提高产品质量的关键所在。
3 交叉作业小组在多品种小批量产品装配生产中的应用
3.1 成立交叉作业小组
根据操作人员技能级别成立交叉作业小组,如下A1、A2….
B1、B2、B3、B4…
C1、C2、C3、C4、C5、C6、C7…
根据不同级别的小组,设立相应的晋升机制及物资奖励,激励员工积极性,采取 “包干到户”的生产质量及进度责任制,提高工作效率,让员工真正体会到多劳多得、一专多能的工作能力所带来的实惠。根据产品生产数量灵活调整生产组织模式,交叉作业小组可以根据产品按照钳、电装人员一定比例配比,如1:3、1:5等,根据产品,各小组之间人员可以交叉;根据产品数量及复杂程度,若操作人员具有钳、电装上岗资格,甚至可以一个人将钳、电装工作一并完成,更能提高产品装配效率和质量。
1)单件小批量或者施工难度小的产品生产,可以由一个小组或者一专多能单人完成,由组内成员按照产品的交叉作业流程图,并根据钳电装图纸自行完成产品内部的交叉项;
2)小批量生产时,产品可以不固定在工作台位,由交叉作业小组人员按照产品交叉作业流程图自行交叉完成施工;批量生产时可以在固定工作台位置,由钳电装人员交叉完成施工,根据实际生产情况由车间或者小组长自行定夺。
3.2 找准产品串、并行作业点并梳理产品交叉作业流程图
深入分析XX加固计算机装配作业过程,找准钳、电装重复作业点,找出钳电装可交叉作业及并行作业点,根据各装配特点梳理交叉作业流程图,如图1所示。
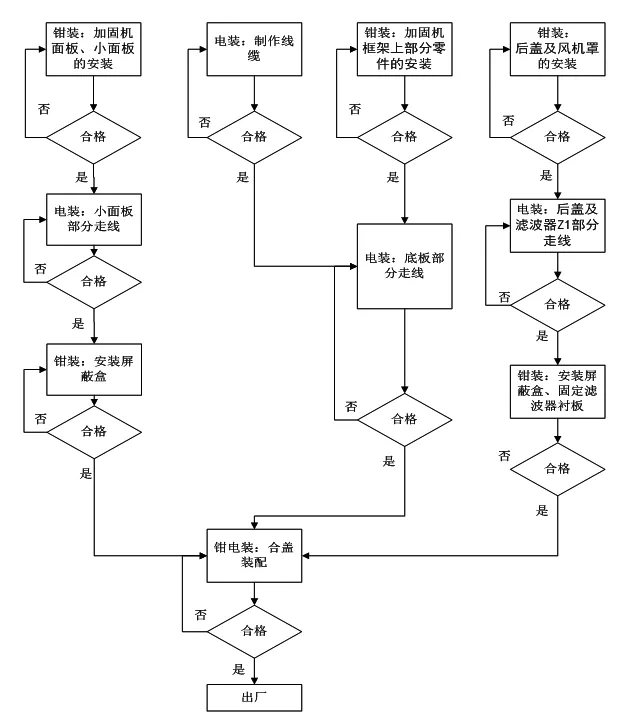
图1 XX加固计算机装配交叉作业流程图
由图1可以看出,经梳理各装配流程之后,钳电装可交叉作业点及可并行作业点,一目了然,具体实操交叉及并行作业过程很明确,有效提高装配作业效率,通过对流程图的分解细化并形成具体的作业过程,用于指导实际生产,可操作性强。
3.3 交叉作业施工过程及结果
以生产1套XX加固机计算机按照交叉作业小组施工,改进前后效果对比如表2所示:

表2 项目改进前、后XX加固机计算机装配效率对比明细
表1显示,采用交叉作业小组施工后,可节省重复劳动工时10工时,产品装配生产周期由原产品装配流程作业时间共需要时间为2+2=4天,采用交叉作业小组施工后共需要时间为3天,装配生产效率提高25%,产品生产周期缩短1天。改善活动开始前,加固机装配是串行作业,即必须钳装工序装配完成后才能进入电装工序施工,两工序中还存在重复操作施工的部分,这既浪费了部分人力物力,又增加了产品整体装配周期。改善后,找到产品钳电装可交叉作业点及可并行作业点,并交叉作业小组施工,可避免重复劳动,且由于钳电装装配串、并行作业过程,缩短了产品整体装配周期。
3.4 交叉作业小组优势
根据军工电子产品的特点,采用适合多品种小批量生产的交叉作业小组形式来组织装配生产,其优势明显:
1)钳、电装交叉作业,同步(并行)进行后再交叉作业,明显提高工作效率;
2)原来钳、电装按照串行进行操作,串行操作时间,也即总的装配时间为钳装+电装时间,但采用交叉作业小组后,为并行操作时间+串行操作时间(按照产品不同,二者所占比例不同)总的装配时间为小组整体钳、电装时间;由于串、并行操作的存在,减少了重复劳动量,缩短了产品总的装配时间,提高装配效率,不仅节约工时,另外总的产品装配周期缩短,缩短产品交付周期,提高履约率。
4 结束语
在不增加操作人员的情况下,交叉作业小组更适合以多品种小批量为主要特点的军工电子产品的装配生产,其可以提高员工生产积极性,发挥“多面手”等能力较高人员潜力,调动员工自身活力,更可避免传统产品装配工艺流程中的重新劳动,减少了不必要的浪费,提高生产效率,缩短生产周期,尤其适合目前研制周期越来越短、工作量越来越大的科研型生产和要求时间紧、周期短的多品种小批量军工电子产品的生产。
[1]陈正浩.电子装备电气互联系统制造技术.2006年中国电子制造技术论坛-制造业数字化技术研讨会。
