基于MC G S与P L C的玻璃钢水箱多孔钻控制系统设计
2018-07-04德州职业技术学院
德州职业技术学院 梁 强
玻璃钢SMC水箱具有重量轻、无锈蚀、不渗漏、水质好、使用范围广、使用寿命长、保温性能好,外形美观、安装方便、清洗维修简便、适应性强等特点。是钢板水箱和混凝土水箱的替代产品,已成为公共生活用、消防用水和工业用水贮水设施的理想产品。SMC水箱板是玻璃钢SMC水箱的主要材料,以前用于SMC水箱板钻孔的设备主要是继电器控制,手动操作,设备故障率高,操作不方面,因此,设计一种自动化、人机界面的钻孔设备控制系统非常重要。笔者设计了一种基于MCGS与PLC的玻璃钢水箱多空钻控制系统,由PLC实现控制功能,MCGS实现钻孔、进给速度、返回速度及加工数量的控制,同时对已加工数量、剩余数量、设备运行状况进行实时监控,对错误进行报警,还可以对历史数据进行查询,运行起来安全、方便,在玻璃钢产业中得到了广泛的应用。
1.控制系统的硬件组成
该设备主要用于SMC片材压水箱板的法兰钻孔。主轴采用齿轮传动,进给变频调速,450法兰钻孔采用气动装置,换位钻孔。为了提高工作效率,采用快速进给和工作进给两个工作阶段,为了保证设备加工安全,采用接近传感器加触电式限位开关进行两端保护,并且要能够实现加工件数的实时显示,对加工速度实现实时调节,对历史数据进行查询。
系统分为四大部分:工作台位置检测部分、PLC控制部分、人机界面监控部分及电机执行部分。工作台位置检测部分主要用来检测工作台前进到位、后退到位及高低速转换位置。
PLC控制部分是设备的控制核心,主要实现主轴起停、工作台方向及速度的控制,通过变频器控制进给电动机,同时把控制数据上传上位机MCGS。人机界面监控部分实现控制指令的输入及数据的修改和监控。电机执行部分主要用来驱动电动机。本文主要对PLC控制部分及人机界面监控部分进行分析。玻璃钢水箱多孔钻控制系统框图如图1所示。
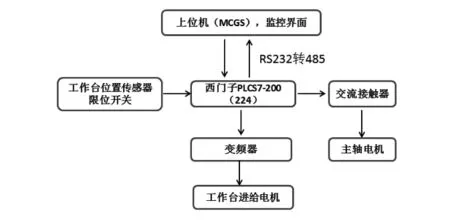
图1 控制系统框图
1.1 PLC控制系统作用
本系统采用的是西门子S7系列的cpu224型号,是整个系统的控制核心,实时采集位置传感器及MCGS触摸屏的数据,根据控制要求,作出判断,驱动变频器及接触器,运行电动机。PLC和变频器之间采用数字输入端多速控制,本系统采用3速控制,分别为高速进给,工速进给和高速退出,变频器的速度参数设置可以通过PLC与其通讯的方式实现。
1.2 MCGS的作用
系统采用昆仑通态TPC7062KS系列触摸屏嵌入版,嵌入式系统是以应用为中心,软硬件可裁减的工业控制系统。适应于应用系统对功能、可靠性、成本、体积、功耗等综合性能有严格要求的专用计算机系统。嵌入式系统广泛应用于高科技产品中,具有巨大的市场需求前景。嵌入式系统不仅在传统的工业控制和商业管理领域有极其广泛的应用空间,如智能工控设备、POS/ATM机、IC卡等,而且在信息家电领域的应用也具有极为广泛的潜力,例如机顶盒、WebTV、网络冰箱、网络空调等众多的消费类和医疗保健类电子设备,在车载盒、智能交通等领域的应用也呈现出前所未有的生机。
在MCGS触摸屏上设置操作按钮,对PLC发送命令,来控制电动机。MCGS与PLC通过RS232转485协议进行通信,实现上位机与下位机的数据交换,完成人机界面。
2.控制系统软件设计
2.1 PLC控制系统的设计
本系统主要控制功能是通过PLC实现的。根据工业现场要求,工人通过触摸屏或者脚踏开关发出工作执行命令后,系统通过PLC的控制,自动完成如下工作过程:首先快速进给到快速转工进位置,转换传感器检测到工作台后切换成慢速进给,同时启动主轴电机开始钻孔工作,到达前限位后工作台自动高速退回,到达后限位自动停止,同时主轴也停止工作,通过气动装置进行更换水箱盖,一个周期完成。
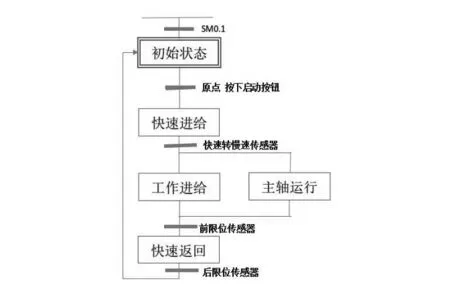
图2 系统顺序功能图
根据系统特点,采用顺序功能设计法编写程序,顺序功能设计法是按照顺序控制的思想,按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作。顺序控制设计法相对经验设计法是一种先进的设计方法,很容易被初学者接受,不容易出错,程序的调试、修改和阅读也很方便,使用顺序控制设计法时首先根据系统的工艺过程,画出顺序功能图,然后根据顺序功能图画出梯形图,本系统顺序功能图如图2所示。
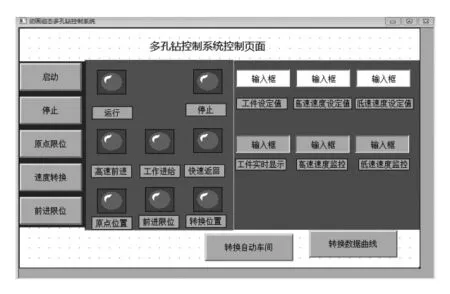
图3 组态软件主界面
2.2 MCGS组态监控软件设计
MCGS是上位机,主要由监控部分、操作控制部分和历史数据部分组成,操作控制部分包括启动按钮、停止按钮、位置传感器、限位开关、加工总数设置和变频器速度设置。监控部分包括实施加工数量显示、速度显示、位置状态显示及电动机工作状态显示。历史数据部分包括历史加工数据、报警情况的记录。系统通过加工总数的设计可以自动完成任务后停止运行,提高了生产效率,在运行过程中可以实时调节加工速度,操作方便,同时对运行的数据进行记录,自动显示报警数据,实现了可视化、智能化地对多空钻系统进行控制。MCGS组态软件主界面如图3所示。
3.结论
针对玻璃钢水箱多孔钻原有设备继电器控制系统故障率高、不以维修等问题,提出了基于MCGS与PLC构建的控制系统,采用PLC的顺序控制程序设计思路,触摸屏代替硬件按钮,操作方便直观,人机交互界面智能化程度高,实时显示加工数量,简单明了,易于维护和功能扩展,便于网络远程控制,能适应不同环境的需求,全面提升了原有设备的应用性和技术水平。实践证明,该系统运行稳定,可靠性高,已广泛应用于玻璃钢企业。
[1]李江全.组态控制技术实训教程(MCGS)[M].北京:机械工业出版社,2017:1-15.
[2]徐国林.PLC应用技术[M].北京:机械工业出版社,2012:56-59.
