汽轮发电机转子下线装配工具设计
2018-07-03王聪
王 聪
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
汽轮发电机转子线圈的下线及装配质量,直接关系到转子的使用寿命。转子线圈形状达不到要求,可能会导致护环安装困难,在使用过程中容易出现线圈磨损,甚至槽衬击穿导致发生匝间短路的现象,直接影响转子使用寿命。因此,汽轮发电机转子在下线时需要用转子下线装配工具对端部线圈进行压型。本工具结构为创新型结构,利用本工具可以很好的保证端部线圈压型质量,具有较强的实用性。
1 工具结构
如图1和图2所示,转子下线装配工具主要由木桶、径向压环、临时中心环、轴向压环、下线木件组成。
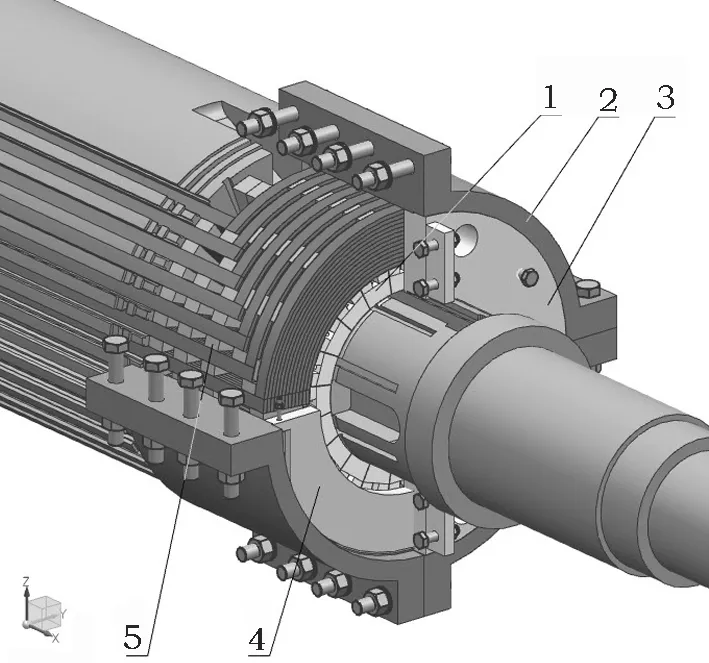
1.木桶;2.径向压环;3.临时中心环;4.轴向压环;5.下线木件图1 转子下线装配工具三维结构示意图

1.木桶;2.径向压环;3.临时中心环;4.轴向压环;5.下线木件图2 转子下线装配工具二维结构示意图
2 工作原理
转子线圈装配采用圈式下线,先进行最下匝线圈下线,然后钎焊端部接头,再粘匝间绝缘,将所有线圈依次装配。直线段线圈经过敲打整形后,将槽楔打入槽楔槽内,以固定直线段线圈。此时端部线圈还处于松散状态,这就需要专用工具对端部线圈进行整形和压型。转子下线装配工具通过相互之间的配合将松散的端部线圈定位并施加压力以达到整形和压型的目的。压型过后,端部线圈再经过一段时间的加热、保温,最终达到定型的目的,为后期安装护环提供条件。
3 主要零部件的设计
3.1 木桶
3.1.1 木桶作用
木桶是转子下线和下线完毕后压型时作为填充物和支撑线圈用的工具,它由很多木块拼成一个整圆包在轴上,由两层木块组成1个木桶。励端木桶和汽端木桶稍有不同,励端有引出线,在设计时要考虑让开引出线。木桶外圆垫1~2 mm厚硬纸板。过去木桶材料均为硬木,形状为圆筒,所以称为木桶,现在有的木桶材料改为层压布板。
3.1.2 木桶结构
如图3所示,项1、项2为上下层木桶垫块,为斜楔型,两件为一对。根据安装需要,E的宽度不应大于90 mm,通常木桶垫块分成24等分,若外圆弦长超过90 mm,则木桶垫块数增加。每两块之间再留1~2 mm间隙,用作调整。由于发电机转子励端最内层线圈还存在直线段,所以垫块形状还要根据最内层线圈的形状进行设计。项2下层木桶垫块端部通孔是用于拆卸木桶的,项3为填块,作用是填塞通风槽,防止上下层垫块局部出现悬空,以避免压紧时受力过大而产生滑落、断裂等现象。

1.上层木桶垫块;2.下层木桶垫块;3.填块图3 木桶结构示意图
3.2 径向压环
3.2.1 径向压环作用
当转子线圈全部下到转子槽内后,用径向压环来进行线圈直线部分及端部压型。
3.2.2 径向压环结构
如图4所示,压环体由4瓣组成,用螺栓把合,压环体长度由轴端到临时中心环距离确定。压环体内径为线圈尺寸+4 mm,两端开有空刀槽,轴端一侧空刀目的是避开槽衬伸出转子本体的部分,以免在使用时压坏槽衬;中心环一侧空刀目的是与临时中心环配合。为了方便拆卸,在螺栓把合面上设置了顶起螺孔(只有2个1/4环有此螺孔),拆卸时先松开把合螺栓,再将螺钉旋入顶起螺孔施加力即可实现拆卸;压环体径向厚度选30~80 mm。
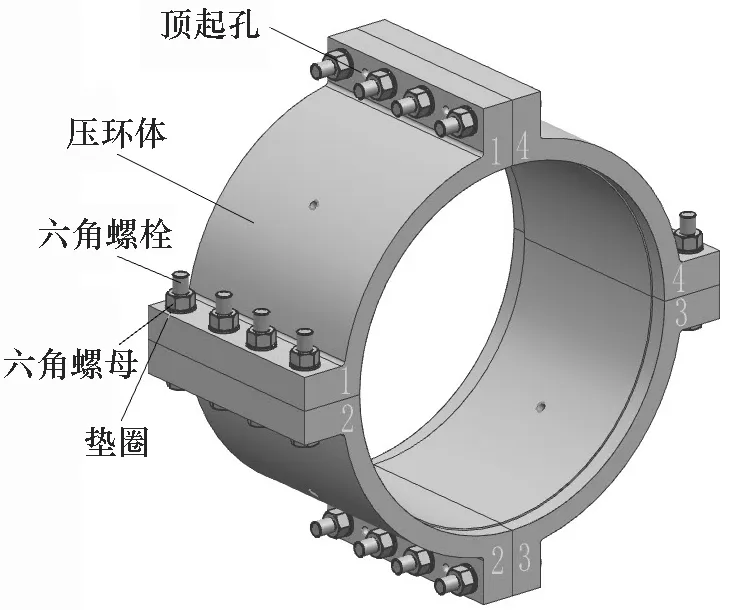
图4 径向压环结构示意图
3.3 临时中心环
3.3.1 临时中心环作用
临时中心环用于转子线圈压型时代替产品中心环,其轴向定位是靠内圆上的凸台卡在转子轴上的凹槽来实现的。
3.3.2 临时中心环结构
如图5所示,临时中心环为分瓣结构以便于拆装。半环体内侧带有凸台,凸台径向尺寸、宽度尺寸及位置尺寸根据产品转轴凹槽尺寸确定;半环体外径尺寸与径向压环空刀配合, 半环体内径尺寸与产品转轴相配,半环体厚度选取范围为30~80 mm;每个半环体有两个观察孔,用于观察轴向压环的移动情况;两个半环体通过螺栓把合形成整环。顶紧螺钉用于对轴向压环施加径向力。

图5 临时中心环结构示意图
3.4 轴向压环
3.4.1 轴向压环作用
当转子线圈全部下到转子槽内后,用轴向压环对线圈端部进行轴向压型。
3.4.2 轴向压环结构
如图6所示,轴向压环由两件半环体组成,用螺栓把合,半环体外径与转子线圈外径尺寸一致,内径比最内层线圈最低平面小2 mm,半环体厚度取15~25 mm。
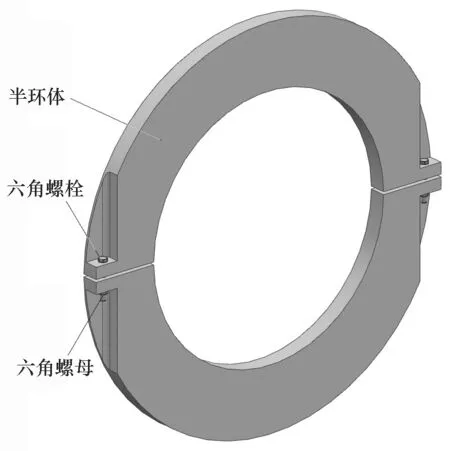
图6 轴向压环结构示意图
3.5 下线木件
3.5.1 下线木件作用
在线圈下入转子后,为使伸出铁心外的端部线圈均能保持整齐,每两个线圈之间采用木件楔入代替永久楔块。
3.5.2 下线木件结构
下线木件共分3种,分别为极心垫块、横轴垫块、纵轴垫块,如图7所示。
极心垫块是放在轴齿端面和1号线圈之间用于楔紧1号线圈的,设计原则是将垫块安装后尽可能与1号线圈的接触面积大且不高于最外层线圈即可,垫块材质为硬木。
横轴垫块用于楔紧横向相邻的两个线圈。如图8所示为横轴垫块尺寸示意图,H尺寸为每两个相邻线圈之间的轴向距离,L1=(最外层线圈外径-最内层线圈内径-5 mm)/2,L2取40~60 mm,垫块间距取150~200 mm,垫块材质为硬木。
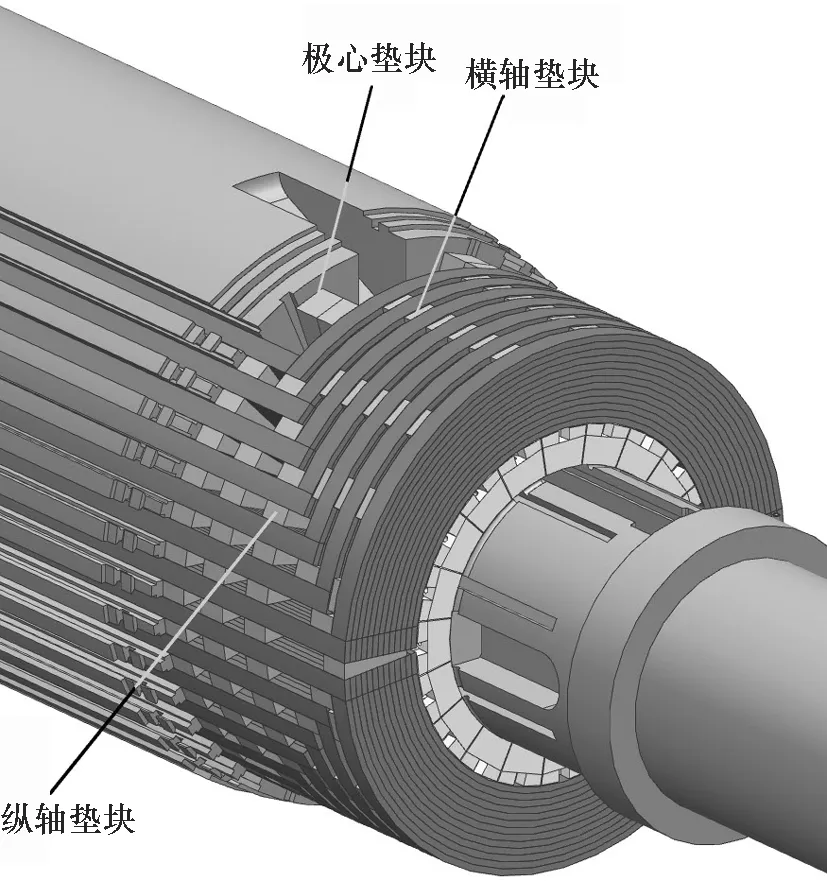
图7 下线木件装配示意图

图8 横轴垫块结构示意图
纵轴垫块用于楔紧纵向相邻的两个线圈。如图9所示为纵轴垫块尺寸示意图,楔块的外形与两组线圈之间的空隙形状是一致的H1、H2和L1、L2根据两组线圈之间的空隙确定,其中L2=(最外层线圈外径-最内层线圈内径-5 mm)/2,M取80~120 mm,垫块间距取150~200 mm,垫块材质为硬木。
4 转子下线装配工具使用方法及注意事项
首先按图1和图2结构,将项1木桶填充在内匝线圈和转轴之间,调整好位置及高度,并保证木桶端部不露出线圈之外。在木桶外圆垫1~2 mm厚硬纸板,用胶带缠好;再将项5下线木件按一定距离摆放到线圈与线圈之间、线圈与转子端面之前;将项4轴向压环紧贴线圈端部摆放;将项3临时中心环固定于转子轴上的挡板槽并通过螺栓进行把合;再将项2径向压环安装到指定位置并把合螺栓。旋转项3临时中心环上的顶紧螺钉并顶紧项4轴向压环,使轴向压环压紧线圈端部;再将项2径向压环的把合螺栓把紧,从而产生径向力压紧线圈,以达到压型的目的。将压好型的线圈连同工具进行整体加热、保温、定型。拆卸时,先松开项2径向压环的把合螺栓,从轴端部取出项2径向压环;再拆卸项3临时中心环和项4轴向压环;最后通过用钩子放入项1木桶的下层木桶垫块端部Φ10 mm孔用力拉出即可将项1木桶拆散,再一一取出木桶垫块,最后取出项5下线木件实现工具的全部拆卸。
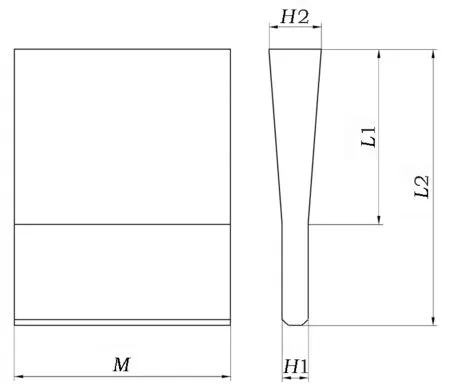
图9 纵轴垫块结构示意图
5 结语
本工具结构新颖,实用性强,汽轮发电机转子下线时利用本工具可以很好的完成对松散的端部线圈进行整形和压型,再进行加热、保温和定型,最终得到符合尺寸要求的规整的端部线圈,为后续装配护环提供条件。
