某钢厂提高除盐水运行效率的改造实践
2018-06-28吴光宇
吴光宇 苏 然
(山信软件股份有限公司莱芜自动化分公司,山东莱芜271104)
0 引言
型钢化水车间的1#除盐水系统于2006年投入使用,采用无锡容大的现场设备。整个自控系统采用西门子S7-400控制,超滤、反渗透系统是自动化控制,但多介质、活性炭、阴阳床的运行、反洗等操作及阴阳床再生过程操作都是运行人员到现场进行阀门、泵的手动操作。
这样现场添加6套多介质过滤器,每套需要添加现场气动蝶阀8个;6套活性炭过滤器,每套需要添加6套气动阀。总共84套气动阀,现场设置电磁阀操作箱,气动阀控制及反馈信号接入新的PLC远程站内,利用大修间隙添加新的监控画面及程序。
为实现减员增效,提高操作的实际效率,更为了提高除盐水站运行的稳定性,需进行1#除盐水系统的自动化改造,根据情况先进行过滤器部分的自动化改造。
1 原因分析
现场共有12套过滤器,每套过滤器的进水门、产水门、反洗进水门、反洗排水门等几个床子现场是手动阀门,直接制约着生产效率提升。再加上反洗操作,操作工的操作量更大。
现场所有阀门均是手动阀门,这是制约现场自动化操作的主要原因。自动化PLC柜点数受限,增加上自动化设备后需要扩容。
2 对策实施
6台多介质过滤器(48只气动阀)和6台活性炭过滤器(36只气动阀)都需进行自动化控制改造,将原来系统运行操作的手动阀门,全部改为气动衬胶隔膜阀,通过自动化仪表系统的增加实现自动化控制,现场操作柜里气动蝶阀可单体操作,电脑控制可实现自动运行、反洗、气洗、正洗、投运、备用等操作,每台设备每个气动阀都可实现单体操作。
另外,因现有自控系统已运行10年,设备老化,性能下降,大部分模板及人机软件已停产,无法采购到备件,亟需更新换代,因此,需对PLC设备、人机软件进行更换调试,并重新编制程序画面。
2.1 PLC控制介绍
本系统采用西门子系列PLC,为S7-400挂ET200结构。因为除盐水不是连续生产方式,并且其产水量经常根据锅炉系统的负荷调整进行调整,所以其设备的控制方式应能适应多种情况下的不同生产工况,如一用一备、两用一备等。系统网络架构如图1所示。
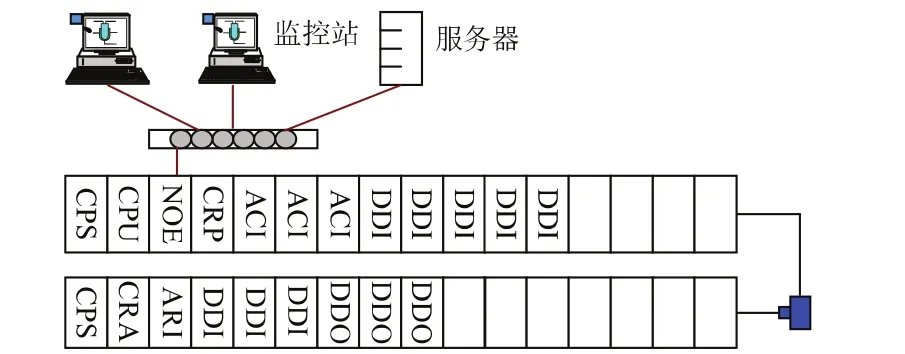
图1 系统网络架构
2.2 多介质系统操作说明
本系统多介质过滤器工艺的操作画面如图2所示。
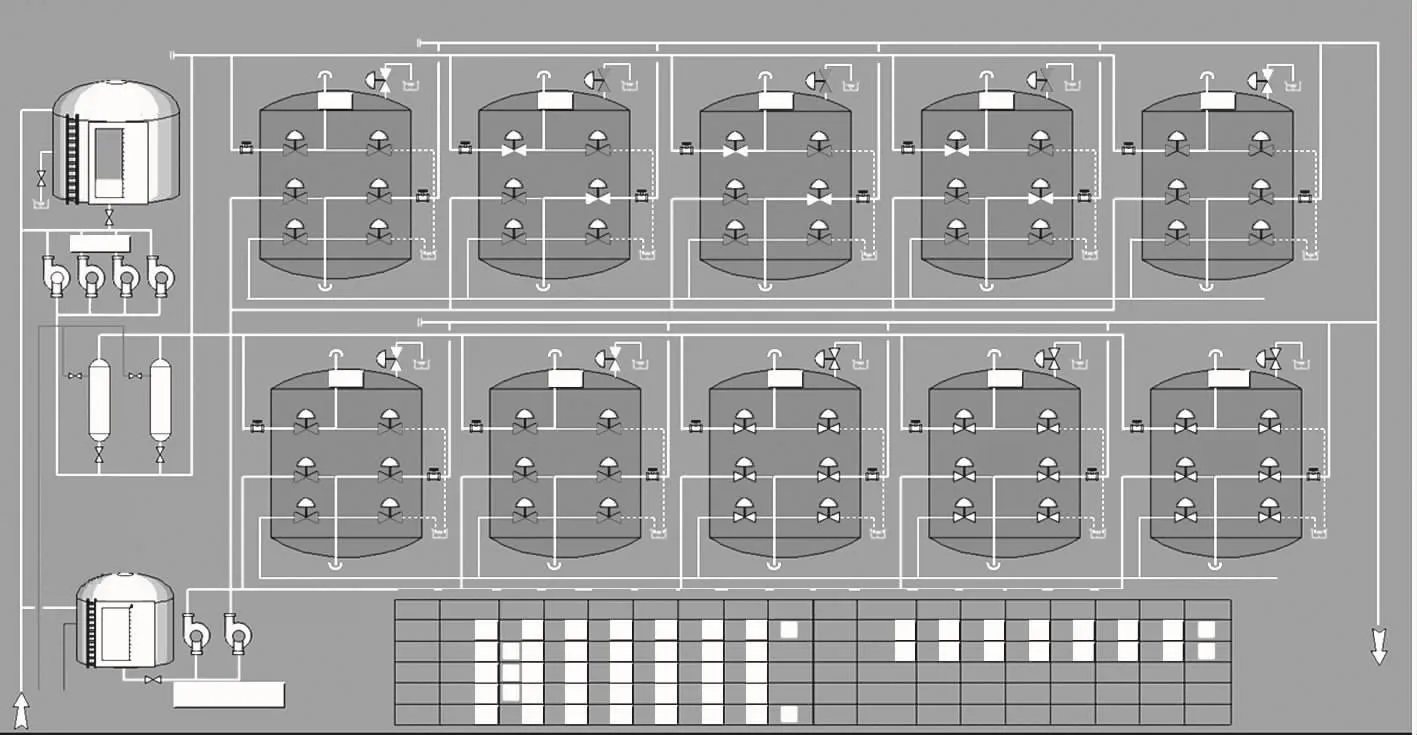
图2 多介质工艺操作图
该画面用于显示原水箱、浓水箱液位。控制设备除6台多介质过滤器外,还包括2台多介质反洗泵的单机/联锁控制。
每套多介质过滤器包含进水阀、出水阀、反洗进水阀、反洗排水阀、正洗排水阀、排气阀、进气阀、排污阀等8个气动阀门。
操作按钮的控制方式分为“远程”“就地”两种操作。其中远程操作在电脑上进行,又可分为手动、自动模式。手动模式操作的步序包含:
(1)运行:运行前清洗(2~3 min)、运行(24 h)步序;
(2)反洗:排水(5 min)、进气(3 min)、水反洗(6 min)、排水(12 min)、正冲洗(15 min)步序;
(3)备用。
就地操作是由现场的操作箱按钮、指示灯等操作。其中,“单体操作按钮”会复位任何一个状态的操作步序,同时可单独操作每台气动阀。“故障屏蔽按钮”可以在运行过程中,屏蔽掉气动阀开关到位的故障信号,并可以由程序模拟发出开关到位信号,保证步序的顺序进行,但必须由操作人员确定现场阀门的具体位置。
2.3 泵的联锁操作
每套泵组可分为“单机”/“联锁”两个操作模式。其中,单机可以任意地手动启停泵;联锁模式下又分为“主泵”“备泵”的选择切换。
主泵——联锁启动条件满足时,自动启泵;联锁停止条件满足时,自动停泵。
备泵——当主泵故障时,备泵启动。备泵会受到联锁停止条件限制。
多介质反洗泵在执行“水反洗”步序时自动启泵。
原水泵的操作画面如图3所示。
原水泵1#、2#为变频操作,可由画面选择“变频模式”“工频模式”,分为变频启动和工频启动。
3 结语

图3 水泵操作画面
改造现场实施之后,增强了除盐水站运行的稳定性,降低了现场操作人员的劳动强度,提高了除盐水运行效率,节省了运行成本。
自系统投入运行以来,设备故障率明显减少,在节能降耗方面也取得了很好的社会效果、环境效益和经济效益。
