CRH3C动车组转向架构架五级修概述
2018-06-24封红梅庞小红
封红梅,庞小红
(中车唐山机车车辆有限公司,1、助理工程师 2、工程师 河北 唐山 063000)
CRH3C 型动车组检修分为五个等级。一级和二级检修为运用检修,三级、四级和五级检修为高级修。动车组五级修是指新造或五级修后,运行(480±12)万公里(本次检修距上次三级修不超过132万公里或3年)(先到为准)进行的高级修。由于五级修CRH3型高速动车组已经运行了480万km左右,有不少部件都出现了不同程度的磨损或是其他损伤。因此需要对转向架各部件因损伤程度的不同进行检修亦即五级修。本文重点就如何做好CRH3C动车组转向架构架五级修略陈管见。
1 转向构架五级修检修要求
转向架构架是转向架的重要的组成部分,是动车组的走行部及其附件的支撑结构。转向架构架将来自车体的静态和动态载荷传递给轮对,起到支撑作用,同时,可以吸收在牵引运行过程中产生的力和驱动及制动力。
转向架构架五级修检修要求如下:对构架组成进行脱漆,所有重要焊缝探伤检查,当发现焊缝裂纹等缺陷时及时进行焊修,焊修后焊缝表面须打磨处理并探伤检查,探伤合格后重新喷漆。对构架高应力区进行探伤检查,不允许存在裂纹缺陷。构架组成板材表面存在划伤、磕碰伤时要进行打磨消除、圆滑过渡,如果打磨深度超过板厚10%或深度超过2 mm时要进行焊修,焊修后还要打磨处理并经探伤检查,无法修复的要及时更换。对构架的关键尺寸认真进行测量,尺寸不合格时要进行修复,确保达到质量标准要求。
2 转向构架五级修检修流程与工序
为保证五级修构架检修顺利进行,制定其检修流程。主要流程包括对构架组成进行脱漆,所有重要焊缝探伤检查,焊缝发现裂纹等缺陷时进行焊修,焊修后焊缝表面须打磨处理并探伤检查,探伤合格后重新喷漆。构架按照清洗、脱漆、探伤、3D 检测、打砂喷漆和检查等工序执行。各工序主要要求如下。
1)拆解:将构架及其附件拆除,并对构架螺纹孔进行防护。
2)清洗:用无腐蚀性清洗液对构架表面进行清洁。
3)脱漆:将构架表面油漆清除干净,并对构架进行防锈处理。
4)探伤:对构架可探焊缝及部分母材探伤。
5)3D 检测:按照构架图纸检测项点,对构架进行尺寸测量。
6)打砂:清除构架表面浮锈,并对构架表面清洁,达到喷漆要求。
7)喷漆:按照图纸要求对构架进行喷漆。
3 转向构架五级修检修重点
3.1 构架探伤 首列动车组检修根据五级修试修规程要求,对其全部焊缝和高应力区母材进行磁粉探伤,探伤范围见表1。对探伤发现的缺陷进行打磨清除处理,然后磁粉探伤确认清除干净。对于打磨深度不超过0.5 mm的焊缝,表面打磨圆滑过渡处理;对于打磨深度超过0.5 mm 的缺陷,进行补焊处理。
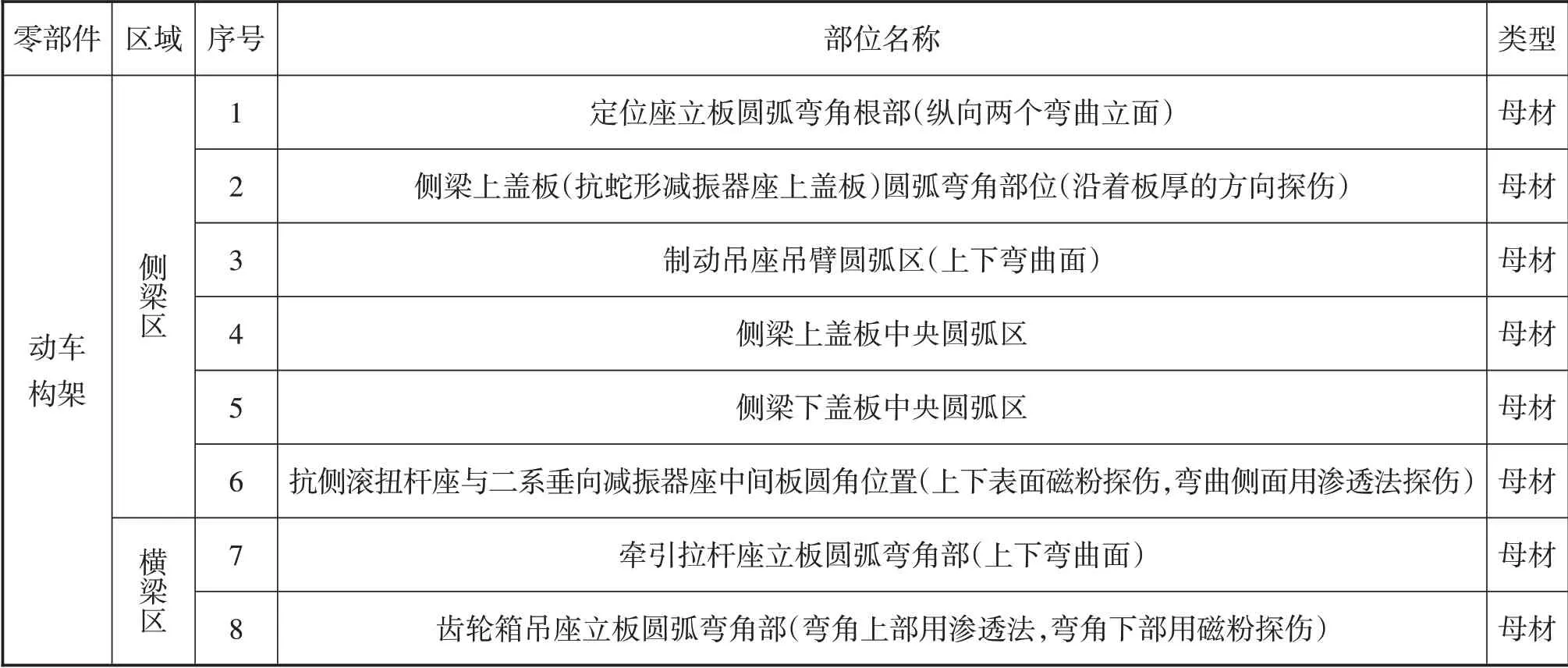
表1 构架探伤范围表
3.2 构架尺寸测量 在进行CRH3C动车组五级修构架尺寸测量初期按照新造标准进行了检测,构架测量过程中XY 坐标系,是以构架横梁为基准建立的,如图1 所示。构架制造过程中最后一道影响构架相对尺寸的工序为机加工,加工的基准与上述基准的选取相同,通过该基准加工出转臂定位座,即770±0.2 与1088±0.2 的尺寸。最终尺寸测量的目的之一为确定该尺寸是否合格。
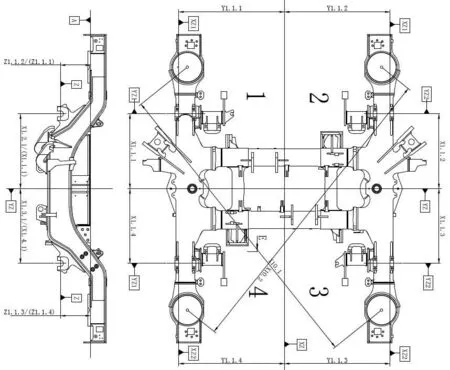
图1 动车X、Y向基准
按照新造标准检测了10个构架,此10个构架测量结果均不合格,且超差数值较大,而超差尺寸集中在转臂定位座的X/Y 方向,既图纸中770±0.2 与1088±0.2 的尺寸,在CRH3C 以图纸基准测量770 与1088尺寸理论值偏差的结果见表2(深色为正值、浅色为负值):
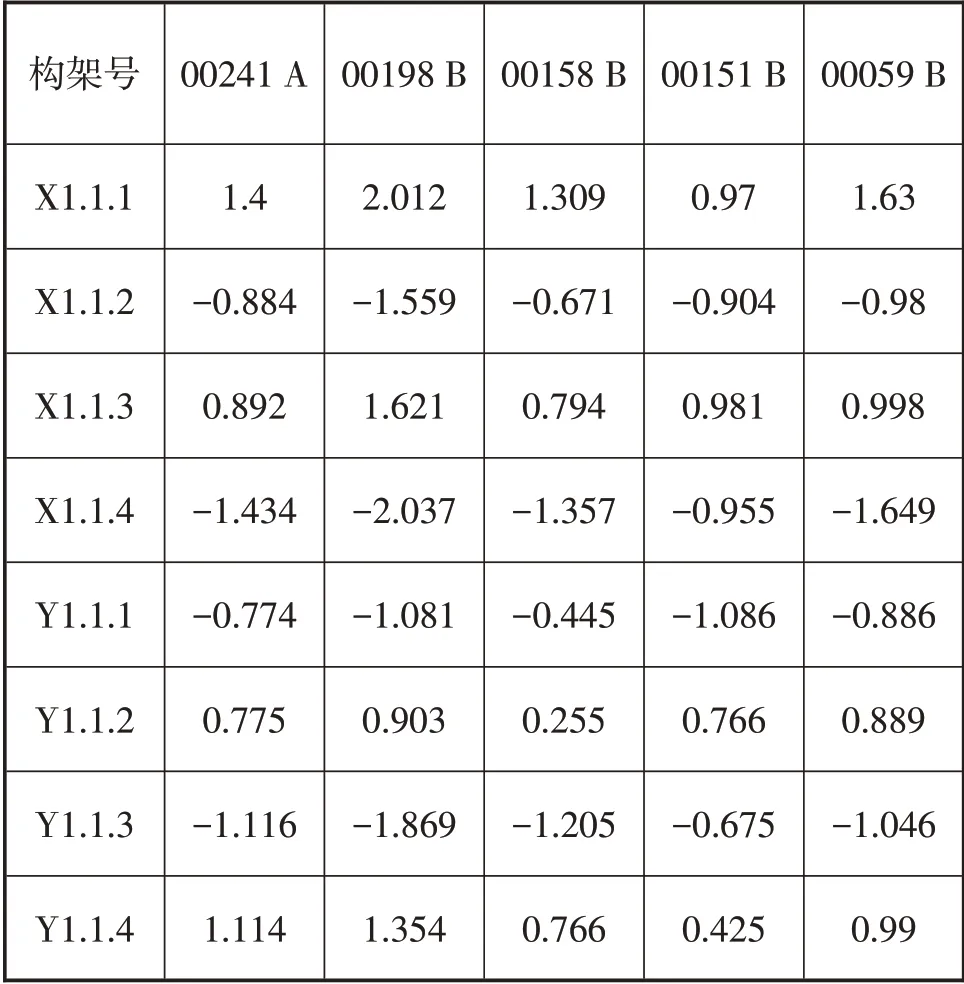
表2 动车基准测量偏差表
根据上表数据可得到以下推论,动车构架测量数据全部超差,但超差结果比较规律,在X方向数值的偏差规律1(一位角)与4(三位角)、2(二位角)与3(四位角)尺寸偏差值对称数值基本相等,符号相反;在Y方向数值的偏差规律,1(一位角)与4(三位角)、2(二位角)与3(四位角)尺寸偏差值对称数值基本相等,符号相反。
综合以上分析,发现按照构架新造图纸中提供的尺寸测量标准,包括新造标准中的测量基准和尺寸公差带,已经无法验证转向架构架的实际尺寸,因此需重新选定基准面,以转臂定位座为基准取中更为合理。分别以同一轮对外侧转臂定位座内平面取中得出2 个平面XZ1、XZ2,再次取中得出XZ 平面;以同一转臂定位座两个立面取中得出中面,分别对同一侧梁上的转臂定位座的中面取中得出2个平面YZ1、YZ2,再次取中得出YZ 平面。结合以上分析,五级修构架测量采用此方法进行测量。
4 结束语
CRH3C型动车组到达五级修修程时,使用原始制造标准对其进行约束已不太现实,根据实际情况去探讨新方法势在必行,比如构架建立了新的测量方式,然而是否需要对所有尺寸进行测量是有待于进一步对其进行验证的。