锁紧片与盖板的自动装配技术的研究与应用
2018-06-22张波利马贵斌
张波利 马贵斌
(1.中航光电科技股份有限公司,洛阳 471000;2.空军驻洛阳地区军代表室,洛阳 471000)
1 连接器装配水平概述
目前,国内有数百家性质不同、规模迥异的连接器企业,绝大多数企业的装配模式整体上大同小异,都是依靠手工装配为主导的生产模式。这种经营模式的优点之一是适合多品种、小批量的市场需求,在一定程度上降低了企业的固定资产投入,增加了流动资金数额,有利于企业的生存发展,但同时存在质量过程不易控制、人工劳动强度大、不利于人员职业健康等缺点。特别是对于批量大、装配工作量大的产品而言,从长远来看,其与企业自身盈利的需求不相适应。所以,装配技术的提升和创新是企业立足市场竞争的重要因素。
某系列型号产品的锁紧片与盖板的装配过程包含的零件种类有上台设备装配成的半成品、锁紧片、盖板等,人工装配一致性不好。结合其特点,笔者研发出一种全新的、先进的装配技术来完成该类连接器产品的生产装配,对企业而言,将是一件意义重大的事情。
2 锁紧片与盖板的自动装配技术的研究与应用
2.1 锁紧片与盖板的装配技术分析
2.1.1 工艺现状分析
某系列型号的锁紧片与盖板的装配过程包含的零件种类有上台设备装配成的半成品、左锁紧片、右锁紧片、盖板四种。目前靠手工完成装配,需要三工序3人分别装配完成,装配效率低,锁紧片结构复杂,不易安装,批量生产时需要人工较多,产品的安装一致性较差。
2.1.2 自动装配思路分析
结合产品特点和装配工艺,将手工装配工序转换成相应的自动装配工位,首先考虑将上台设备装配成的半成品自动放置于一个起始工位,左右锁紧片分别自动上料,当半成品转移到对应装配工位时,将锁紧片和半成品装配,锁紧片装配完成后,经检验工位检验合格后,自动转移到成品输出工位。
2.2 锁紧片与盖板的自动装配方案设计
2.2.1 总体方案思路
基于某系列型号的锁紧片与盖板的装配工艺现状分析和自动装配思路分析,结合其自身特点,若要实现锁紧片与盖板的全程自动装配,需设计出零件的自动上料、自动装配、自动卸料等功能组件。
某系列型号的锁紧片与盖板的装配过程包含的零件有上台设备装配成的半成品、左锁紧片、右锁紧片、盖板。首先需要把上台设备装配成的半成品由上料组件放置到装配位置,左右锁紧片自动上料,和半成品在不同工位依次完成装配,经测试工位检测合格后,和经自动上料到工位的盖板完成壳体装配,装配完成后由卸料组件送出,自动装配主要功能组件如图1所示。
2.2.2 方案实施过程
依据总体构思,最终目标是研制一台应用锁紧片与盖板的装配技术的自动装配机,实现某系列型号产品的自动装配,其各主功能组件方案设计如下。
(1)工位转移组件。工位转移组件是确保自动装配有序、准确运行的基础,此处采用旋转式多工位圆盘结构。圆盘等分为八工位,每工位安装有固定壳体的夹具,可顺序完成上工位半成品放置、左/右锁紧片装配、检测、盖板装配、成品转出、清洁等工位的要求。
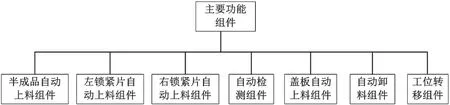
图1 自动装配主要功能组件
壳体夹具的夹紧与松开采用斜块上下移动来完成,将水平运动改为上下运动,减少了圆盘上的气缸数量,优化了整体结构。
(2)上工位半成品上料组件。半成品上料组件如图2所示,由水平位移气缸、上下位移气缸、摆动气缸、气动夹爪及支撑工装件组成。
上工位半成品装配完成后,放于上工位的转出工位。水平位移气缸、上下位移气缸及摆动气缸运动到位,气动夹爪夹取工件,将产品搬运至圆盘起始工位处。
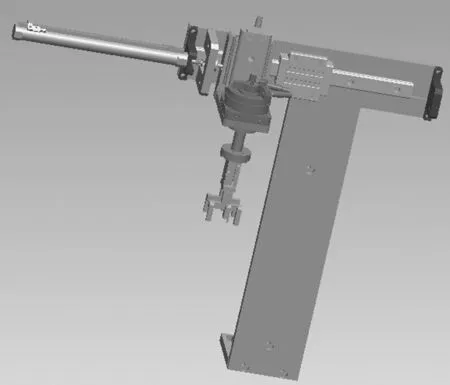
图2 上工位半成品上料机构
(3)左/右锁紧片装配组件。锁紧片装配组件由振动盘送料机构、前端检测及阻断机构和锁紧片的夹取、转移、装配机构组成。其中,夹取、转移、装配机构由水平位移气缸、上下位移气缸、摆动气缸、气动夹爪和支撑工装件组成。
目前,在制造业中,振动盘制作技术已日趋成熟,根据零件自身结构特点,振动盘配有直线运料器和光电感应系统,识别锁紧片上料情况,保证上料顺利进行。
由于某系列产品锁紧片和壳体的特殊结构限制,锁紧片装配不能垂直装配,否则会损坏壳体结构,装配时首先将锁紧片以倾斜一定角度放置到壳体的某位置,再旋转一定角度锁紧片完成和壳体的装配。此处采用了上下位移气缸斜装后,旋转气缸垂直安装的办法解决锁紧片装配不能垂直装配的难题。上下位移气缸以与竖直方向成倾斜15°安装,摆动气缸与上下位移气缸垂直安装,摆动幅度15°,从而保证了锁紧片的最终装配精度。
(4)检测机构组件。检测功能通过安装在上下滑动气缸的两个探针来检测左右锁紧片是否装到位来实现,检测到的装配不到位壳体,在成品输出环节会予以剔除。
(5)盖板装配组件。盖板装配组件由振动盘输送装置和水平位移气缸、上下位移气缸、气动夹爪、压装气缸和支撑工装件组成。盖板装配机构如图3所示。振动盘机构将盖板自动定向排序上料,上料后气动夹爪夹取盖板,转移到盖板装配工位,通过压装气缸将盖板压装到位。
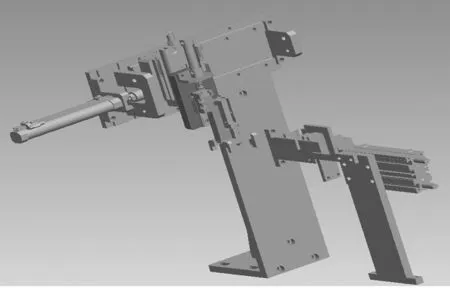
图3 盖板装配机构
3 结论
通过某系列型号产品的研究,笔者掌握了某系列型号的锁紧片与盖板的自动装配技术,并将该技术成功应用于实际生产中,降低劳动强度的同时,使得该系列型号产品的生产效率得到大幅度提高。装配锁紧片时,创新性地采用斜装后旋转垂直装的办法解决锁紧片装配不能垂直装配的难题。转盘松开夹具环节,采用斜块将水平运动改为直线运动,减少转盘上气缸数量,优化了整体结构。该技术在行业内具有很大的应用空间,具有很大的推广和实用价值,值得人们继续探索、完善和创新。
