TOFD法检测GIS筒体纵焊缝研究
2018-06-19聂晓波
吴 迪,董 伟,孟 宇,聂晓波
(辽宁东科电力有限公司,辽宁 沈阳 110179)
气体绝缘全封闭组合电器(GIS)作为高压电气设备,其故障率只有常规设备的20%~40%,由于其占地面积小、可靠性高、安全性好、安装周期短等优点[1],已经被广泛应用到输变电工程中。但GIS外壳焊缝存在缺陷将导致SF6气体泄漏和外部水分渗入,降低设备的绝缘性能[2],影响设备和输变电线路安全运行。因此,对GIS外壳焊缝进行检测,对于设备的安全运行有着重大意义。
超声波衍射时差法(TOFD)是一种依靠被检材料内部缺陷端点处得到的衍射能量来检测缺陷的方法,具有检测速度快、检测结果可靠性高等优点,广泛应用于钢材焊缝检测领域。近年来已将TOFD法应用于厚板铝合金焊缝检测[3-4],并讨论TOFD法对变电站设备焊缝检测的适用性[5]。以往研究的试验检测对象都是铝材平板对接焊缝,实际上GIS外壳并非平板,其焊缝两侧母材存在一定弧度。本文使用带有弧度的铝合金试板模拟实际GIS外壳,通过TOFD法对纵焊缝进行检测。
1 TOFD法检测基本原理
TOFD法检测是利用被检工件内部缺陷端点的衍射波信号检测缺陷的一种超声波检测方法。该方法检测原理见图1,由1个超声波发射探头和1个接收探头组成[6],超声波发射探头发射脉冲后,第1个到达接收探头的信号是在被检工件表面下传播的直通波A;如果没有缺陷,第2个到达接收探头的信号是被检工件的底波D;如果有缺陷,那么缺陷上端点B和下端点C的回波会先于底波D到达接收探头。检测过程中,由于直通波A和底波D始终存在,观察二者之间是否有缺陷衍射波,就可以判断被检工件内部是否存在缺陷。
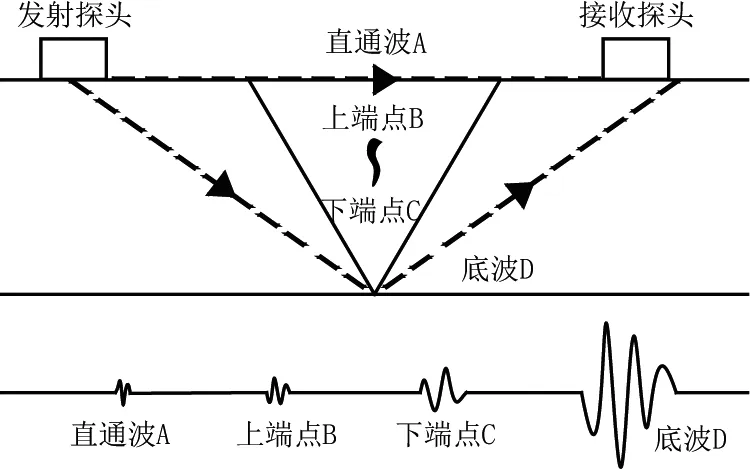
图1 TOFD法检测原理图
2 检测过程和结果
2.1 检测对象
根据GIS设备实际情况,选用3块圆弧铝板的纵焊缝作为检测对象,如图2所示。铝板规格为400 mm×300 mm×8 mm,半径为25 mm。
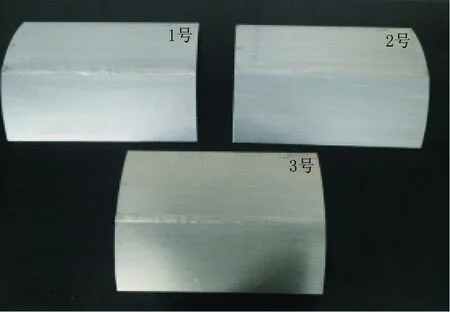
图2 试验检测对象
3块铝板的纵焊缝内部均存在点状缺陷和线型缺陷2种,具体缺陷情况见表1。

表1 铝板纵焊缝缺陷
2.2 检测参数设置
研究表明,使用TOFD法检测铝合金薄板焊缝时,为了得到接近实际情况的检测结果,应对10 MHz的探头和角度为70°的楔块进行检测[7]。经计算,探头间距为15.4 mm时,探头中夹角为120°,可以获得最佳衍射效果,最有利于发现缺陷。
2.3 检测结果
分别对3块铝板的纵焊缝进行检查,结果如图3—图5所示。
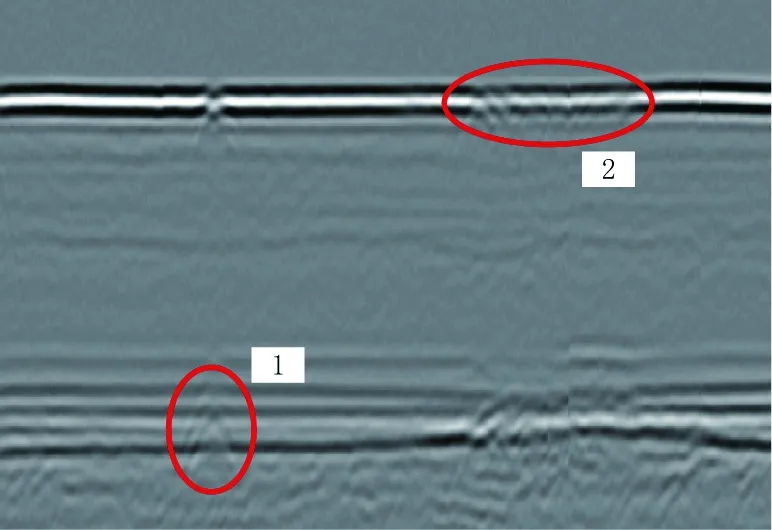
图3 1号铝板检测结果
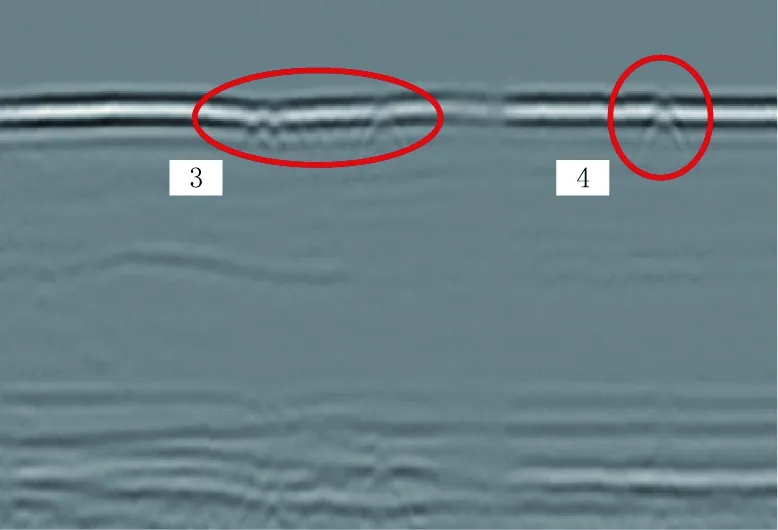
图4 2号铝板检测结果
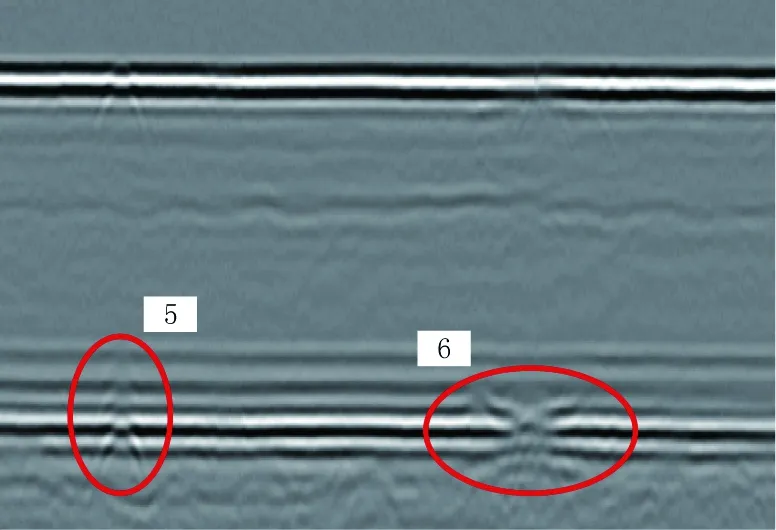
图5 3号铝板检测结果
使用TOFD分析软件对发现的缺陷进行测量,结果如表2所示。
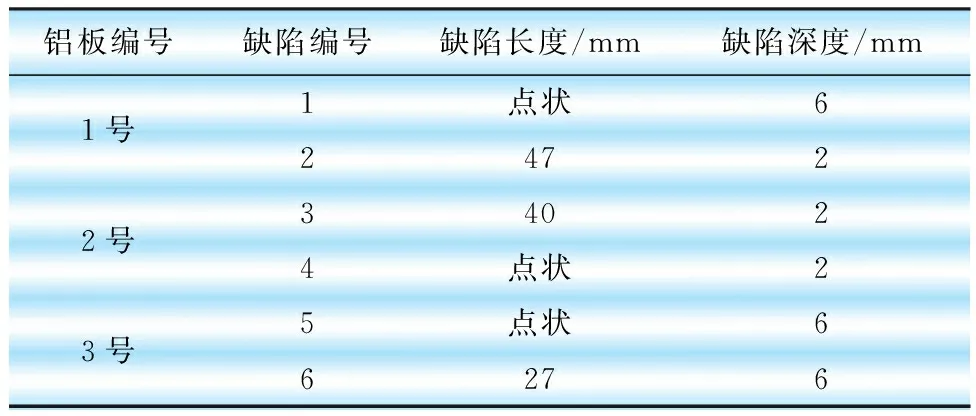
表2 焊缝缺陷测量结果
通过对比表1和表2可知,实际检测过程发现了6处缺陷,只在部分缺陷的长度和深度方面略有偏差。
3 结论
a. 使用TOFD法对带有弧度的铝板纵焊缝进行检测,检测结果具有较高的准确性,可将TOFD法应用于GIS筒体纵焊缝检测。
b. 在对薄铝板进行TOFD检测时,应根据壁厚选择高频率探头和大角度楔块,同时还应准确设置探头间距,才能有效检测出焊缝缺陷。
c. 1号和3号铝板检测结果表明,薄铝板的根部点状缺陷,不仅在底波处有缺陷显示,也会在上表面的直通波处有缺陷显示。这对于薄铝板焊缝根部点状缺陷的检测具有一定指导意义。
参考文献:
[1] 张智军.GIS设备的运行维护[J].东北电力技术,2009,30(7):24-26,36.
[2] 田 鹏,李付永.GIS设备漏气现场处理工艺[J].东北电力技术,2007,28(8):35-37.
[3] 刚 铁,徐 艳,迟大钊,等.铝合金焊缝超声TOFD检测的信号特征[J].焊接学报,2005, 26(8):1-4.
[4] 迟大钊,刚 铁,袁 媛,等.面状缺陷超声TOFD法信号和图像的特征与识别[J].焊接学报,2005, 26(11):1-4.
[5] 韩凝晖,包乐庆,王国俊.特高压变电站主设备焊缝衍射时差法检测适应性分析[J].电力建设,2015,36(6):84-88.
[6] 李 衍.焊缝超声TOFD法探伤和定量新技术[J].无损探伤,2003,27(5):5-9.
[7] 李 衍.薄板试件的超声TOFD法缺陷定量和成像[J].无损探伤,2005,29(5):1-5.
