浅谈脉冲MAG焊接S500MC钢材工艺
2018-06-19刘玥
■刘玥
中国北车集团大连机车车辆有限公司
S500MC概述
S500MC是冷成型高屈服强度钢,具有良好的冷成型性,用于要求良好的冷成型性能并有较高或高强度要求的汽车大梁、横梁等汽车结构件。
1 S500MC化学成分和力学性能
1.1 化学成分
该钢种执行EN10149-2标准,交货状态为热形变轧制状态,熔炼分析测定的主要化学成分为C≤0.12%,Mn≤1.7%,Si≤ 0.5%,P≤ 0.25%,S≤ 0.015%,Al≤ 0.015%,Nb≤0.09%,V≤0.2%,Ti≤0.15%,属于热机械轧制细晶粒结构钢。
1.2 力学性能
最低屈服强度500N/mm2,抗拉强度550~700N/mm2,延伸率12%~14%。
2 S500MC焊接性分析
根据该钢种化学成分中各元素的含量,带入碳当量公式:

可得CEV≤0.4%,由此可以判定该钢种的可焊性良好,且该钢种在交货时采用热机械轧制处理,控温控冷,因此材料的组织中会含有少量的珠光体,这些珠光体对于不同的焊接方法和不同的焊接条件下,均可以保证该钢种无困难的焊接,其优点在于:这种钢在恶劣的焊接条件下也可以不要求焊前预热。
3 焊材的选择
根据低合金高强钢的焊材选配原则:一般要等强或高强匹配,再根据被焊部件的质量要求、焊接工艺性能、焊接方法来总和考虑确定焊材。这里我选用ER55-G焊丝,气体选取20%CO2和80%Ar,在Ar气中添加CO2可以有效地增加熔深。
4 脉冲MAG焊接工艺
4.1 熔化极气体保护焊简介
对于熔化极气体保护焊而言,保持电弧长度不变的调节方式称为ΔI(内调节)调节,这种调节方式是送丝速度在焊接过程中保持在预先调定的位置不变,当电弧长度发生变化时,电弧电压将发生变化,这一较小的变化将导致焊接电流的大幅度变化(ΔI)参见下图。
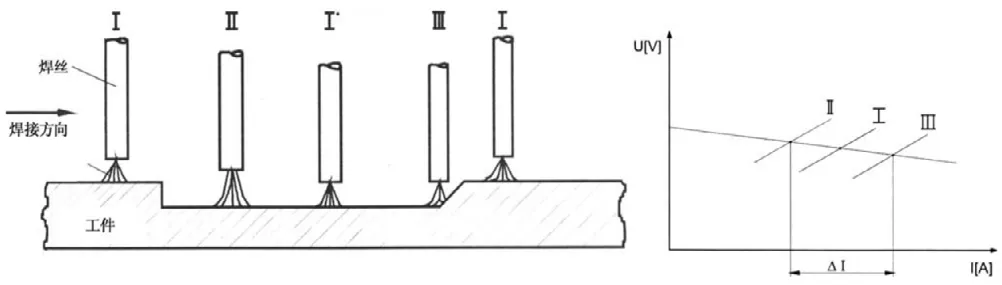
焊接时,当电弧从I 点移到Ⅱ点时,电弧将变长,从电源外特性曲线与电弧静特性曲线可看出,此时电流明显变小,故焊丝熔化速度明显减慢,所以,在最短时间内电弧恢复到原始长度(I点)。当电弧移到Ⅲ点时电弧变短,焊接电流明显变大,焊丝熔化速度加快,则电弧长度又重新恢复到I 点的原始长度。这种调节是依靠不同的电弧长度的电流差值来调节的,因此叫做ΔI 调节。在整个调节过程中,外部没有变化,故称为“内部”调节,ΔI 调节方式适用于平特性或缓降特性的焊接电源,即当电流有很大改变时,电压变化很小,在实际焊接中这种外特性适用于熔化极气体保护焊焊接方法。
4.2 脉冲MAG焊特点
脉冲电弧焊与直流焊相比较,其优缺点如下:
优点:良好的引弧性能;焊接参数对所焊工件的良好适应性;热输入量可保持最小;较粗焊丝可焊较薄工件;在整个脉冲功率调节区内飞溅少;焊缝的良好抗气孔性能;与直流焊相比对空间焊缝其熔化效率约高 25%;良好的抗腐蚀性能。缺点:焊接设备较昂贵;焊接设备的调整较复杂;导电咀寿命较短,以上是本人浅谈脉冲MAG焊接S500MC钢材工艺,如有不对之处希望各位专业人士予以批评指正。
[1]EN10149-2 热形变轧制钢交货条件
[2]中国焊接学会.焊接手册.北京:机械工业出版社,2001
[3]国际焊接工程师(IWE)培训教材.哈尔滨:哈尔滨焊接培训中心,2010
