多种铝热剂复配设计及其热性能
2018-06-19贾栓柱甄建伟杜仕国赵志峰
贾栓柱, 甄建伟, 杜仕国, 闫 军, 赵志峰
(1. 陆军工程大学石家庄校区弹药工程系, 河北 石家庄 050003;2. 陆军北京军代局驻长治地区军代室, 山西 长治 046000)
实弹训练中,未爆弹药销毁主要采取炸毁方法[1-3]处理。该方法具有人员操作安全性低、额外增加爆炸当量和处理周期长等缺点,难以满足训练过程实时、安全、高效的处理需要。根据文献[4]可知:Al的密度大,燃烧热高,且燃烧产物Al2O3的熔点低(2 050 ℃)、沸点高(2 980 ℃),易使产物形成熔融态,在金属切割和弹药销毁领域应用广泛[5-11],其中在弹药销毁领域可实现射击训练场不用额外增加爆炸当量即可就地销毁。目前,应用的主要方式包括金属射流销毁法和应用模具的粉态铝热剂高温销毁法,但仍存在人员操作安全性低、操作相对复杂等问题。
采用金属基可燃胶体高温灼烧方式就地销毁未爆弹药,具有可操作性强、作业效率高、安全风险低、场地适应性强,容易实现机器人远程隔离操作以及对操作的精准度要求低等特点,特别适合于手榴弹、枪榴弹、子母弹和单兵火箭弹等壳体较薄、弹体较小、战斗部壳体为低熔点合金材料的弹种。然而,铝热剂胶体化后的反应形态和伴随反应与粉状铝热剂的反应过程存在差异,为使铝热剂胶体得到最佳反应效果,达到销毁未爆弹药目的,笔者采用均匀设计法进行多种铝热剂复配设计。
1 理论分析
1.1 均匀设计法
均匀设计法[12]是利用数论中的一致分布理论,将数论与多元统计相结合,挑选“均匀分散”的试验点,使每个因素的每个水平仅做一次试验,且任意2个对应不同水平的因素相结合的试验点只出现一次,这样可通过尽可能少的试验次数获得最多的信息,因此特别适用于多因素、多水平的试验和系统完全未知的情况。该方法通过一系列数学模型建立了一套均匀设计表和与之对应的使用表。
均匀设计法的步骤为:1)根据相关理论,计算得出所需试验次数,并选取相应的初始均匀设计表;2)结合与均匀设计表相对应的使用表,根据试验的因素数,得到本试验最终的均匀设计表;3)对试验数据进行相关性分析,得到对应因素与结果的关系。
1.2 配方选择
对于依附型铝热剂,考虑生成物流动性、保温性、热传导以及能够熔化金属板和环保经济等特点,初步筛选铝热剂应达到以下要求:1)生成物金属为液态;2)生成物绝热温度在2 000 ℃以上;3)反应放热量在3 500 J/cm3以上;4)氧化物日常放置稳定、无毒性;5)氧化物应常见,且价格相对低廉。根据文献[13],筛选出5种基本满足上述要求的铝热剂,其铝热反应及其相关性质[14]如表1所示。

表1 铝热反应及其相关性质
金属基可燃胶体高温灼烧是利用反应产生大量的高温熔融金属依附弹药金属,实现对未爆弹药的熔穿销毁。因此,若假设被熔金属为铁板,则熔穿过程需要综合考虑以下5个因素:
1) 绝热温度高。
2) 等体积产生热量多。反应放热量多,保证等体积的铝热剂能够产生更多的能量。
3) 生成金属比热容高且热导率不小于被熔金属,保证热量的正常传导。
4) 生成金属熔点不宜过高。如果生成金属熔点太高。会过早固化在被熔金属表面,这既不利于热量的传导,又不利于金属板熔化形成的熔融金属的流动,且会对金属熔穿起相反的作用。
5)不会产生大量的气体。弹药销毁过程中不利用模具进行依附燃烧,因此需要胶体燃烧平稳,不产生喷溅,保证熔渣的有效利用与安全性,避免热量的大量流失和有利于温度的保持。
综合以上5个因素,对表1中材料分析如下:
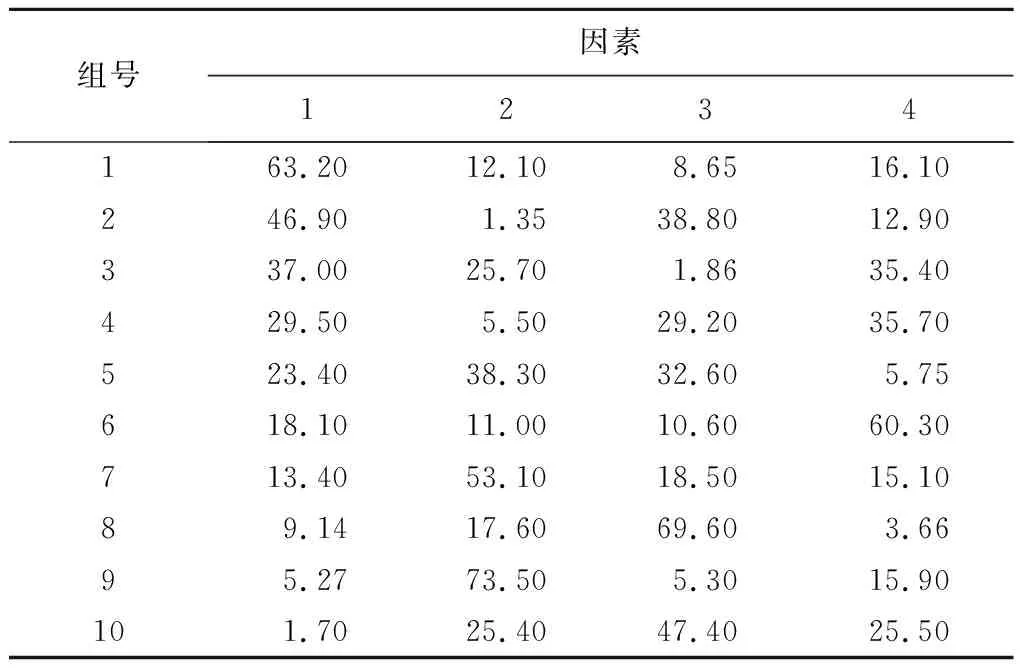
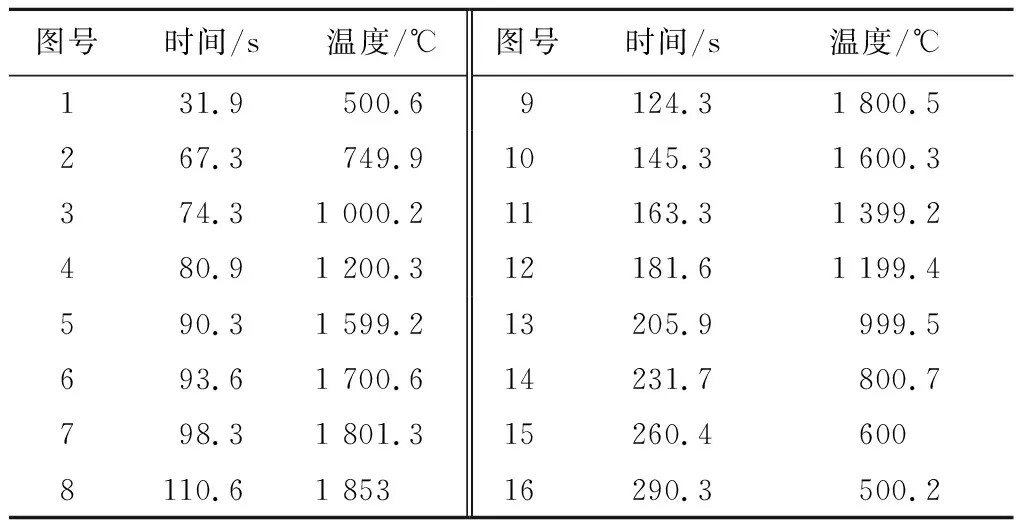
1) 5种铝热剂绝热温度的关系为T3 2) 5种铝热剂等体积反应放热量的关系为ΔH4<ΔH5<ΔH2<ΔH1<ΔH3,即Al/CuO的反应放热量最多,但CuO在1 026 ℃时会分解产生O2[15],因此在反应过程中会同时产生气体,宜适量采用。 3) 5种铝热剂生成金属比热容的顺序为c5 4)5种铝热剂生成金属熔点的关系为Tm_4 5)5种铝热剂产生气体量的关系为Vm_2 通过以上对比可知:Al/Fe3O4反应产生气体量比Al/Fe2O3少,熔渣产生量比Al/Fe2O3多,且易产生更多熔融金属,因此选用Al/Fe3O4;由于YO3在850 ℃时会显著升华,且生成金属Y熔点太高、比热容低,因此Al/YO3不宜大量加入;Al/SnO2的绝热温度、反应放热量均不佳,且生成金属Sn热导率比Fe小,反应产生气体量较大,不宜选用。因此,本试验选取Al/Fe3O4、Al/CuO、Al/YO3三种铝热剂进行试验。 Al/KNO3反应放热量为-8.36 kJ/g[16],即Al/KNO3的反应放热量是相同质量Al/CuO的1.9倍。为提高整体反应放热量,且使综合效果最佳,以Al/KNO3为辅助添加剂,其反应方程式为 6KNO3+10Al→5Al2O3+3K2O+3N2。 KNO3在330 ℃时熔融,380 ℃时开始分解,670 ℃时产生O2和N2,565 ℃时才会与Al发生反应,因此反应过程中会产生大量的气体。Al/KNO3的气体产生量是相同质量Al/CuO的6倍,因此不宜大量使用。 本试验铝热剂配方主要用来熔穿金属板,需要至少达到能够熔穿金属的温度和热量。由于影响温度变化的因素很多,因此本试验选取温度为测量指标,以达到选取最佳配方的目的。 考察因素分别为ω(Al/KNO3)(ω1)、ω(Al/Fe3O4)(ω2)、ω(Al/CuO)(ω3)、ω(Al/YO3)(ω4)4个因素,则本试验因素数m=4。为寻求最佳配方比及使理论模型可信度更高,根据均匀设计理论的要求,试验次数n应满足 n>1+m(m+3)/ 2=15。 (1) 对照均匀设计手册中所给定的均匀设计表,确定本试验次数n=16,因此选取U16*(1612)均匀设计表[11, 17]。利用均匀设计软件进行无约束配方设计,每组试验的药剂质量为100 g,对应得出试验配方均匀设计表,如表2所示。 表2 试验配方均匀设计表 % 对16组配方进行燃烧试验,并用红外热像测温仪测量温度,其各组配方燃烧的最高温度如表3所示。红外热像测温仪成像测量仪型号为希玛AS892,试验测温为200~2 200 ℃,响应波长为8~14 μm,响应时间为500 ms,误差±2%,分辨率为0.1 ℃。 表3 各组配方燃烧的最高温度 根据均匀设计软件使用手册分析可知:配方设计中4个因素的和为1。因此,用DPS数据处理系统对ω2、ω3、ω4进行二次逐步线性回归分析,其中:显著性水平α=0.1,变量引入/剔除参考值为Fn(α,1,n-2)=Fn(0.1,1,14)=3.102,则建立的配方回归方程为 Y= 1 462.52 + 8.33ω2+11.32ω3+9.06ω4- 0.07ω2ω4。 模型最终引入因子数p=8,分别为ω2、ω3、ω4、ω22、ω32、ω42、ω2ω3、ω2ω4,则检验值t(α,n-p-1)=t(0.1,7)=1.415。表4为各个因子的t值,可以看出:各因子t值均大于t(0.1,7),符合要求。 表4 各因子t值 检验临界值Fm(p,n-p-1)=Fm(8,7)=6.840。由于DPS数据处理系统计算得出模型的Fm=75.561 4>6.840,模型误差自由度n-8=8>5,相关系数R2=0.988 6≈1,说明模型的可信度高。 为验证模型的真实性,根据均匀设计表U10*(108)建立配方表,如表5所示,其试验测量温度的真实值与模型预测值如表6所示。 由表6可知: 1) 与模型预测值相比,试验测量温度的真实值偏小。分析其原因为:实际测量环境并非真空,空气对流导致热量散失,进而使红外辐射减弱;红外热像分析数据存储存在一定时间间隔,而铝热剂温度变化为连续变化,数据采集存在误差。 2) 模型预测值与试验测量真实值的平均误差约为3.5%,误差在合理范围内,说明模型可信。 表5 配方U10*(108) 均匀设计表 % 表6 试验测量温度的真实值与模型预测值 利用MATLAB软件对模型进行运算预测,可得出配方三维可视化模型,其表示范围为ω2+ω3+ω4≤100%,如图1所示,并计算其最佳配方如表7所示。 因素1234最佳配比/%14322826最佳温度/℃1 873.6 根据模型预测的最佳配方进行试验,并用红外测温仪进行成像测量,其燃烧过程红外图像如图2所示,对应的时间和温度如表8所示,温度变化曲线如图3所示。 图号时间/s温度/℃图号时间/s温度/℃131.9500.69124.31 800.5267.3749.910145.31 600.3374.31 000.211163.31 399.2480.91 200.312181.61 199.4590.31 599.213205.9999.5693.61 700.614231.7800.7798.31 801.315260.46008110.61 85316290.3500.2 由表8可知:燃烧过程试验测定的最高温度为1 853 ℃,与建立的模型预测结果相接近。由图3可以看出:在引燃初始阶段至60 s,温度由外界环境温度(23 ℃)升高到550 ℃左右,说明铝热剂并未被引燃,而是铝热剂胶体中的胶状粘结剂在燃烧;在60 s以后,温度逐步达到高温,此时铝热剂被引燃。 将图3的燃烧过程定义为两级燃烧过程:一级燃烧过程,可为铝热剂胶体无人挤胶系统远离场地提供足够的时间;二级燃烧过程,铝热剂产生的高温液态金属可将手榴弹、枪榴弹、子母弹、单兵火箭弹等壳体较薄、弹体较小、战斗部壳体为低熔点合金材料弹种的弹壳熔穿并引燃内部装药,达到销毁的目的。 利用配方均匀设计理论对Al/Fe3O4、Al/CuO、Al/Y、Al/KNO3四种成分进行了配方均匀设计,通过DPS数据处理系统建立的理论模型与试验测量温度真实值平均误差约为3.5%,可信度较高,最终确定金属基可燃胶体最佳配方为ω(Al/KNO3)=14%,ω(Al/Fe3O4)=32%,ω(Al/CuO)=28%,ω(Al/YO3)=26%,可达到的理论最高值为1 873.6 ℃。 通过改善铝热剂配方,可使胶体化铝热剂的反应温度得到较大提升,这在一定程度上推进了胶体化铝热剂在远程操作销毁弹药中的应用进展。 参考文献: [1] 刘鹏,张怀智,金昌根,等.废旧弹药爆破销毁技术综述[J].工程爆破,2011,17(1):86-89. [2] 于淑宝,汪旭光,王伯银.被覆爆炸法:销毁常规废旧弹药的技术[J].工程爆破,2016,22(6):83-86. [3] 黄鹏波,张怀智,谢全民,等.废弃常规弹药销毁技术综述[J].工程爆破,2013,19(6):53-56. [4] 王鹏,张靖.烟火切割剂力学分析及药剂配方设计与实验[J].含能材料,2011,19(4):459-463. [5] 张启功,安振涛,肖辉,等.基于金属熔流的未爆弹药销毁技术研究进展[J].工程爆破,2016,22 (4):47-51. [6] SONG E.Thermite destructive device:US5698812[P].1997-12-16. [7] HEINRICH H.Hazardous material disposal,especially chemical munitions disposal:DE19740089[P].1998-03-12. [8] 吴永胜.一种手工自蔓延切割技术的研究[D].石家庄:军械工程学院,2009:15-26. [9] 宋佳星,方向,周鹏,等.火焰射流型高热剂在废旧弹药销毁中的应用初探[J].火工品,2016(5):46-49. [10] 易建坤,吴腾芳.高热剂燃烧法销毁薄壁弹药的试验研究[J].火工品,2005(1):17-21. [11] 易建坤,吴腾芳,贺五一.用于弹药燃烧销毁的高热剂配方试验研究[J].爆破,2005,22(1):107-111. [12] 方开泰.均匀设计与均匀设计表[M].北京:科学出版社,1994:35-52. [13] FISCHER S,GRUBELICH M.A survey of combustible metals,thermites,and intermetallics for pyrotechnic applications[C]∥The 32nd AIAA/ASME/SAE/ASEE Joint Propulsion Conference.July 1-3,1996,Lake Buena Vista,FL:1-13. [14] 李钒,李文超.冶金与材料热力学[M].北京:冶金工业出版社,2012:464-466. [15] 周建中,田进,薛国华.Si-Bi2O3对Al-CuO铝热剂点火性能的影响[J].广东化工,2016,43(12):58-61. [16] 潘功配.高等烟火学[M].哈尔滨:哈尔滨工业大学出版社,2007:214. [17] 车剑飞,肖迎红,宋晔.高分子材料配方均匀设计系统[J].现代塑料加工应用,2002,14(1):24-26.1.3 测量指标的选择
2 配方设计与试验方法
2.1 配方设计

2.2 试验方法和结果

3 理论模型建立与分析
3.1 模型的建立

3.2 模型的验证

3.3 模型的预测

4 结论
