侧门玻璃降到底时关门振动异响问题解析
2018-06-18成淑仪苟洪东
成淑仪 苟洪东
上汽通用五菱汽车股份有限公司 广西柳州市 545007
1 引言
某车型为一款经济实用的MPV,其侧门玻璃升降系统作为重要功能件,可以实现侧门车窗玻璃的开启和关闭,并通过玻璃运行关闭车窗来分隔车内空间与车外环境,由于侧门开关与驾乘人员的接触密切性,玻璃降到底时关门感知质量具有相当重要的实际意义。某车型前期开发过程中,侧门玻璃降到底时关门振动异响问题故障率高,引起用户抱怨,为提高用户满意度,需要迅速分析问题原因并制定解决措施,解决异响问题。
2 侧门玻璃升降系统的组成
侧门玻璃升降系统是指汽车车门上,实现提升或降低车窗玻璃的功能,并能将玻璃保持在行程内任意位置的若干零部件组成的系统。玻璃升降系统的组成主要包括:侧门结构件,玻璃升降器,侧门车窗玻璃,玻璃导槽,玻璃导槽密封条,内/外水切及其支持件。
3 玻璃升降系统的典型结构
3.1 绳轮式玻璃升降器
由滑块沿玻璃运动轨迹运动对玻璃升降进行控制,滑块通过符合玻璃运动轨迹的导轨进行导向,并与绕丝轮连接,即可由手摇驱动,也可通过电机驱动。滑块与绕丝轮通过柔性的钢丝绳连接,车窗玻璃安装在升降器滑块上。根据升降器导轨的数量,绳轮式玻璃升降器可分为双导轨绳轮式升降器和单导轨绳轮式升降器,双导轨升降器的优点是它具有更好地稳定性,这一优势对于无框车门特别明显。本文的主要研究对象是单导轨绳轮式升降系统,如图1所示。
3.2 玻璃导槽密封条
玻璃导槽密封条与侧门窗框玻璃导槽配合,实现对玻璃的约束,并在车窗完全关闭时起密封作用。玻璃导槽密封条以橡胶、塑料或橡塑共混为主要材料,与玻璃接触的夹持唇边一般在接触面喷涂耐磨材料或在接触面植绒,其他与玻璃接触部分则视需要增加聚乙烯层,以减小摩擦和增大耐磨性。玻璃导槽密封条不但要提供良好的密封性能,还需要确保玻璃顺利地升降。
3.3 内/外水切
内/外水切镶嵌在窗台钣金翻边上,安装在车门钣金与侧门玻璃之间,通过螺钉或卡扣紧固,由挤出和注塑等工艺制造而成的密封条。外水切主要由基体、骨架、亮条等组成。基体材料可采用橡胶、塑料或橡塑共混为主要材料,骨架及亮条材料可采用铝合金或不锈钢,基体与玻璃的接触面一般采用植绒处理,起到防止雨水渗透、减少噪音和增加密封条与玻璃之间滑动的作用。
4 问题确认
某车型OTS1造车阶段,发现前门玻璃降到底的情况下,用力关门有撞击声,严重影响感知质量。同时试验工程师反馈该车型OTS1路试车玻璃降到底关门时有振动异响,共计4起。见表1。
通过对这些问题车辆进行分析,发现故障模式可以分为两种:
(1)前门玻璃降到底时,用力关门产生玻璃振动异响。故障车玻璃下降到底时玻璃Y向约束不足,玻璃振动幅度大,撞击车门内外板加强版或者升降器产生异响。车窗玻璃从下至点处上升20mm-30mm,关门时撞击声减小,玻璃完全关闭时,关门振动异响消失。

表1
(2)后侧门玻璃降到底时,用力关门产生玻璃振动异响。车窗玻璃从下至点处上升20mm-30mm,关门时振动异响改善不明显,玻璃完全关闭时,关门时振动异响消失。
由于前门玻璃降到底时关门振动异响问题出现频次较多,故障率高达30%,故作为重点攻关问题。经过多次验证发现,前门玻璃下降到底的情况下,在内板加强板上贴泡棉后撞击声消失,在外板加强板或者升降器上贴泡棉时没有改善效果,泡棉位置如图1所示,可以确定前门玻璃振动异响问题的撞击点在玻璃与内板加强板中间。
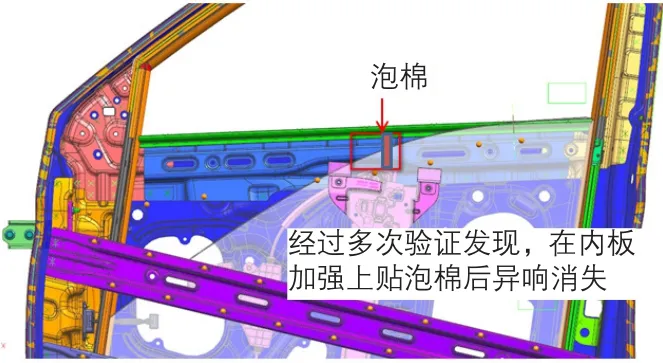
图1 前门玻璃升降系统示意图
5 原因分析
从侧门玻璃升降系统的结构出发,分析可能导致关门玻璃振动异响的原因列举如图2:
5.1 玻璃尺寸调查
通过对玻璃以及玻璃检具进行检测,发现玻璃的制造精度是满足技术要求的,玻璃厚度满足图纸要求,玻璃型面、玻璃托块位置符合检具要求,不存在制造超差的情况。
5.2 玻璃导槽密封条压缩负荷调查
通过对玻璃导槽密封条关键控制项进行检测,压缩负荷检测结果如表2:
玻璃下降到底时,玻璃受A/B断面夹持唇边的Y向约束,玻璃完全关闭时,玻璃受A/B断面及ROOF断面夹持唇边Y向约束,关门振动异响消失,可见玻璃导槽密封条对玻璃的Y向约束与关门时玻璃振动异响是有联系的。
夹持唇边的压缩负荷越大对玻璃的Y向约束越有利,但压缩负荷越大玻璃升降阻力也越大,容易导致升降卡滞等问题,玻璃导槽密封条的压缩负荷符合设计要求,但实测值偏小是关门玻璃振动异响问题的不利因素。
5.3 水切压缩负荷调查
通过对水切关键控制项进行检测,压缩负荷检测结果如表3:
压缩负荷越大对玻璃的Y向约束越有利,由以上数据可以看出水切的压缩负荷符合设计要求。
5.4 水切对玻璃的夹持率调查
玻璃降到底时水切对玻璃的夹持率=夹持区域长度/玻璃总宽度。
某车型与其他量产车型的水切设计断面相比,外水切断面基本一致,但内水切相差较大,故主要对比内水切对玻璃的夹持率如表4:
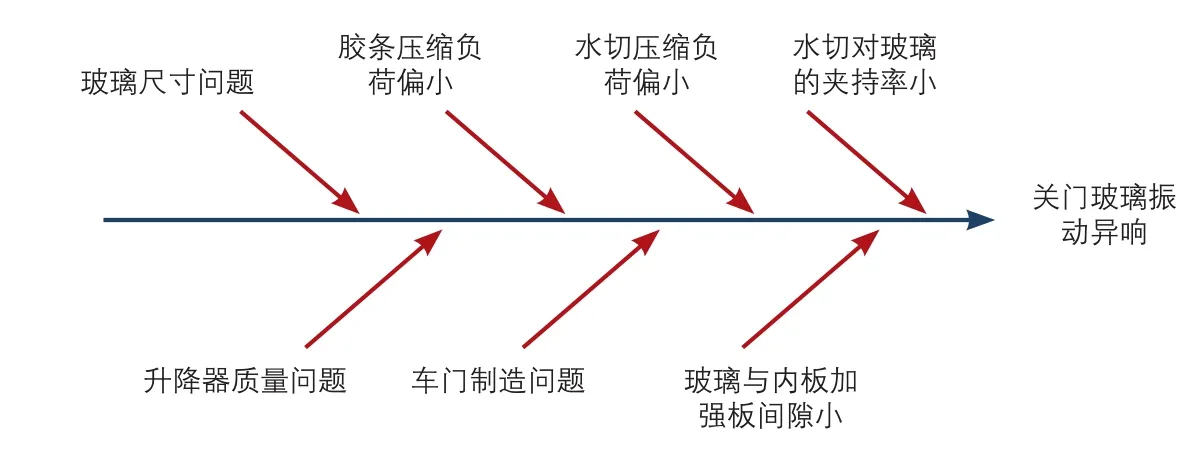
图2 侧门玻璃降到底时关门振动异响的可能原因
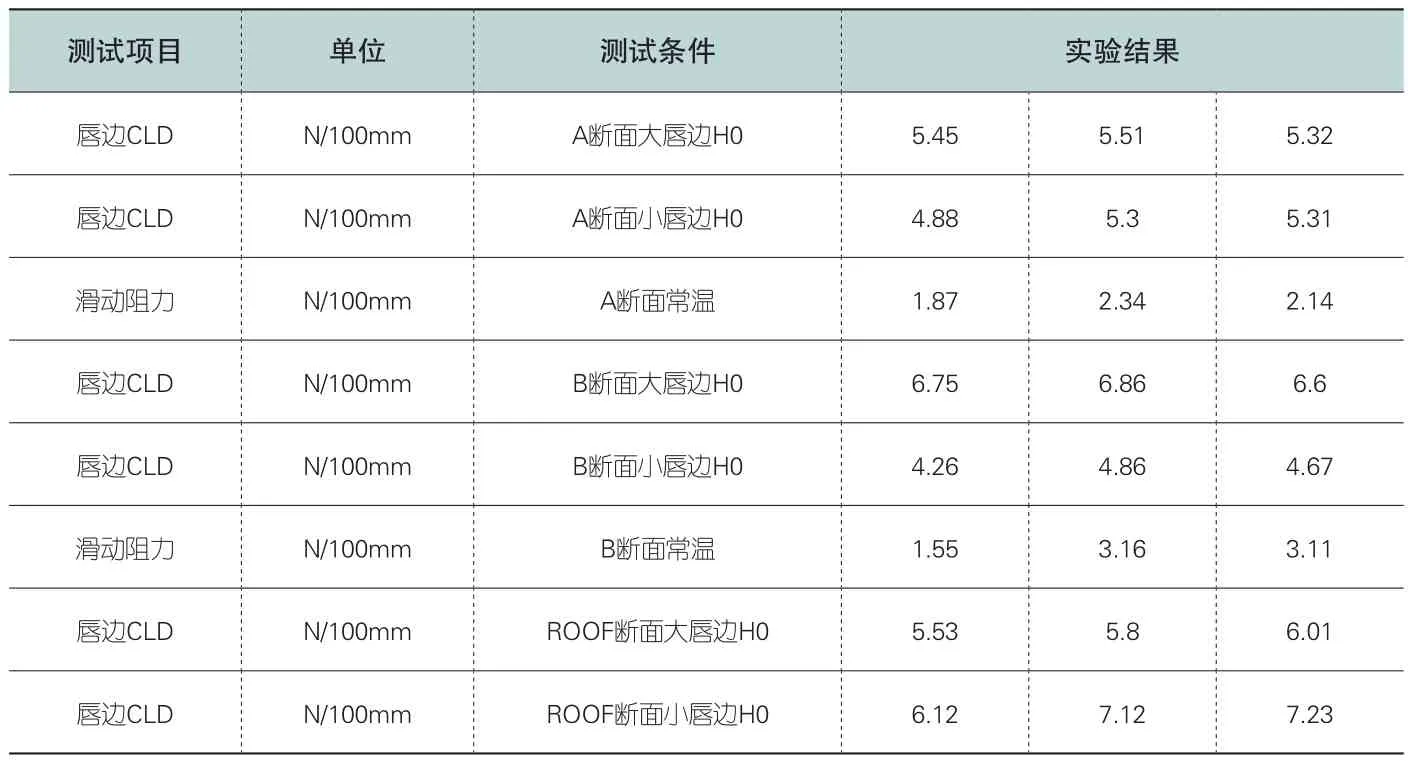
表2

表3
某车型与对标3车型内水切只有一个唇边,对标1、对标2、对标4内水切均有两个唇边。一个唇边的内水切断面压缩负荷较小,升降阻力也较小,但是导致前门内水切对玻璃的夹持率小,该车型与对标3车型均收到前门玻璃降到底时关门玻璃振动异响的反馈,随着车窗玻璃的上升,内水切对玻璃的夹持率越大,异响问题随之改善。因此前门内水切对玻璃夹持率小是问题的根本原因。
5.5 升降器质量调查
通过对玻璃升降器及升降器检具进行检测,发现玻璃升降器关键控制性能是满足技术要求的,但滑块自身有一定的自由度,滑块与导轨之间的距离做严格要求,设计要求≤0.3mm,调查发现玻璃升降器是满足此要求的。
5.6 车门制造质量调查
某车型侧门钣金设计要求如下:
(a)内外板窗台加强板开口尺寸最宽处为28.1±1mm;
(b)内外水切安装面轮廓度±0.5mm;
(c)玻璃导槽面轮廓度为±0.5mm;
(d)玻璃导槽开口尺寸为19.15±0.5mm。
通过对前门/后侧门钣金扫三坐标检测,发现内外水切安装面、前后玻璃导槽制造质量不稳定,后门内外板窗台加强板开口尺寸整体偏大,最宽处偏大1.7mm,后门后导槽Y向最大超差2.23mm,这种状态对玻璃的夹持是不利因素。
实测后侧门故障车发现,玻璃降到底时导槽密封条对玻璃夹持不均匀,侧门外板与玻璃的距离设计值为6mm,实测最宽处Y向偏大3.6mm,导致玻璃导槽密封条对玻璃的Y向约束不足。因此,车门制造质量差是后侧门关门时玻璃振动异响的主要原因。
5.7 玻璃与内板加强板距离调查
通过贴泡棉验证,撞击点在内板加强板水切安装面以下位置,对比玻璃与内板加强板安装面以下位置距离设计值如表5:
某车型与量产车型相比,尺寸基本一致,对标2车型距离最大,但对标1车型玻璃降到底关门声音品质最好,未收到关门振动异响反馈。实车验证将内板加强板与玻璃距离改为12mm,关门时振动异响改善不明显。因此,玻璃与内板加强板间隙小不是主要原因。
5.8 小结
通过以上调查,系统阐述了问题产生的主要原因,列举如下:
(a)玻璃导槽密封条压缩负荷偏小是不利因素,需要进一步验证;
(b)内水切对玻璃的夹持率小是根本原因;
(c)车门钣金Y向尺寸偏差大是原因之一。
6 解决措施
根据分析的原因,制定相应的解决措施,具体如下:
(1)增大内水切对玻璃的夹持率至0.5,同时保证滑动阻力满足要求;
(2)增大玻璃导槽密封条压缩负荷,同时保证滑动阻力满足要求;
(3)控制车门钣金制造质量,保证Y向尺寸符合设计要求。

表4

表5
7 效果验证
7.1 为增大内水切对玻璃的夹持率,同时保证滑动阻力满足要求,在原内水切断面的基础上延长钢带骨架7mm,并在底部增加短植绒唇边,内水切对玻璃的夹持率为0.4,水切压缩负荷及滑动阻力不发生变化。同时,更改前门玻璃升降器行程,将前门玻璃下至点上移10mm,内水切对玻璃的夹持率增加至0.5。内水切及升降器断点后,未发现升降卡滞问题,明显改善玻璃降到底关门振动异响问题。
7.2 将玻璃导槽密封条压缩负荷调整至(7±0.5)N/100mm,滑动阻力增大,但符合设计要求,实车验证,更改胶条压缩负荷后,后侧门手动升降器操作力会增大0.2N.M,关门声音品质比只更改内水切及升降器好。
7.3 逐一落实上述各个整改措施,在符合要求的车门钣金上验证,经后续路试车试验证明,未再收到前门/后侧门玻璃降到底时关门振动异响问题的反馈,明显提高了该车型的关门声音品质,说明所制定的解决措施是有效的。
8 结语
这次异响问题的改善,是对玻璃的Y向约束进行了改进,提高水切对玻璃的夹持率,增大玻璃导槽密封条的对玻璃的约束。夹持唇边的压缩负荷越大玻璃升降阻力也越大,会影响升降器电机输出力矩,导致电机失效或异响,容易出现升降卡滞、升降缓慢等问题,压缩负荷越小对玻璃的Y向约束越小,会影响关门声音品质,甚至过坏路时玻璃振动异响。所以玻璃导槽密封条及水切的压缩负荷值必须根据实车验证找到一个合理的平衡点。
