新一代螺纹锁固厌氧胶防松性能的研究
2018-06-14艾少华韩胜利赵景左马勤超孙国锋
艾少华,张 挺,刘 鹏,韩胜利,赵景左,马勤超,孙国锋
(1.湖北回天新材料股份有限公司,湖北 襄阳 441057;2.浙江国检检测技术股份有限公司,浙江 海盐 314300)
经过60多年的发展,螺纹锁固胶已在各行各业得到广泛使用。但是螺纹锁固胶的防松性在业内还没有得到普遍的关注和重视,目前行业内还没有相应评价的标准和方法,相关的研究也较少。但在紧固件行业,采用GB/T 10431—2008《紧固件横向振动试验方法》[1]标准对紧固件的防松方式进行测试和验证已得到该行业上下游企业的普遍认可。该方法是由德国工程师Gerhard H.Junker提出的,其依据是作用于紧固件上的横向力引起螺纹副和支承面间发生相对运动时,紧固件就会产生自松动,而横向振动对紧固件的自松动远超轴向振动的影响。当前这种测试方法在国内的汽车、铁路等行业得到了广泛应用,国内外大量研究[2~4]表明,紧固件的松动原因主要源自横向振动载荷,因此可以采用横向振动试验来对比评价防松方式的防松性能。螺纹锁固厌氧胶[5,6]是紧固件的一种化学防松评价方式,因此,理论上其防松性能可以参考GB/T 10431—2008标准进行评估。
回天公司针对传统螺纹锁固胶对材质较敏感、耐温不高和容油性较差等缺点,开发出了新一代螺纹锁固厌氧胶7243和7263。其具体表现为,在惰性材质上的固化效果大幅提升,对材质不敏感;耐温性能由最高150℃提升至180 ℃;超强的容油性,轻微油面表面固化性能不受影响。其中新一代螺纹锁固厌氧胶7243为中强度型,7263为高强度型。本研究将参考GB/T 10431—2008标准对比测试涂这2种胶前后紧固件横向振动性能差异,以考查这2种螺纹锁固厌氧胶的防松性能,为今后螺纹锁固厌氧胶防松性能测试方法的标准化提供一些参考依据。
1 实验部分
1.1 螺纹紧固件松动机理和防松措施简介
螺纹紧固件最大的缺点是在使用过程中容易出现松动,螺纹紧固件产生松动失效的机理一般分为张力松弛和自转松动。张力松弛是因为紧固件出现松弛或被连接件出现“塌陷”导致的,可通过提升材料刚度、加垫片等方面进行解决,张力松弛导致的松动不能使用厌氧胶加以解决。
由于摩擦角大于螺纹升角,同时也存在着螺纹自锁的条件,正常情况下螺纹紧固件不会发生自转松动。但在工作状态下承受变动载荷(如激烈的振动和冲击载荷)作用时,螺纹紧固件在螺纹和支承面上产生了微观的滑移,这种相对的微观运动使摩擦系数由相对较高的静态值变为较低的动态值,此时作用在螺纹上的轴向力在圆周方向上形成一个导致螺母松转的内松出力矩,使螺母开始松转,多次的循环直至紧固件松脱,这种松动称为自转松动。使用螺纹锁固厌氧胶是一种防止螺纹紧固件自转松动的有效措施,其机理就是螺纹锁固厌氧胶充满螺纹啮合部间隙,当胶液固化后使啮合面粘成一个整体,彻底消除了微动磨损的根源。
1.2 实验仪器
(1)横向振动试验机,浙江国检检测技术股份有限公司自行研制的电磁式试验机(如图1所示,其试验夹紧装置部分完全符合GB/T 10431—2008标准的要求,即利用试验机上被一定拧紧力夹紧的紧固件在2块金属板之间产生交变横向位移,使连接松动,从而导致夹紧力的减小甚至完全丧失。连续记录夹紧力的瞬时值,根据记录数据的对比可以判断紧固件的防松性能之优劣。而横向振动载荷的产生是利用主电机的转速及扭矩通过同步带系统及电磁离合器传递给旋转主轴,旋转主轴在离合器动盘的作用下带动其端部S、N极永久磁铁转动,使得S、N极磁力线产生一吸一斥的周期性变化,由于这种周期性的磁力作用通过永久磁铁平动机构转变成具有固定的频率(12.5 Hz)和规定振幅的轴向往复谐振运动,同时利用对磁铁间隙的调整得到不同大小的横向振动力和振幅)。
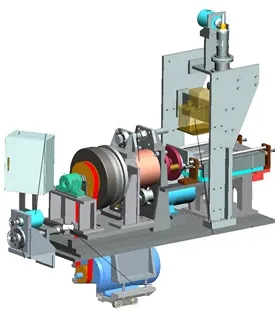
图1 横向振动试验机Fig.1 Transverse vibration testing machine
(2)实验夹具,自制(符合GB/T 10431标准规定的“用于螺母实验的实验装置”)。
(3)试验用螺栓,采用GB/T 5782—2016《六角头螺栓》标准规定的10.9级M10镀彩锌螺栓(精度为6 g)。
(4)测试螺母,采用GB/T 6170—2000《1型六角螺母》标准规定的10级M10镀彩锌螺母(精度为6 H)。
1.3 试验方法和数据处理
试验方法:按照GB/T 10431—2008《紧固件横向振动试验方法》标准进行(每一个条件组测试10个样件,振动频率为12.5 Hz,振幅为1 mm,振动次数为3 000次,在振动次数相同的条件下,紧固件振动后夹紧力保持率越高,其防松性能越好)。
2 结果与讨论
2.1 不涂胶防松性能
初始预紧力越小,不涂胶的紧固件越易松动。在工业领域,紧固件安装预紧力一般在30%~70%的螺栓保证载荷之间。10.9级M10镀彩锌螺栓保证载荷为48.1 kN,研究过程中选取了3种初始夹紧力进行实验,分别为:①约40%螺栓保证载荷(约19.24 kN);②约50%螺栓保证载荷(约24.05 kN);③约70%螺栓保证载荷(约33.67 kN)。在这3种初始夹紧力作用下,空白紧固件的横向振动试验效果分别如图2(a)、2(b)和2(c)所示。初始夹紧力为40%螺栓保证载荷和50%螺栓保证载荷时,防松效果比较差,紧固件经过振动后夹紧力快速衰减,随着初始预紧力提高到70%螺栓保证载荷,紧固件松动的概率大幅降低,且大部分样件预紧力保持在80%以上,这说明提高初始预紧力,也能一定程度提升紧固件的防松能力。但即便如此,始终还是存在着较大的松动概率,防松的可靠性不是很理想。另外,较高的初始预紧力虽然有助于提升防松性,但却对安装工具和螺栓的摩擦系数要求很高,稍不注意可能出现过载,造成新的潜在隐患。这是因为,在螺纹紧固件的制造中不可能保证摩擦系数的均匀统一,个体间存在一定的波动,如果这种波动范围过大,则其实际预紧力有可能超出紧固件保证载荷要求,出现过载风险。
2.2 涂胶样防松性能
测试了在不同初始预紧力(约40%螺栓保证载荷、约50%螺栓保证载荷和约70%螺栓保证载荷)下,涂胶紧固件的防松性能,其中涂螺纹锁固厌氧胶7243的如图3(a)、3(b)和3(c)所示;涂螺纹锁固厌氧胶7263的如图4(a)、4(b)和4(c)所示。
由图3、图4可知:在不同预紧力条件下,涂7243或7263锁固胶装配固化后的紧固件在横向振动过程中预紧力始终保持在初始预紧力的95%以上。与不涂胶试样相比,涂胶后的紧固件不仅提升了防松性,而且提升了防松可靠性,即使在较低的预紧力情况下,也有非常好的防松效果。这就意味着使用锁固胶作为防松措施后可以适当降低预紧力的要求,从而对安装工具和紧固件摩擦系数的要求也相应降低,是一种十分简单和经济的防松措施。这正是因为不用螺纹锁固胶时,螺纹啮合区存在较大空隙,且啮合区螺牙受力分布不均匀所致[7]。当收到横向冲击振动时,容易出现自转松动;而使用螺纹锁固胶后,螺纹副啮合区的空隙完全被锁固胶的固化物黏合并填满,使得螺栓和螺母在上紧后连接成为一个整体,预紧力在螺纹啮合区分布更加均匀,因此在横向振动时很难松动。
2.3 扭矩强度对防松性的影响
测试了7243和7263这2种螺纹锁固胶在不同条件下的扭矩强度,如表1所示。由表1可知:虽然7263在各种条件下的扭矩强度(破坏扭矩和牵出扭矩)都明显高于7243,但是2者在上述防松性能测试过程中均表现十分优异,并没有发现明显的差异,这说明锁固胶扭矩强度的高低与其防松性能之间并无相关性。目前不少人常认为螺纹锁固厌氧胶扭矩强度越高则防松性能就越好,但从实验结果来看2者并无直接对应关系,因此不宜简单地用螺纹锁固厌氧胶扭矩强度的大小来评价其防松能力的好坏。分析其原因可能是因为使用螺纹锁固胶后,锁固胶在啮合区空隙中固化后产生2个作用,一个是粘接作用(表现为扭矩强度);第2个为填充作用(使螺牙受力更均匀)。这2种作用可能都对防松性存在积极的影响,但是填充作用占主导,因此,无论螺纹锁固厌氧胶扭矩强度高或低,只要在啮合区固化就会产生优异的填充效果,进而表现出优异的防松效果。
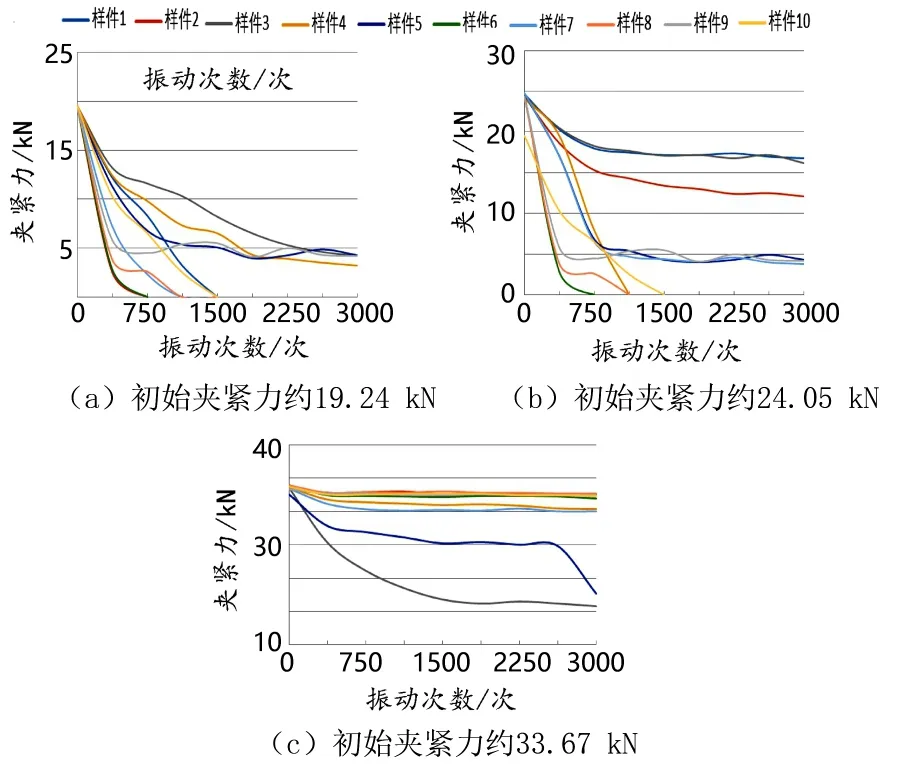
图2 不同初始夹紧力的空白组紧固件横向振动试验结果Fig.2 Transverse vibration test results of blank group fasteners with different initial clamping force
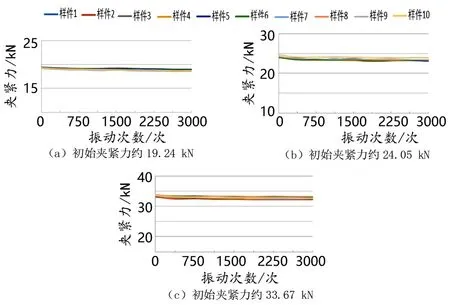
图3 不同初始夹紧力的涂7243锁固胶组紧固件横向振动试验结果Fig.3 Transverse vibration test results of fasteners coated with 7243 thread locking anaerobic adhesive for different initial clamping force

图4 不同初始夹紧力的涂7263锁固胶组紧固件横向振动试验结果Fig.4 Transverse vibration test results of fasteners coated with 7263 thread locking anaerobic adhesives for different initial clamping force

表1 2种螺纹锁固厌氧胶扭矩强度和防松性对比数据Tab.1 Comparative test data of torque strength and anti-loosening performances for two thread locking anaerobic adhesives
3 结论
(1)不涂胶的紧固件比较容易松动,虽然提高初始预紧力可以在一定程度上予以改善,但始终存在着较大的松动概率,防松的可靠性不理想。
(2)与不涂胶的紧固件相比,锁固胶7243和7263不仅可显著提升紧固件防松性,而且还能增加防松可靠性,即使在较低的预紧力情况下,也有非常好的防松效果。
(3)螺纹锁固厌氧胶扭矩强度的高低与其防松性能之间并无相关性,不宜用螺纹锁固厌氧胶扭矩强度的大小来评价其防松能力的好坏。
[1]GB/T10431-2008,紧固件横向振动试验方法[S].北京:中国标准出版社,2008.
[2]Junker G H.Criteria for self loosening of fasteners under vibration[J].Aircraft Engineering&Aerospace Technology,1969,44(10):14-16.
[3]李维荣.螺纹紧固件防松技术和试验方法研究[D].合肥:合肥工业大学,2005.
[4]张挺,姜招喜,冯梅.紧固件抗振防松性能比较[J].金属制品,2012,38(1):78-80.
[5]艾少华,赵景左,韩胜利.预涂型厌氧胶在紧固件上使用工艺的研究[J].粘接,2013,34(12):50-53.
[6]艾少华,赵景左,韩胜利.螺纹锁固厌氧胶对紧固件螺纹摩擦系数和扭矩系数的影响[J].粘接,2016,37(1):45-47.
[7]肖伟群.高强螺纹紧固件的失效模式、机理分析和设计原则[J].汽车工艺与材料,2006,21(7):26-28.
