浅谈焊装某自动化线的新车型导入及技术改造
2018-06-12李智阿尹方玉
李智阿 尹方玉
奇瑞汽车股份有限公司制造工程院 安徽省芜湖市 241000
1 引言
近些年随着人们日益增长的汽车消费需求的提升,各个汽车厂商纷纷推出新的产品来满足市场的需求;与此同时,每一种车型的生命周期伴随着商战的激化逐渐的缩短,一种车型热销7~8年的现象一去不返。为了加快新产品的上市速度,各主机厂都在压缩新车型开发周期,因此焊装生产线体快速导入新车型显得至关重要。
2 F线首期方案概述
2.1 简介
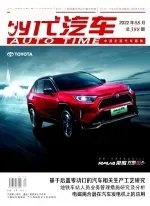
本文所介绍的焊装F线是引进的首条全自动化线,设计产能为20万辆/年。F车型三厢/两厢两车型混线生产,全线为机器人焊接与搬运,其中含4台在线激光检测机器人。
2.2 F线工艺布置(F车型三厢/两厢)
2.3 F线平面布置组成
下部区主要完成前后地板、发动机等下部拼装焊接。所有的搬运、焊接、装配内容全部由机器人完成。主线区车身下部总成和骨架总成工位间输送采用普通滚床滑撬输送系统,一个循环时间为18s,滚床系统组成。
2.4 主拼工位
主拼工位的精确定位是保证白车身尺寸的重中之重。F车型的白车身主拼采用了专利技术- Open-gate ,首期实施是F车型三厢/两厢Gate共用,具有柔性高、投资低、改造方便、较四面体翻转也有可采用侧围预装且两侧空间大等优点。该Open-gate精度高、重复性好,是生产线上保证整车尺寸的最关键的设备之一。Open-gate 的组成结构如图3所示。
主拼夹具的刚性是满足车身定位的关键指标。通过对关键控制点的偏差量进行分析,夹具刚性满足车身高精度的定位要求,具体如下图4所示。
受力点Force application points (Fx)
偏差控制点Deflection control points(Px)
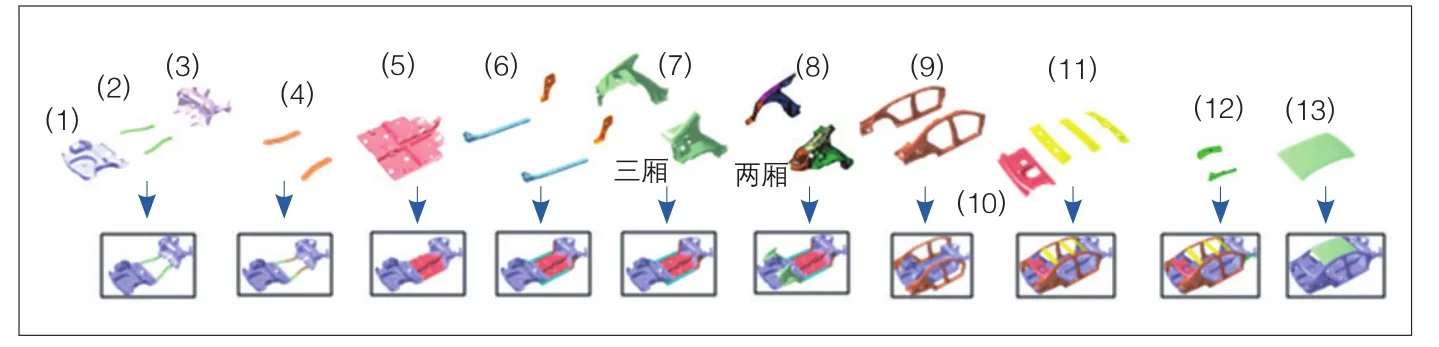
图1 F线F车型车身结构示意图
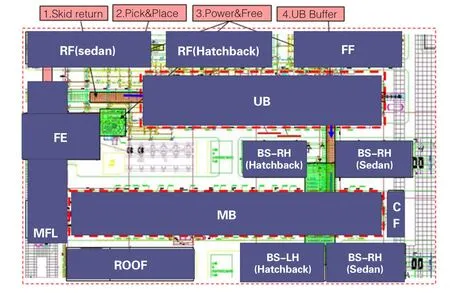
图2 F线F车型三厢/两厢Layout
夹具受力与偏差
2.5 自动化控制系统
F车型自动化生产线将自动化控制系统,制造业执行系统(Manufacture Execute System MES)集成在一起形成生产线网络管理系统。生产计划指令导入和执行,基于MOBY-Ⅰ形式的车型识别系统,车型识别系统载体安装在每个滑橇上,每个工位机器人根据车型信息选择抓取零件,切换焊接程序、焊接参数。如图5所示。
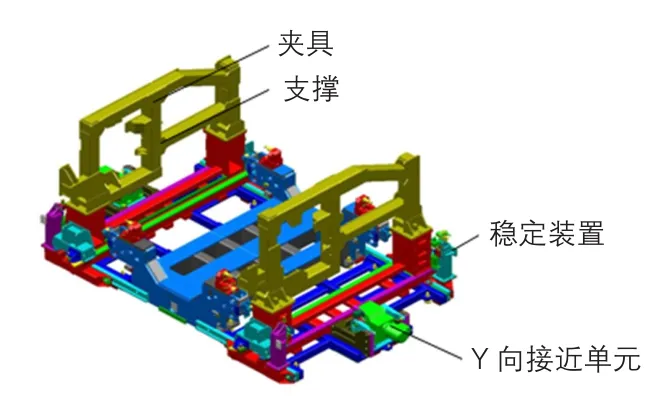
图3 Open-gate组成结构示意图
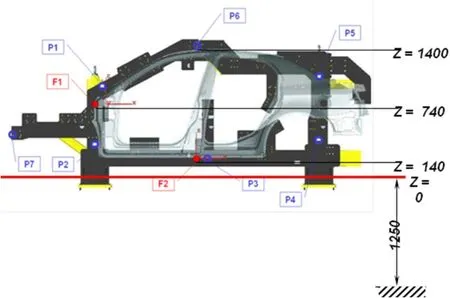
图4 Open-gate夹具刚性分析
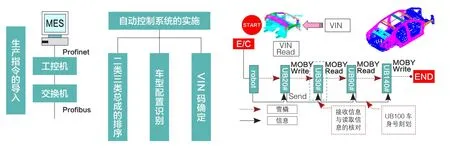
图5 生产网络管理系统示意图
2.6 车身尺寸精度和焊接强度的保证
焊装作为汽车制造的四大专业之一,所生产出来的白车身尺寸精度和焊接强度的合格性尤为重要。F线规划之初我们采用了中频焊接技术、在线激光测量技术、Cubing匹配模型主检具、外覆盖件分总成检具等手段,传统技术与新技术的结合,为制造高精度的车身提供了保证条件。
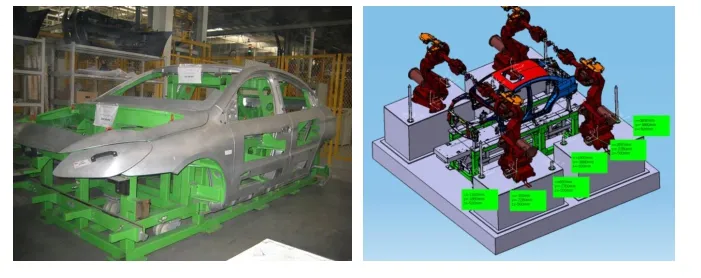
图6 Cubing检具和在线激光测量系统
3 二期车型导入改造及技术升级方案概述
3.1 简介
根据市场需要,该F线需再导入F4车型两款车(同平台的三厢/两厢),主线线体节拍保持36JPH不变;分装区节拍F车型/F4车型均为18JPH。
经过现场勘查和分析,在现有的区域再增加两款车型主要存在以下技术难点:
A、主拼工位:首期方案规划及生产线建设时较早,未考虑到后期车型的变化而预留空工位,所以新增两款车型主拼工位是个难点。
B、空中机械化输送:受F线主线区上空焊装至涂装的摩擦线影响,UB下部线至MB主线的滚床滑撬及下部车身的输送空间受限,方案改造困难。
C、调整线:增加车型后4款车型共线生产,工位数量紧张,节拍和线体产能存在风险,需要寻找解决措施。
3.2 总体方案设计
3.2.1 前期准备工作
导入新车型并在原有线体上进行改造,这就需要在设计前对现场进行实地勘查并详细分析。工艺人员联合设备、生产系统对每个工位的机械设备的数量、种类、完好性、位置;电控柜位置、控制阀岛数量及预留量;电气控制线路的I/O点数、辅助线管等信息详细排查并记录,避免设计与现场实际不符。
3.2.2 改造方案确认
结合上述线体改造的难点问题,我们经过多轮现场调查、技术确认、方案评审,最终各个击破。
A:主拼工位:
首先对新增车型X车型和F车型车型的主拼数据模型进行了模拟分析,通过分析两车型Z向相差较大,达53mm,且两车型造型差异较大,X车型/F车型主拼Open Gate机构无法共用,如图14所示。其次对X车型三厢/两厢主拼数据模型进行了模拟分析并与大众晶锐车型进行对比,由于X车型车型轮罩随侧围总成,考虑到点定焊点焊钳的可达性,最终决策X车型三厢、两厢分别增加一个Open Gate主拼机构,如图15所示。
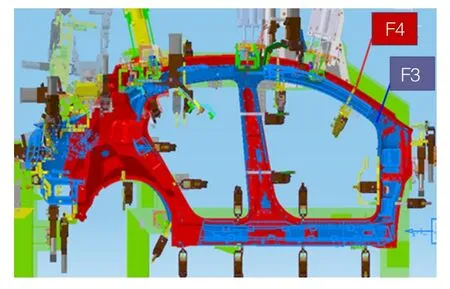
图7 F3+F4车型主拼模型分析
主拼Open Gate数量确认完毕后,主拼工位改造方案也随之明确,必须增加Open GATE滑移输送机构以满足四车型三个Gate间的任意切换,因此相关联的主拼前后工位需搬迁移动改造。改造前、改造后平面布局分别如下图9所示。
B:空中机械化输送:受主拼工位方案的影响,下部线至主焊的滑撬及其下部车身的输送受到地面机器人工位高度和空中焊涂摩擦线完全网高度的双重影响,经现场多次勘查和详细分析,我们采取对空中输送方案进行二次升降的方案,首先下部线完成焊接后由A处升降机将滑撬及下部车身总成升至6m(确保下方满足机器人作业)然后沿着箭头方向输送,当输送到达B处时采用剪刀叉滚床机构将滑撬及下部车身下降至3.6m(确保下方满足侧围上件机器人高度,同时需避免上方与紫色区域焊涂摩擦线高度的干涉),然后沿着箭头方向继续输送,C处由升降机下降至地面,然后通过旋转滚床周转至主线。成功实现2.7m的狭窄空间内完成了高度为2.4米的部件输送,详细方案如下图10所示。
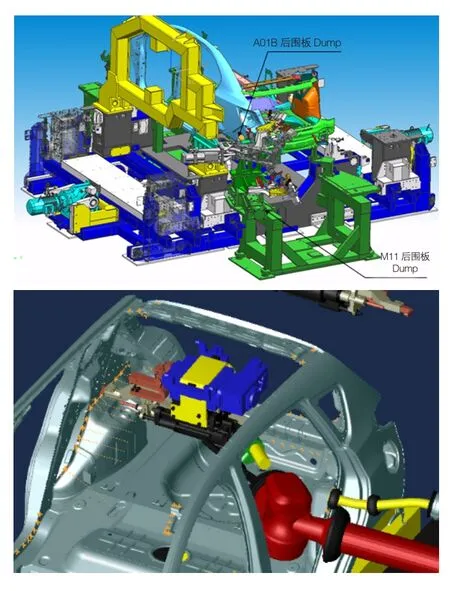
图8 主拼模型分析

图9 主拼工位改造后布局
C:调整线:为解决调整线工位紧张问题,结合M线现场空间布置,我们采用了在主线尾部增加一个小循环线方案,可增加2.5个工位的作业,满足调整线小件装配、车身骨架打磨、敲牙边等工作,有效缓解了调整线压力,详见改造前后平面布局图20、21。
4 结语
X车型三厢/两厢成功导入F线,成功实现四车型任意混线生产,也成功验证实施了Open Gate的多车型任意切换的主拼形式,而且逐步增加了新的技术提升,得到了项目组及各级领导的一致好评。随着车企市场竞争的加剧,车型产品更新换代加快,后续我们将结合标准柔性化生产线各模块标准方案对该生产线进一步技术升级改造,以发挥此条自动化线的最高效应用。
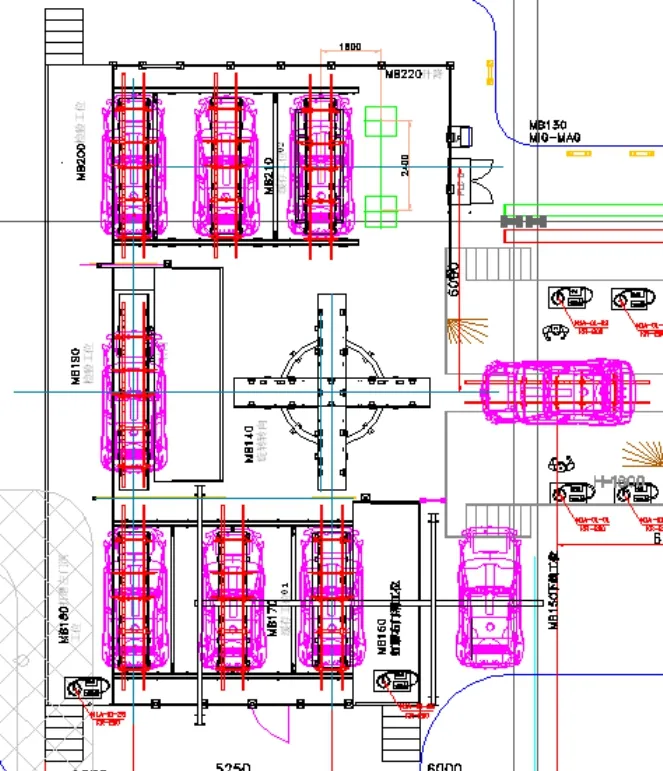
图12 主线尾部改造后布局图