同步发电机定子斜槽线圈制造工艺
2018-06-08,,,,
,,,,
(中船重工电机科技股份有限公司,山西太原 030027)
0 引言
同步电机定子斜槽结构可以削弱齿谐波,降低电磁噪声。但圈式定子斜槽线圈与普通圈式线圈相比,制造工艺复杂,且成型线圈在后续生产中受电磁线回弹、涨形设备装卡的累积偏差、线圈两直线边的倾斜角度、位移只能近似调节等因素的影响,导致成品线圈尺寸不能满足实际嵌线要求,造成嵌线困难。
针对斜槽线圈制造中的问题,我们对线圈的结构进行了分析,并对决定线圈尺寸形状的关键因素-涨形工序中的偏移位移进行了计算,总结出一种斜槽线圈制造工艺,实现了高质量线圈的加工。
1 斜槽线圈结构
同步电机定子斜槽结构设计时,将斜槽线圈的两直线边相对于直槽铁心偏移了一定角度。如果线圈的倾斜方向、倾斜角度与铁心的斜槽偏移量不相符,线圈嵌线时就会发生“吊角”问题(绕组同一端线圈两直线边伸出铁心的长度不一致),这个问题是斜槽线圈与直槽线圈嵌线时最主要的差别,这一差别说明斜槽线圈的制造工艺不同于直槽线圈。
2 斜槽线圈工艺
斜槽线圈的制造工艺过程为绕梭、热压、涨形、绝缘包扎,而涨形工序决定了线圈的最终尺寸形状。初始工艺研究仅依据设计图纸来进行偏移位移的计算,从而对涨形设备进行参数设置,但最终制造的线圈不能完全满足嵌线要求,后续还需对涨形设备的机构件及位移参数进行反复调整,并将线圈试嵌入铁心,才能确定斜槽线圈涨形的最佳参数。
为了使得线圈的制造更准确、高效,我们经过工艺论证,根据斜槽线圈的跨距和偏移角度,对涨形设备的偏移位移进行分析计算。
2.1 偏移位移
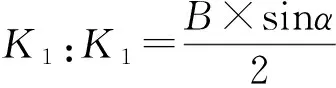
(1)
式中,B—跨距;α—偏移角度。
偏移位移K1见图1。
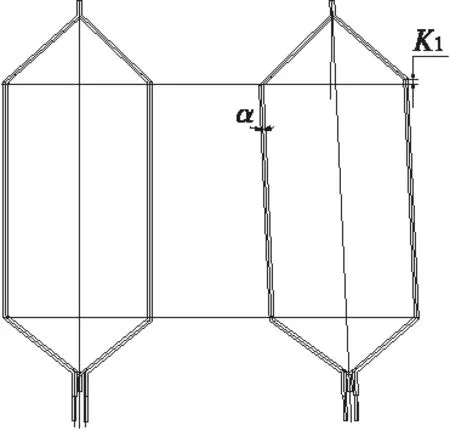
图1 斜槽线圈偏移位移
2.2 设备设定
根据计算出的偏移位移K1,对涨形设备的四个机械手进行位移设定。以VI-CFM4008型数控涨形机为例,上层边的两个机械手向左移动,下层边的两个机械手向右移动(如线圈左斜,则机械手移动方向与上述方向相反),如图2所示。
图2 涨形设备偏移方向
2.3 线圈检测工装
2.3.1 工装设计
根据定子铁心冲片偏移量,计算线圈检测工装槽形的偏移距离
(2)
该工装以槽中心线为基准,将图3中的虚线槽(直槽铁心槽形)分别向左、向右各平移距离,即为图中实线槽形。
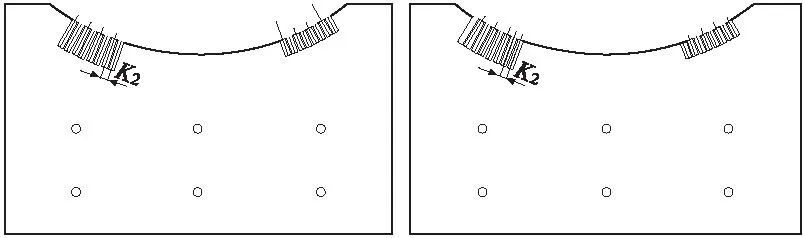
图3 线圈检测工装侧板
2.3.2 检测方法
将线圈检测工装的侧板按照实际定子铁心的长度进行组装,组装后的工装如图4所示。
检测时,首先将3~4支线圈组合试嵌入工装;其次,以线圈与工装的贴合程度为依据和操作基础,检查线圈的倾斜方向、倾斜量、倾斜角度,同时检查端部间隙是否均匀。用上述方法来保证试制线圈达到尺寸要求。
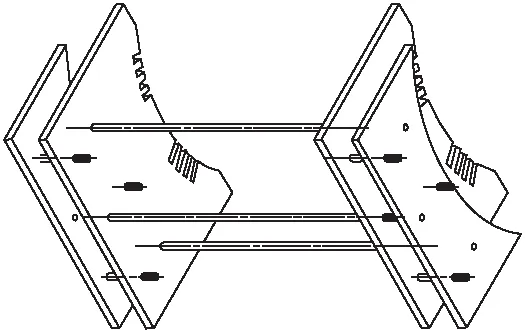
图4 斜槽线圈检测工装
3 结语
通过计算涨形设备的偏移位移,并以此为依据对设备程序进行设定,使得斜槽线圈的“吊角”问题得到了有效解决。斜槽线圈制造工艺通过线圈检测工装以及现场同步电机产品501-4、635-4、636-4等的实际制造验证,结果证明该工艺制造的斜槽线圈完全满足斜槽铁心嵌线需要。
目前该工艺已在我公司众多项目产品中得到推广应用,斜槽线圈制作效果良好,不仅减少了试制线圈的数量,同时还降低了嵌线难度,节约了电机整体的制作周期。该工艺对斜槽线圈制造具有一定的参考价值和实际意义。
[1] 张忠海,高中来. 空冷汽轮发电机空心导体转子线圈工艺研究[J].大东方电机评论,2000,14(2):123-127.
[2] 唐庆华,张林. 采用斜槽降低三相异步电动机电磁噪声[J].防爆电机,2015,50(1): 14-16.
[3] 孙立,周燕萍,陈怡如. 斜槽定子线圈的复形[J].上海大中型电机,2005,(3):35-37.
[4] 丁海娟,顾立志. 中型电机成型线圈制造工艺与热压型装备的发展[J].佳木斯大学学报,2004,22(2): 227-231.