不同加工顺序对薄壁件加工变形的仿真研究*
2018-06-07郑耀辉王明海李晓鹏
郑耀辉,王 朋,王明海,李晓鹏
(沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,沈阳 110136)
0 引言
随着航空工业的飞速发展,飞机及发动机为了减轻重量和提高强度,大量使用薄壁整体结构件,例如:整体叶盘、机匣、整体框、梁、壁板等。大型结构件具有形状复杂,刚度弱,精度高等特征,在加工中多采用整体数控铣削成形[1-3]。
薄壁件自身刚性较弱,在加工过程中受到残余应力、切削力和装夹等因素的影响容易发生变形,严重影响零件的加工精度和产品的合格率、装配精度和使役性能[4-6]。国内外对薄壁件的加工变形问题进行了大量的研究,王明海[7]等通过仿真研究了叶片表面残余应力分布情况及铣削参数对叶片加工表面质量的影响规律。Li B[8]研究了铣削过程中铣削深度对薄壁件残余应力分布和变形的影响。Schulze V[9]等通过仿真研究了7075铝合金薄壁件在加工过程中毛坯初始残余应力和加工参数等对变形和振动的影响。Lazoglu I[10]等研究了钛合金薄壁件在微铣削加工中的变形问题。但这些研究更侧重于对切削参数进行优化来减小薄壁件的加工变形。白万金[11]对航空薄壁件对称及阶梯对称铣削进行了仿真研究。申运锋[12]等对2124铝合金曲边薄壁件进行了仿真研究。但均没有考虑毛坯的初始残余应力对工件加工变形的影响。
针对不同加工顺序影响薄壁件加工变形的问题,本文以发动机叶片类悬臂结构薄壁件为研究对象,利用有限元仿真,研究左右对称、分层对称、阶梯对称和金字塔对称四种不同的加工顺序对薄壁件加工变形的影响,对薄壁件的加工变形进行预测,对实际生产具有一定的参考价值。
1 薄壁件四种不同加工方案
薄壁件左右对称、分层对称、阶梯对称和金字塔对称四种不同的加工顺序如图1所示。四种不同加工顺序均按照1-2-3-4-5…的顺序依次去除材料,最终完成加工。

(a)左右对称 (b)分层对称

(c)阶梯对称 (d)金字塔对称图1 四种不同加工顺序
2 初始残余应力的获取
残余应力是指在不受外力作用下,物体内部保持自相平衡的应力系统,物体内部任一截面内的合力与合力矩满足
(1)
(2)
式中,σr为残余应力,M为力矩,A为截面面积。在加工前,工件处于平衡状态,随着材料的去除,这种状态将会被打破,残余应力得到释放并重新分布,工件只有通过变形才能达到新的平衡状态。因此,必须考虑毛坯的初始残余应力对工件加工变形的影响。
在本文中,使用有限元法仿真铝合金淬火过程,以获得初始残余应力的分布。淬火过程中热应力由温度梯度产生。在淬火过程中由于表面首先与水接触,因此表面冷却速度快于心部,表层到心部依次为压应力和拉应力。利用顺序耦合热应力分析,首先进行热传递分析,得到毛坯的温度场,然后在热应力分析中将其作为预定义场导入,得到应力场。将毛坯初始残余应力场作为初始条件,按照四种不同加工顺序进行加工仿真。
2.1 圆环类工件淬火仿真与试验研究
为了便于测量和验证有限元模型的准确性,仿真和试验先以圆环类工件为研究对象,内径200mm,壁厚10mm,高50mm,如图2所示。7075铝合金的热物理和力学性能参数如表1所示,密度、泊松比分别取2800kg/m3和0.3,采用顺序耦合热应力分析的方法得出毛坯的初始残余应力场。
利用钻孔法,使用MTS3000型残余应力分析仪进行测量。沿毛坯外表面中心线等角度选取4个点,如图3所示,工件的钻孔和测量过程如图4所示,结果如表2所示。

图2 圆环工件 图3 测量点分布
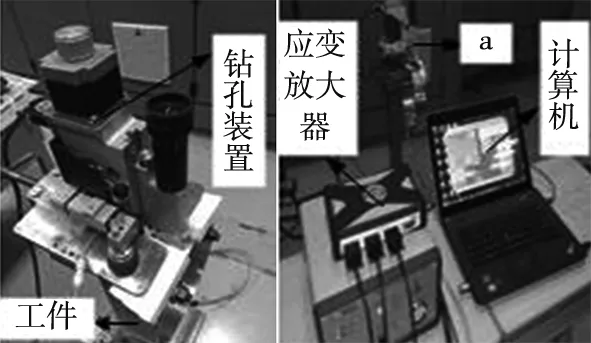
(a)工件钻孔示意图 (b)残余应力测量图4 毛坯初始残余应力测量

温度/℃20100150200300400500弹性模量/GPa7165.19360.59456.26237.98231.525屈服应力/MPa455.9389.1346.6275.747.135.516.3热传导系数(W/(m·℃)114.8128.4135.7142.2152.7160.8166.7比热(J/(kg·℃))835.4897916.39741012.511281205热膨胀系数(10-6·℃-1)21.623.4/24.325.230.731.4对流换热系数(W/(m2·℃))25005000100001385710003000700

表2 残余应力仿真与测量结果对比
从表2可以看出,仿真与试验测量结果误差最小为10.27%,最大为16.85%。测量结果比仿真结果偏小,可能是由于有限元仿真是在比较理想的环境中进行,但在实际过程中,水温不可能保持恒定,且由于人为的其它因素也会对结果产生影响;仿真过程中假设铝合金淬火前内部残余应力为零,但铝合金在实际淬火操作前,其内部已经存在残余应力,在淬火结束后,这部分残余应力对结果必然有一定的影响,导致最终结果与仿真结果出现误差。
综上所述,仿真模型能够用于预测毛坯淬火残余应力。
2.2 毛坯淬火过程仿真
毛坯为7075铝合金,尺寸大小为:长83mm,宽50mm,高100mm,时间为300s。在热应力分析中分别选中毛坯底面三个点,限制XYZ、YZ、Y方向的位移自由度。毛坯淬火残余应力结果如图5所示。从图中可以看出,残余应力在x、y和z三个方向,表层均为负值,即残余压应力,心部为正值,即残余拉应力,且均呈对称分布,与理论相符,可用于后续的加工仿真。

(a) 残余应力分布 (b) x方向残余应力

(c )y方向残余应力 (d) z方向残余应力图5 毛坯淬火残余应力
3 加工过程仿真与结果分析
将毛坯淬火后的残余应力场作为加工仿真的初始条件,利用有限元软件ABAQUS的“生死单元”法实现材料的去除。
将残余应力场导入后,根据设计的四种不同的加工方案对材料进行去除。边界条件为底面固定,不引入切削力载荷等因素,研究在初始残余应力作用下,四种不同加工顺序过程中,残余应力的释放和工件全程变形情况。每去除一块材料为一个分析步,第一个分析步将初始残余应力场导入,从第2个分析步开始去除材料,根据四种不同去除方案,分析步总时间分别为3、9、10和19。加工完成后,工件尺寸大小如图6所示,w=83mm,a=40mm,t=3mm,b=20mm,h=100mm,l=50mm。

图6 工件最终尺寸
在残余应力作用下,随着材料不断地被去除,残余应力释放,工件在不断地发生变形,工件的刚度也在变小,最终的加工变形如图7所示。从图7可以看出四种加工方案其变形最大的位置均在刚性最弱的工件顶部,以工件顶部边缘一点为研究对象,研究这点在整个加工过程中的变形情况。
选取顶部变形最大的一点,研究其在整个加工过程中的变形情况,如图8所示,横坐标为仿真过程中的分析步时间,纵坐标为加工变形量(mm)。
从图8中可以看出,左右对称加工的最大变形量出现在第2个分析步,即把第1部分材料去除后,最大值为0.471mm,变形量变化趋势为先增大后减小;分层对称加工的最大变形量出现在第4个分析步,即把第3部分材料去除后,最大值为0.316mm,变形量变化趋势为上下波动;阶梯对称加工的最大变形量出现在第9个分析步,即把第8部分材料去除后,最大值为0.261mm,变形量变化趋势为先增大后减小,再增大,再减小;金字塔对称加工的最大变形量出现在第2个分析步,即刚把第1部分材料去除后,最大值为0.21mm,变形量变化趋势为上下波动,整体呈减小趋势。

(a)左右对称 (b)分层对称

(c)阶梯对称 (d)金字塔对称图7 工件变形
左右对称加工的变形量变化趋势是由于在材料去除前,毛坯内部在残余应力作用下处于平衡状态,当工件的一侧被完全去除的过程中,被去除部分的内部残余应力对工件的平衡作用消失,工件通过不断地变形来达到新的平衡状态,且变形量不断增大,直到一侧去除完成达到最大值,且是四种加工方案中最大的,当去除另一侧材料时,工件朝着与刚才相反的方向发生变形,因此变形量又在减小。分层对称与金字塔对称的变形量变化趋势均为上下波动,一上一下的变化趋势与左右对称加工方案原理相似,但由于采用了分层的方法,且每次加工的深度较小,故呈现出上下波动的变化趋势,且变形量较小。阶梯对称加工与分层对称加工相似,但由于两侧对称去除材料的深度不同,因此变形量的变化趋势没有很强的规律性。

图8 顶点全程变形量
由于在实际加工过程中,还要考虑刀具对工件加工变形的影响,金字塔对称加工的方案工件的刚性要优于其他三种,且从图7可以看出,这种加工方案的变形量在也是最小,在加工过程中,可以结合数控加工误差补偿对加工变形进行修正,有利于控制薄壁件的加工变形问题。
4 试验验证
为了验证有限元仿真结果准确性,在3轴立式数控铣削加工中心(VMC850B)对金字塔对称加工进行铣削试验,刀具为四刃硬质合金刀,主轴转速2000r/min,进给量0.1mm/z,如图9所示。按照仿真的顺序,每去除一部分材料便测量顶点沿两侧方向的变形量,以起始位置为测量零点,直至加工结束。

图9 工件加工

图10 仿真与试验变形量对比
从图10曲线可以看出,仿真与试验得到的变形量的变化趋势相似,仿真的最大变形量为0.2mm,试验测得的变形量最大值为0.121mm。仿真的变形量总体要比实验测得的数据偏大,这是由于仿真是在理想的环境中进行的,与实际有一定的偏差,且材料中的残余应力不会立即释放完全,对变形也会有一定的影响。综上所述,仿真模型可以用来预测铝合金薄壁件的加工变形。
5 结论
通过有限元方法仿真了铝合金薄壁件毛坯的淬火和切削加工过程并进行了毛坯残余应力测量试验可以得出以下结论:
(1)本文使用的有限元模型和方法(顺序耦合热应力分析)能够较为准确的得到7075铝合金淬火残余应力,试验结果与仿真结果误差较小,残余应力误差最小为10.27%,验证了有限元模型的准确性。为进一步进行加工变形仿真提供了基础数据的支持。
(2)综合分析对比左右对称、分层对称、阶梯对称和金字塔对称四种不同的材料去除顺序。金字塔对称加工的方法能有效的减小加工变形,在整个加工变形的过程中,变形量最大值为0.21mm,更加有利于减小薄壁件的加工变形问题。
(3)基于有限元分析的结果,在实际加工过程中,结合数控加工误差补偿,可提高薄壁件的加工质量和精度,可为实际的生产提供一定的参考价值。
[参考文献]
[1] 刘建宁,李占锋,司宇. 一种航空薄壁件铣削加工变形补偿算法[J]. 组合机床与自动化加工技术,2015(11):33-36,40.
[2] 廖玉松,韩江. 铝合金薄壁件铣削加工精度控制研究[J]. 组合机床与自动化加工技术,2015(5):113-117,120.
[3] 毕运波,柯映林,董辉跃. 航空铝合金薄壁件加工变形有限元仿真与分析[J]. 浙江大学学报(工学版),2008,42(3):397-402.
[4] 郑耀辉,王江涛,王明海,等. 大型薄壁回转结构件加工变形预测研究[J]. 制造业自动化,2015(21):14-18.
[5] 梁岩里,王凯,杨三强,等. 薄壁件铣削加工颤振控制研究[J]. 组合机床与自动化加工技术,2012(4):28-31.
[6] Meng L, He N, Yang Y, et al. Measurement of Surface Residual Stresses Generated by Turning Thin-Wall Ti6Al4V Tubes Using Different Cutting Parameters[J]. Rare Metal Materials and Engineering, 2015, 44(10):2381-2386.
[7] 王明海,孙越.整体叶盘叶片铣削加工表面质量控制仿真研究[J]. 机械设计与制造,2013(4):176-178,182.
[8] Li B, Jiang X, Yang J, et al. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part[J]. Journal of Materials Processing Tech, 2015, 216:223-233.
[9] Schulze V, Arrazola P, Zanger F, et al. Simulation of Distortion Due to Machining of Thin-walled Components [J]. Procedia Cirp, 2013, 8:45-50.
[10] Lazoglu I, Mamedov A. Deformation of thin parts in micromilling[J]. CIRP Annals-Manufacturing Technology, 2016, 65(1):117-120.
[11] 白万金,柯映林,吴红兵,等. 航空薄壁件对称及阶梯对称铣削的数值仿真与分析[J]. 中国机械工程,2009,(20):214-217.
[12] 申运锋,赵妍,杨生国,等. 2124铝合金曲边薄壁结构加工变形仿真分析[J]. 航空工程进展,2016,7(2):191-197.