基于VERICUT的五轴卧式机床建模与加工仿真
2018-06-07邓永红
李 栋,邓永红
(1.聊城大学东昌学院 机电工程系,山东 聊城 252000;2.四川普什宁江机床有限公司 研发院,成都 611831)
0 引言
在复杂曲面和形状的零部件加工制造方面,零件是否存在过切、欠切以及加工运动中是否发生碰撞等问题很难通过人工来判断。因此必须借助于有效的手段对相应的零部件进行模拟,以获知整个加工过程的状态。
薛茂超构建了XK713型三轴立式数控铣床模型并进行了仿真[1],张振涛、徐刚、陈康玮等人构建了五轴立式机床模型并进行了加工仿真研究[2-5],目前,国内基本上都是针对立式机床建模,还未出现针对卧式机床的建模与仿真加工。
本文主要以VERICUT8.0为基础,构建一个针对西门子840D为控制系统的五轴卧式加工中心,提供一种加工效率高、可靠性高的加工仿真应用平台。并以S型试件实际加工验证仿真模型的正确性。
1 西门子840D五轴卧式机床模型的建立
1.1 西门子840D五轴卧式机床介绍
本文采用的数控机床是由四川普什宁江机床有限公司开发的五轴精密卧式加工中心,该机床由X、Y、Z、A、B五个运动控制轴构成,属五轴五联动卧式双转台加工中心,配西门子840Dsl控制系统。其主要参数如下:
工作台面直径:1000mm;
主轴最高转速:12000r/min;
X/Y/Z轴的行程:1300/1000/1100mm;
A/B轴行程:0°~+90°/0°~360°;
主轴中心线至台面尺寸范围:-200~800mm;
主轴端面至托盘工作台中心尺寸范围:200~1300mm。
1.2 在VERICUT中建立五轴卧式机床结构模型
严格按照机床各个运动部件尺寸数据建立相应的三维模型,然后按照机床回零时各部件的位置关系进行装配,并将WCS坐标系设置于B轴上台面的回转中心,且严格与实际机床坐标系对应。建立的模型如图1所示。

图1 UG CAD中五轴卧式机床模型
依次选取各部件,将其分别导出为VEROCUT软件能识别的文件格式(.stl)[6]。
本文选取的五轴卧式机床的传动关系链为:床身-X轴-Y轴-主轴-刀具;床身-Z轴-A轴-B轴-夹具-毛坯(零件)。根据机床传动关系链在VERICUT中创建机床的结构树[7]。机床的基点坐标系即为UG CAD模块中的WCS坐标系。在各个组件下添加对应模型文件,VERICUT中的模型添加结果如图2所示。
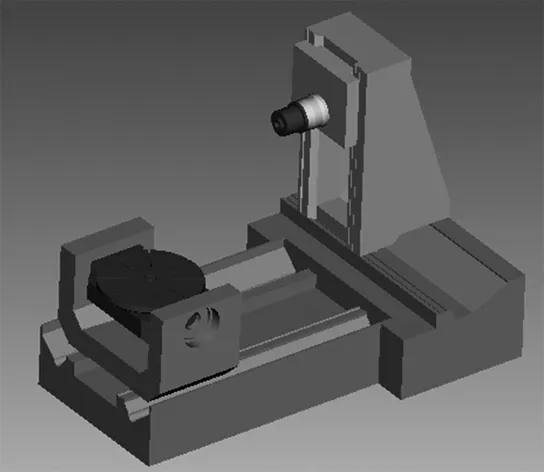
图2 VERICUT中机床模型
完成机床结构模型后,选中结构树中的控制,对机床添加控制系统,在VERICUT库中找到sin840D并选取添加上。
1.3 对VERICUT中的机床模型进行配置
机床结构模型与控制系统建立完成后,是否符合机床实际运行情况,还需要进行相应的配置。
首先验证机床各运动轴是否与实际机床运行情况相匹配。调出项目目录下的手工数据输入,手工数据输入相当于CNC系统中的MDI模式。依次输入以下程序对各运动轴的运动情况进行检查。
对各轴运行情况检查的相关程序:
X-300//检查X轴运行情况;
Y-300//检查Y轴运行情况;
Z-300//检查Z轴运行情况;
A45//检查A轴运行情况;
B45//检查B轴运行情况。
观察以上程序执行后模型的运动状况,X、Y、Z轴运行状态与实际机床运行状况相匹配,A轴旋转中心偏离且旋转方向相反,B轴旋转方向相反,如图3所示。故需要再次对机床模型进行调整[8]。
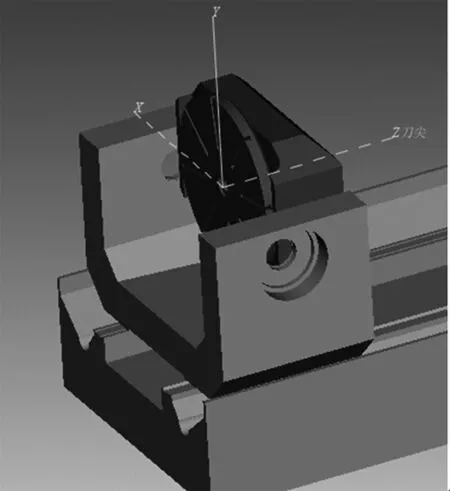
图3 模型中A轴运行情况
重新调整机床模型的方法是首先查看组件A轴的组件坐标系,在模型窗口空白处点击鼠标右键选取显示所有轴,勾选组件,即可看到A轴组件坐标系,如图4所示。

图4 组件A轴坐标系位置
组件A轴是以组件A轴坐标系为基准进行运动,此时组件A轴坐标系与机床基点坐标系重合,需将其调整到实际机床的A轴回转中心。在配置组件A菜单栏处,选取移动,点选相对于上一级组件,在位置栏输入移动坐标数值,如图5所示。坐标数值为组件A坐标系到实际机床A轴回转中心的坐标值,可直接在UG CAD模块中机床装配模型中测量获得。由于A轴是绕X方向旋转,故组件A坐标系可忽略X方向,只需调整Y、Z方向坐标。此处存在X方向反向,即需在组件A移动完成后,继续在配置组件A栏下选取旋转,进行相应设置,将X方向反向即可。

图5 组件A移动参数设置
组件A坐标系移动到A轴回转中心后,发现其模型以及附属于组件A上的所有组件皆偏移了原位。对A轴模型及其相应附属组件调整回原位,设置参数如图6所示。
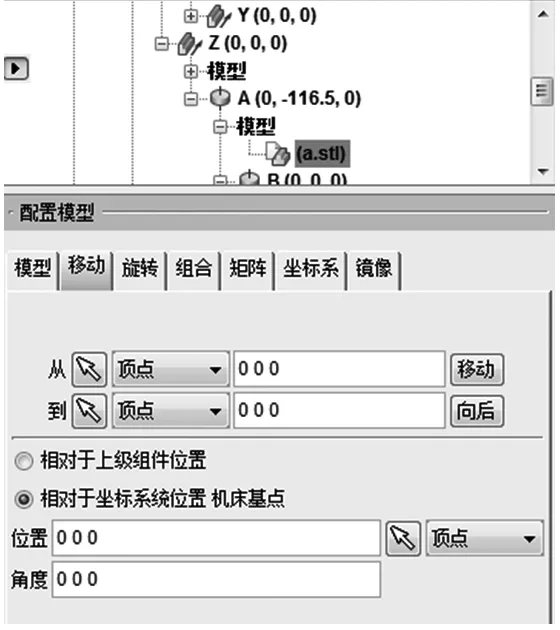
图6 A轴模型移回原位参数设置
采用同样的方式,对附属于组件A下面的组件调整为原位,并再次进行手工数据输入检查各运动轴的运行情况是否与实际机床相匹配。
完成机床各运动轴与实际机床运动状态匹配之后,进一步验证刀具调出的位置是否在主轴端面,在验证调刀之前需装入刀具,在项目树下选中加工刀具,点击鼠标右键,可在软件库内面选取一个刀具装入。调刀方式同样进入手工数据输入菜单,输入程序:T1M6,刀具若未装在主轴端面,采用调整组件A轴坐标系方式对主轴坐标系调整到主轴端面即可。
对机床各运动轴的行程、碰撞检测进行设定,在机床/控制系统菜单下选取机床设定进行相应的设置即可。
经过以上步骤即可完成西门子840D五轴卧式加工中心在VERICUT中的建模。
2 VERICUT的仿真加工
本文利用VERICUT所建的模型对零件进行仿真加工,选取S型试件进行加工仿真。S型试件为近年来作为五轴机床加工性能评价和检验的标准件,其形状为一个空间扭曲曲面构成的等厚度S形状缘条[9]。
进行仿真加工时,同样首先采用UG CAD模块对S型试件、S型试件毛坯进行三维建模,并将其导出为.stl文件,然后在VERICUT项目树下Stock、Design分别导入毛坯、零件[10]。
然后对需要加工的零件进行分析,以判断各个运动轴是否满足行程,分析可在UG CAD模块下进行,利用UG分析工具获取零件曲面斜率等信息,通过分析得知S型试件的曲面斜率(以垂直零件底平面的矢量为基准)在-14.397~+11.943之间。而本机床A轴的行程为0~+90°,显然此行程不能满足该零件的加工,故需要将零件至少倾斜14.397°。本文将Stock组件坐标系倾斜45°。
进一步设置加工坐标系。加工坐标系设置根据UG CAM模块中编程的坐标系MCS来进行相应的设置。VERICUT中设置的具体方法是选中项目树下的坐标系统,点击鼠标右键,选取添加新的坐标系,鼠标移动至下面的配置坐标系统的位置处,此时位置栏颜色由白色变为黄色,此时点选右侧零件视图中的零件与MCS相应的位置,可将其命名为G54。进行G-代码偏置设置。该设置尤为关键,否则刀具难以对正工件坐标系零件,此处“选择从/到定位”的有关设置参数选取是依据模型的刀尖坐标系位置而定,本文的刀尖坐标系附着于组件TOOL上,故本文具体设置参数如图7所示。
添加数控程序。在项目树下数控程序处导入数控程序,程序由UG CAM编写并经后处理得到的NC代码程序。该程序采用矢量编程方法生成,以便在此进一步验证西门子840D的矢量编程方法与加工性能。
配置加工刀具。对调刀时添加的加工刀具进行配置,配置刀具参数根据UG CAM编程所设置的刀具参数一致。即为粗加工选取D20R0.8立铣刀,精加工选取D20R1铣刀。

图7 G-代码偏置设置
S型试件刀轴矢量部分程序:
N00010 TRAFOOF
N00020 G54G90G40G642
N00030 T1M6D1
N00050 TRAORI
N00060 COMPCAD
N00070 AROT X 45
N00080 G0 X30 Y40 Z60 A0 B0 S6000 M3
N00090 CUT3DC
N00100 G1 X131.88184 Y69.9257 Z40.03385
A3=.081623 B3=.009823 C3=.996615 F400.
N00110 X134.65961 Y62.58598 Z40.05285
A3=0.09917 B3=0.02657 C3=0.994715
......
N66310 M5
N66320 TRAFOOF
N66330 M30
经过以上相关配置,即可进行加工仿真操作。其加工仿真过程如图8所示。在整个仿真加工过程中,未发现刀具出现干涉情况、各运动轴未超出其行程,仿真加工结束后的毛坯基本与零件重合,并对仿真加工后的毛坯进行简单测量,其尺寸符合零件尺寸。至此,零件仿真加工验证了加工程序、加工方案的正确性,可进一步用于实际机床加工验证。
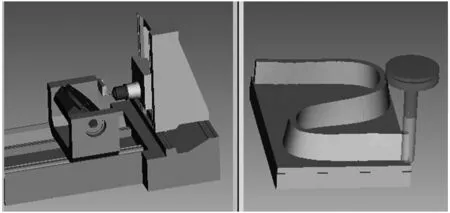
图8 仿真加工过程
3 实际加工验证
实际加工选取加工坯料材料为航空铝合金7075-T7451,并做45°斜面工装用于装夹零件,加工切削参数:切削速度V=377m/min;主轴转速n=6000r/min;进给量F=400mm/min;切深ae=35mm/次;切厚aP=0.1mm。实际机床加工如图9所示。

图9 实际机床的加工
整个加工过程,机床各运动轴平稳,未出现明显的颤振。加工完成后对工件进行测量,按照S型试件测量标准采用三坐标测量仪对零件上点位进行测量,所测点位值均在允许的误差范围内。从而验证了VERICUT所建模型以及仿真加工的正确性。
4 结论
本文基于VERICUT的西门子840D五轴卧式机床加工建模与仿真,经实际加工试验验证其建模的正确性、模型可靠性高、应用范围广,能够较好的满足实际加工中各种复杂空间曲面加工的更高要求,提高了使用五轴数控机床安全和效率。
(1)采用VERICUT作为仿真平台,建立西门子840D五轴卧式机床模型,实现了预知使用该机床加工零件的情况与检验加工程序的正确性。
(2)通过采用的矢量编程程序,实现了西门子840D矢量编程功能的应用,验证了VERICUT支持西门子840D矢量编程功能,提高了CAM编程与后处理的灵活性。
[参考文献]
[1] 薛茂超.基于VERICUT数铣仿真加工系统的研究[D].南京:南京理工大学,2013.
[2] 张振涛.基于VERICUT软件的多轴加工仿真研究[D].天津:天津理工大学,2014.
[3] 徐刚.基于VERICUT的多轴机床加工仿真研究[J].制造技术与机床,2011(2):33-36.
[4] 陈康玮.基于UG与VERICUT数控加工仿真技术应用[D].西安:西安工业大学,2013.
[5] 黎宏飞.基于VERICUT的数控钢轨精磨机加工仿真[D].成都:西南交通大学,2011.
[6] 杨胜群.VERICUT数控加工仿真技术[M].北京:清华大学出版社,2010.
[7] 宋放之.数控机床多轴加工技术实用教程[M].北京:清华大学出版社,2010.
[8] 曹旭妍.基于VERICUT仿真加工技术研究[J].轻工科技,2015(12):80-81.
[9] 范世平,任宝钢,仇健,等.五轴“S”型试件的编程、仿真与高速加工研究[J].工具技术,2012,46(9):102-104.
[10] 李芳,刘凯,王昊,等.基于VERICUT 的双转台五轴数控微型铣床建模和仿真[J].组合机床与自动化加工技术,2013(2):114-116.