全自动包装码垛生产线控制系统设计
2018-06-07连家民朱明靖
连家民,朱明靖,郁 炜
(衢州学院,浙江 衢州 324000)
目前,我国各类工业生产事业的蓬勃发展时刻,全自动化包装码垛生产线技术变得越来越重要。基于P蕴C技术的包装码垛生产线,成本较低,控制系统操作简易,可实现的自动化程度较高,可以大大改变生产效率低下、用工多的困境。
1 机电部分系统组成
该机电部分系统主要由气动及真空系统、光电检测系统和传感器系统组成,实现包装生产中的机械动作控制,其系统组成结构如图1所示。
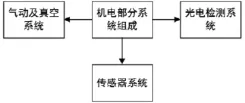
图1 系统组成结构图
(1)气动及真空系统的气动部分主要执行相关动作的结构,分为气源气缸、气电转换装置、全自动控制气阀、气源处理装置以及真空部分。气动部分的自动化控制在整个生产线中占有重要地位,是最为基础的组成部分之一,该部分系统及器件的稳定性及其寿命将决定着气动系统所在的整条生产线的工作性能以及质量。真空系统主要由电子真空泵、检测器、套管以及相应的控制阀门构成。也是整条流水线的主要组成部分之一,最为主要的功能就是在吸袋和开袋过程中形成全自动化控制。
(2)光电检测系统电路主要由六个部分组成,分别为光电三极管、功率驱动器、发光管、指示灯、AGC电路以及相应的指示灯和单片机构成。该系统主要应用于编组机组、码垛装置和杂质检测装置中,用于对产品的计数以及检测。通过该系统,整个流水线可以实现计数显示、响铃报警等功能。
(3)传感器系统涉及到多种模拟量输入,需要相对应的传感器,例如光电开关、金属检测传感器等。
2 PLC控制系统
包装码垛生产将自动完成称重、包装、检测计数以及自动码垛等多个操作动作。运动较多且复杂,又由于工作所处的环境恶劣、具有高温、振动和粉尘环境。要求生产线的控制系统具有很高的可靠性以及故障诊断能力,从而确保整个生产线的稳定正常运行。在包装生产线中,由于各个控制部分可由开关量进行定义控制,P蕴C可以满足各类开关量的自动控制,而且P蕴C又具有众多工业现场生产的优点,非常适用于各种工业现场的恶劣运行环境。
该P蕴C控制系统实现包装码垛生产线中自动控制部分,将自动称重、传送、检测及马多部分实现全自动化控制,其主要工艺控制流程如图2所示。

图2 包装码垛工艺控制流程简图
3 人机交互界面系统
通过与昆仑通态MCGS相匹配的组态环境进行人机交互界面的系统设计,不仅系统设计操作简易并且在工作当中的参数修改具有即时性、快速响应等优点。该人机交互界面具有方便识别,具有较高的识别度等优点,并且易于操作工人的工作、数据记录、即时响应等。使得工人能够远离环境恶劣的工作现场,在操作室内就能完成之前需要在现场完成的工作。
系统设计中满足物料倒斗的实时监控,可以设定预设值以及对物料袋中物料重量进行实时监控。从界面当中还能观察到金属检测传感器工作状态,在无杂质的传送过程中该传感器不亮警报灯,当有装有杂质物料袋经过时,该传感器亮警报灯。在之后还有光电计数开关,能实时监控生产量,并对物料袋进行标号登记。不仅在传送带部分实行监控,还能对码垛机械臂运行部分实施即时监控,对突发状况可以实行有效的即时控制和操作。
通过触摸屏的控制以及MCGS与西门子系列P蕴C的连接通信,可以实现即时通信和接口数据的修改。让P蕴C全自动控制变得更为便利简易,在工作现场使得软硬件较好地配合工作,提高工作效率。如图3所示为MCGS组态环境设计图。
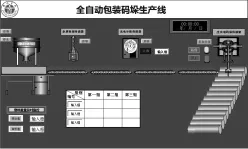
图3 MCGS组态环境设计图
4 结语
本控制系统基于P蕴C技术,实现了包装码垛生产线的全自动化,从机电部分系统完成生产线机械运作控制以及传感器模拟信号采集,到P蕴C控制系统进行信号、数据处理及逻辑控制,然后对该系统的可靠性进行了充分考虑,在完成系统设计的同时加入了各项保护措施,尽可能地消除了各类事故隐患后,加入了MCGS触摸屏控制系统,让原本复杂的控制过程变得简单易行。
[1] 胡学林.可编程控制器教程[M].北京:电子工业出版社,2003.
[2] 王冲轮.P蕴C在马钢原料厂自动化控制系统中的应用[J].电气应用,2005,(1).
[3] 王继忠.P蕴C在货车轴承加工装夹机械手上的应用研究[D].洛阳:河南科技大学,2004.
[4] 杨公源.机电控制技术及应用[M].北京:电子工业出版社,2005.
[5] 黄成义.自动包装码垛生产线监测系统的研究[D].哈尔滨工业大学,2001.
