不同尺寸航天器立方镜测量方法研究
2018-06-05任春珍刘浩渺
李 丛,岳 颖,任春珍,刘浩渺,邓 勇
(1.信息工程大学,河南 郑州 450001;2.河南测绘职业学院,河南 郑州 450015;3.北京卫星环境工程研究所,北京100094)
随着工业水平和激光技术的发展,现代测量技术得到了更加充分应用,近年来许多成熟的测量仪器已陆续应用到测量行业中,包括激光跟踪仪、激光扫描仪和iGPS等[1-2]。卫星安装测量[3]过程中需经常进行姿态测量。所谓姿态测量,即利用测量仪器对某特定部件进行测量,采用一定的方法建立该部件在参考坐标系下的纯角度坐标系,并确定该坐标系三轴在参考坐标系下的旋转参数。在许多工业部门,特别是航空航天部门,姿态测量与恢复往往通过经纬仪对立方镜的准直测量进行;而新型测量仪器,特别是激光跟踪仪的出现,为准直测量提供了新思路。
1 经纬仪准直测量原理与精度分析
目前基于经纬仪的自准直方法普遍采用自准直灯(十字丝)法。该方法所采用的仪器为带有自准直灯的经纬仪,如Leica T3000A、TM5100A、TM6100A电子经纬仪等。准直测量原理如图1所示,将经纬仪望远镜调焦至无穷远处,自准直灯发射的光经过聚焦镜和45°半反射棱镜后,照亮十字丝分划板,由于十字丝分划板位于经纬仪物镜的焦平面上,若经纬仪的视准轴和平面镜的法线方向平行,则分划板上十字丝刻划线的像经过物镜后形成一束平行光,平行光照射到平面镜上,反射回来的像就成像在分划板上,且与原像重合,从而实现经纬仪自准直测量。此时通过测量经纬仪的水平角和垂直角度值,即可得到平面镜的法线方向[4]。
利用经纬仪准直立方镜建立立方镜坐标系,至少需要有两台经纬仪对立方镜的两个相互垂直的平面进行准直,并把得到的平面镜法线方向统一到一个坐标系中,此时即可通过右手法则建立立方镜坐标系,如图2所示。通过经纬仪建立立方镜坐标系,其主要误差包括4个方面。
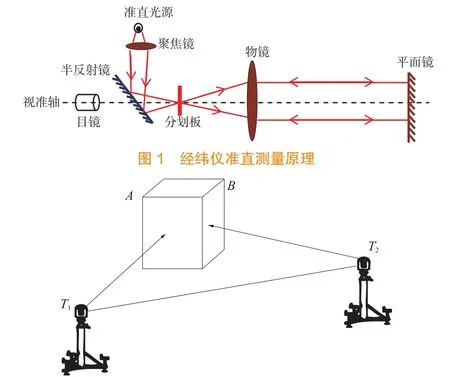
图2 经纬仪准直建立立方镜坐标系
1.1 经纬仪准直误差
经纬仪准直测量立方镜的A面,其准直测量误差应等于经纬仪单次瞄准测量的误差,设采用±0.5"的经纬仪进行准直测量,从理论上讲,经纬仪准直误差应等于瞄准误差,但由于受到明面镜反光质量、准直灯强度等额外因素的影响,经纬仪准直测量的角度误差为:

由于准直方向是由水平和垂直两个方向的角度值共同决定,因此经纬仪准直测量立方镜的A面和经纬仪T2准直测量立方镜的B面的空间法线误差为:

1.2 经纬仪互瞄误差
经纬仪T1互瞄经纬仪T2的本质是两台仪器分别瞄准对方位于视准轴上的内觇标,主要包括瞄准误差和内觇标误差。其中,瞄准误差基本相当于经纬仪的准直误差,约为±1.0";目前Leica的T3000A、TM5100A、TM6100A电子经纬仪的内觇标安装误差一般小于±4.0"。综合瞄准误差,则单台电子经纬仪互瞄所产生的误差为:

整个测量过程中T1、T2进行了两次互相瞄准。
1.3 经纬仪调焦误差
准直测量时经纬仪的焦距处于无穷远位置,而在互瞄时,需调整经纬仪的焦距,一般处于5 m以内。理想情况下,经纬仪调焦前后应该保持一致,但由于经纬仪望远镜调焦筒的螺纹间存在空隙或由于磨损以及杂物影响,调焦筒在做轴向来回移动时,也将引起调焦筒沿径向的运动,使调焦镜的光心偏离视准轴,从而产生测角误差。
目前,国家规范规定电子经纬仪、全站仪在2 m~+∞的调焦误差为±8.0"。对大量工业型电子经纬仪调焦误差检定的结果表明,Leica的T3000A、TM5100A、TM6100A电子经纬仪的调焦误差均控制在±3.0"以内,因此调焦误差为:

整个测量过程中T1、T2进行了两次调焦。
1.4 其他误差因素
1)经纬仪零方向漂移误差。该误差主要是由脚架的微量扭转、经纬仪基座相对于脚架的微量扭转、经纬仪旋转部相对于基座的微量扭转等3个因素引起的,一般在±1.5"以内,即

2)环境误差。该误差主要体现在垂直折光和水平折光两个方面,在较好的环境下,单向折光误差一般小于±0.5",则水平和垂直的综合折光误差为:

3)平面镜加工误差。目前,平面镜的误差一般可控制在±5.0"以内,即

1.5 经纬仪准直总误差
综合上述误差因素,经纬仪准直测量立方镜的综合误差为:

若考虑其他因素影响,经纬仪准直单立方镜的误差为±10.0"较合理,该精度指标目前已得到行业内的认可。
1.6 实验结果
利用两台Leica TM5100A电子经纬仪,对一个立方镜的两个相邻垂直面进行多次测量;通过解算分析两个镜面的法线方向的不垂直度来分析经纬仪准直测量的误差,具体结果见表1。通过实验,进一步证明了经纬仪对于单个立方镜的准直误差一般不超过10.0"的结论。

表1 经纬仪准直测量精度
2 激光跟踪仪准直测量精度分析与系统优势
激光跟踪仪只能测量点位的三维坐标,不具备经纬仪直接的准直功能,但能直接得出立方镜某个镜面的法线方向向量。利用激光跟踪仪进行准直测量[5],通常是先利用激光跟踪仪在一个立方镜镜面上采集一定数量的点坐标,通过点坐标拟合镜面,再计算得到镜面的法线方向。由于通常所用的立方镜尺寸为20 mm×20 mm×20 mm,采用激光跟踪仪常用的1.5 英 寸的球棱镜无法测量立方镜的镜面,所以本文使用0.5英寸的球棱镜进行立方镜镜面的测量工作[6-7],同样测量两个相邻的镜面,其测量结果见表2。

表2 激光跟踪仪准直测量精度
从实验结果中可以看出,拟合平面的平面度均非常好,但两个镜面的不垂直度不仅很大,而且很不稳定。通过分析可知,因为立方镜的镜面太小,测量时镜面的点位稍有偏差就会对镜面的法线方向有很大影响。为了解决这个问题,只能使用尺寸更大的立方镜,立方镜的镜面尺寸越大其准直精度就越高。
目前,在许多航天航空产品中,有很多类似于圆桶结构的大型舱体和设备。该类舱体一般都是三面封闭,只有一面开口,其内部有很多敏感设备,且设备上没有可供测量用的机械目标点,但安装着高精度、镀有反射面的光学立方镜。对于这种相对特殊的测量设备,使用常规的经纬仪对其进行准直测量是不现实的,经纬仪准直测量是直接在立方镜的法线方向上设站,即要求经纬仪的中心在立方镜镜面的法线方向上,这对于只有一个小的开口的设备来说是不容易实现的。根据该情况以及激光跟踪仪准直测量的特点,选用尺寸较大的立方镜,利用激光跟踪仪与经纬仪联合测量的方法来解决舱体内部测量的问题。
为了验证联合测量方法的可行性,采用100 mm×100 mm×30 mm的立方镜(图3),利用双经纬仪准直立方镜的两个相邻镜面作为参考值;再利用激光跟踪仪测量立方镜上表面,并与参考值进行比较,具体步骤为:
1)利用双经纬仪系统准直立方镜的A、B面,建立立方镜坐标系作为参考值;
2)通过公共点把经纬仪系统和激光跟踪仪系统统一到一个坐标系下,再利用经纬仪准直A面和激光跟踪仪测量C面拟合得到C面的法线;
3)建立激光跟踪仪与经纬仪联合测量的立方镜坐标系,与参考值进行比较。
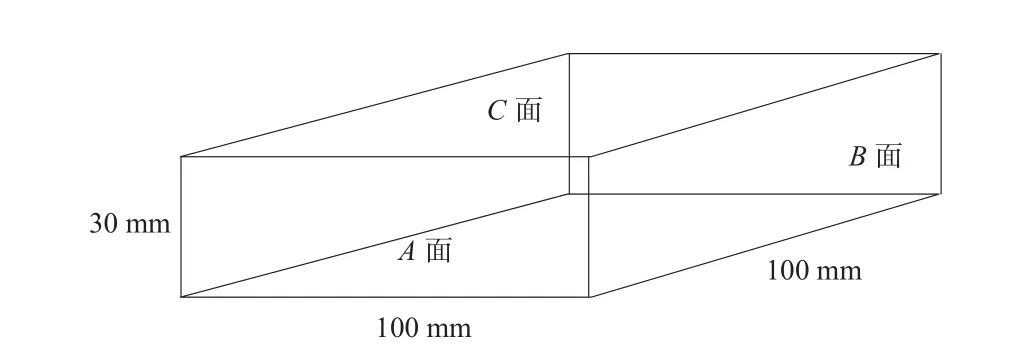
图3 特殊尺寸立方镜
实验结果表明,利用激光跟踪仪与经纬仪联合测量建立的立方镜坐标系,与双经纬仪测量建立的立方镜坐标系之间的差值均不超过30",具体数据见表3,说明利用激光跟踪仪与经纬仪联合测量的方法是可以解决舱体内部测量问题的,若对精度要求有所提高,可再次增加立方镜的表面积来满足精度要求。

表3 激光跟踪仪与经纬仪联合测量准直精度
3 结 语
随着航天器研制要求的提高以及航天器结构形式越来越复杂,对测量手段也有新的要求。本文通过实验证明了激光跟踪仪与经纬仪联合准直测量可以解决舱体内部测量的问题。而针对不同的测量环境与技术要求,还可考虑使用iGPS测量系统与激光跟踪仪测量系统的组合、数字摄影测量系统与激光跟踪仪测量系统的组合、陀螺经纬仪测量系统与电子经纬仪测量系统的组合、iGPS测量系统与经纬仪测量系统的组合等来解决相应问题,甚至可采用多种测量系统进行测量,这些测量方法都需通过理论分析和实验来证明其可行性。
[1] 李广云,李宗春.工业测量系统原理与应用[M].北京:测绘出版社,2010:1-32
[2] 李广云.工业测量系统最新进展及应用[J].测绘工程,2001,10(2):36-40
[3] 刘勇,陈晓晖,殷晴,等.三维坐标变换在航天器机械测试中的应用[J].红外与激光工程,2008(增刊):147-150
[4] 杨振,李广云,黄桂平,等.基于自准直的立方镜姿态测量方法研究[J].宇航计测技术,2010(2):14-17
[5] 范百兴.激光跟踪仪高精度坐标测量技术研究与实现[D].郑州:信息工程大学,2013:25-28
[6] 欧阳健飞,刘万里,闫勇刚,等. 激光跟踪仪坐标测量精度的研究[J].红外与激光工程,2008(增刊):15-18
[7] 赵树忠.提高激光跟踪三维坐标测量精度的研究[D].天津:天津大学,2007:35-38
