传动系统误差测量装置设计
2018-06-03尹相昶
尹相昶
(河源技师学院,广东河源 517000)
0 引言
在生产和科学实验过程中,精密仪器设备越来越广泛应用在工业、农业、国防和科学技术现代化建设的各个领域中,成为具有信息采集处理、传递、转换、存储、显示和控制等各种功能的高级工具。随着科学技术的飞速发展,纯机械仪器设备虽然已经不能适应高技术发展的需要,但是精密机械系统与结构依然是现代精密仪器设备发展的基础和不可缺少的重要组成部分。
1 齿轮误差检测系统
1.1 齿轮传动系统精度指标
传动误差是指传动链的输入轴的驱动完全准确且为刚性的条件下,其输出轴的实际角位移量与理论位移量之间的差值。设ϕ1,ϕ2分别为输入轴和输出轴的角位移,假设以输入轴为基准,则输出轴的误差为TE(ϕ1)=ϕ2-ϕ1/i,其中i为传动比,显然TE的测量过程是“理论位移与实际位移量”的连续比较过程,如图1所示:
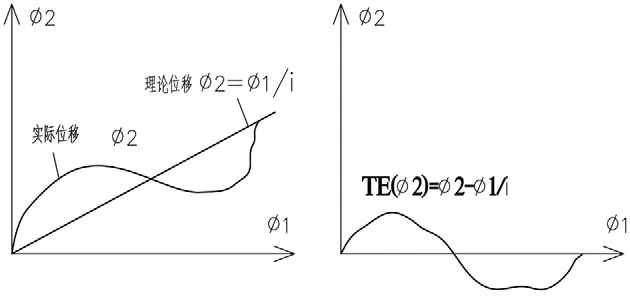
图1 传动误差曲线
精度是反映测量结果与真值接近程度的量,它与误差的大小相对应。TE越大,传动精度就越低,表明传递的运动越不准确。影响传动链运动精度的因素很多,主要因素是单个齿轮本身的制造误差,其次是装配偏心等造成的误差。实践证明,在装配合理的情况下,后者的影响可以忽略不计。
1.2 检测系统设计方案选择
(1)总体要求
本设计主要是测量减速机的系统精度,即测量减速机在空载情况下的误差。对本装置的基本要求是:
1)机械方面:测试的是减速机的转动精度,不同型号的减速机它的外型尺寸是不一样的,因此要求用同一个装置要尽可能的测量更多的减速机,并且要保证安装和拆卸的方便以及对测试不同的减速机时尽量更换更少的零部件。
2)精度方面:减速机本来就是精度很高的机器,要测试它的精度是很困难的,在本次课题研究中要求很高,能够达到角秒级。因此要保证减速机的输入轴、输出轴和圆光栅轴的同轴度。
(2)测试方案
经对几种常用测量齿轮传动性能的方法比较分析,行星轮系式试验台的测量方法。主要用来测量动态下齿轮传动的回转误差,测量仪器简单易获,但机械结构较为复杂,测量精度较低;相位差检测装置(GPG05),其检测原理是利用两个光栅头分别装于传动链的首尾端以检测其相位差,从而据以确定其传动链误差。这种装置的测量精度取决于光栅条纹的密度,一般精度较高,但比较昂贵。
光栅编码器具有精度高,抗干扰能力强的优点,被广泛应用到高精度的位移测量中。光栅编码器的输入量是机械位移,输出量一般是与莫而信号周期对应的脉冲信号。
将光栅作为计量仪器因光栅具有作测量精度高;读数速度高;分辨率高;读数易实现数字化、自动化,莫尔条纹信号接近正弦,比较适合于电路处理,故其测量位移的莫尔条纹可用光电转化以数字形式显示或输入计算机,实现自动化,且稳定可靠。
常用的光源有硅光电池,光电二级管和光电三极管。我们采用的圆光栅编码器是西班牙FAGOR公司生产的旋转编码器,是一种增量式的编码器。编码器中的光源选用的是红外线发光二级管(IRED),它的优点是安全、可靠、寿命长。红外线光束在被光电二级管接受前通过刻度轨迹间的光栅格,光栅格和刻度轨迹间的相对运动产生正弦形式的广波,被光电二级管接受,并转化成电流正弦波电信号。
在装置中连接光栅和减速机的联轴器的精度要求也很高。联轴器是机械传动中常用的部件。它的作用是用来联结轴与轴、轴与其它回转件,传递运动和转矩,有时也可当作安全装置。因此联轴器需要满足以下几点要求:
(1)联轴器必须适应被联接间相互位置的变化。
(2)联轴器上应该采用具有吸振的弹性元件,使其具有吸收振动,缓和冲击的能力。
(3)联轴器具有较大的传递扭矩的能力。
在装置中为更好地达到补偿偏移和缓冲减振的目的,与能传递较大的扭矩出发,综合考虑选用高精度弹性联轴器,即网状金属材料弹性联轴器。
基于以上的分析我们采用了减速机——圆光栅——带有FAGOR数显反馈板的PC机的总体方案。而且该方案在数据采集方面应用的是数字直接计数法,不同于模拟比相法需要大量复杂的电路,并且在数据采集、分析、处理和显示上需要多次的D/A、A/D转换。
2 检测装置的结构设计
2.1 检测系统简介
测试装置的最终要求是能够概念清楚并且直观的给出各种误差曲线,能够通过误差曲线分析出齿轮传动系统的问题所在,便于分析影响传动链精度的因素,同时要能适应不同传动比系统的测量,测量精度达到角秒级。采用了减速机——圆光栅——带有FAGOR数显反馈板PC机控制的总体方案。系统组成如图2所示,传动误差指的是减速机输出轴的实际角位移相对于理论角位移的差值,而输出轴的理论角位移等于输入轴实际角位移除以理论传动比。
当减速机在电动机的带动下转动时,通过弹性联轴器带动光栅旋转,由光栅里面的旋转光栅(主光栅)与固定光栅(指示光栅)之间产生明暗变化的条纹,经过光电池将条纹的光强度变化转变成电讯号,再由FAGOR数显反馈板采集处理数据送入计算机即可计数测量。
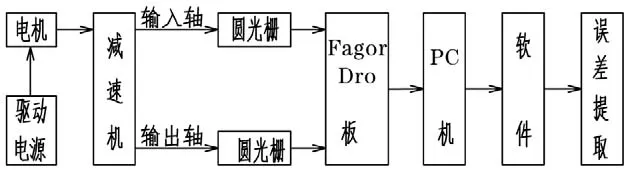
图2 测试系统原理图
2.2 检测装置结构设计
(1)检测装置结构设计方案的制定
由总体方案,可以初步确定机械结构的设计,结构设计是关键,结构设计的质量对实现产品的功能,保证产品的质量和可靠性,降低产品成本均有重要作用。根据整个检测系统的大体情况。本方案的实现要有一定的硬件来保证,这就要有—组好的检测装置,在它的结构设计方面考虑多方面的因素,比如:各个零件和数据采集仪器安装是否方便,是否能够一台设备实现多种用途等等。
1)支架,这是整个检测装置的根本基础,对它的要求就是刚性、稳定性好,而且能够实现—个支架可以多种用途,就是能安装多个减速机,并且要保证它的安装可靠。
2)数据采集仪器(圆光栅编码器)精度很高,而且要避免碰撞,尽可能的减少装卸次数。并且要使两个光栅分别安装在减速机的输入输出端,减速机的输入、输出轴都是刚性的,他们通过弹性联轴器与光栅连接。我们针对这些特点把光栅分别安装在支架的两端。
3)光栅的固定,首先它的作用是把光栅固定的可靠,而且还要使光栅轴与减速机的轴连接方便,这里的方便主要指的是在安装联轴器的时候不会受到干涉,还要在检测不同的减速机时,不再拆卸光栅;另外一点就是如何保证光栅轴与减速机轴的同轴,并且在检测不同的减速机时,对同轴度的调试尽可能的方便,这样既提高工作效率又能得到很好的检测结果。
4)减速机的固定,检测的减速机有很多的型号,不同的型号它的外型尺寸不一样,为了以后的方便,就要求只是更换减速机而无须更换别的零件,目的是既能充分利用现有的设备又不会带来不必要的装配误差。
5)减速机动力的轴入、输出,首先是要保证动力和信息的正确,这样才不会把没有必要的误差引入。其次是合理的工艺特性,不能只是为了结构的简洁和美观,而以损失它的刚性和稳定性。
从检测目的的要求出发,制定了两种方案:第—种采用的是从下而上的安装;第二种采用的是从上而下的安装。
这两种方案的根本区别主要有以下几点。
(1)整个装置的布局:第—种方案,就是说减速机和光栅都是安装在同一个工作台上,然后调试它们的高度来保证同轴度,同时调整光栅和减速机的距离来适应输入、输出轴的长短,这样做的好处是更换减速机的时候比较方便,同时带来的麻烦就是每更换一次减速机就要重新调整同轴度。每—次调整都会得到不同的结果,这既不符合目前的发展趋势,又降低了检测结果的信服程度,这都是我们不想见到的结果。另外对于不同的减速机还是要更换输入、输出轴。第二种方案,把光栅和减边机固定在同一个支架上面,在加工零件的时候就要保证光栅支架和减速机支架的同轴度,这样在更换了减速机以后就不必在调试它们的同轴度了,对检测来说就更方便快捷了。同时带来问题是,不同的减速机它的外型尺寸不一样,输入、输出轴的长度也就不一样了。为了解决这个问题,光栅和减速机的距离是按照目前最大型号尺寸来加工制作的,这样对于不同的减速机只是更换输入、输出轴就可以了,省略了同轴度的调试,从而避免了第—种方案的问题。
(2)工作环境:第一种方案中的零部件是分散的。不便于搬动,因为另外换—个地方就要重新调整一次,它的工作环境局限性很大。而第二种结构是连为一体的,就很好的避免了这种问题。
鉴于以上的要求制定了一个相对比较合理的检测装置方案,选择了第二种方案。每一个工件的功能、结构分析在后面会逐—的分析介绍。
零件的功能就是如何保证安装方便及多个型号的减速机通用一套测试装置,另外,在精度方面要如何保证。机械结构总体示意图如图3所示。由图可以看出,该结构很简捷。它由一个刚性较好的弯板做支架,减速机通过法兰盘固定在支架上,目前这个法兰盘和支架可以安装三种型号的减速机,分别是FT-35、RV6A-II、RV250A-II;它的实用性还是很强的。减速机的输入、输出轴通过弹性联轴器与光栅连接。光栅的安装位置也是很重要的,因为圆光栅的精度很高,所以尽量避免振动、碰撞以及尽可能的减少装卸次数。由此设计了一个悬梁和两个光栅支架的组合结构,固定在弯板的上面,光栅安装在光栅支架上,同时保证光栅轴与减速机的输入、输出轴同轴。
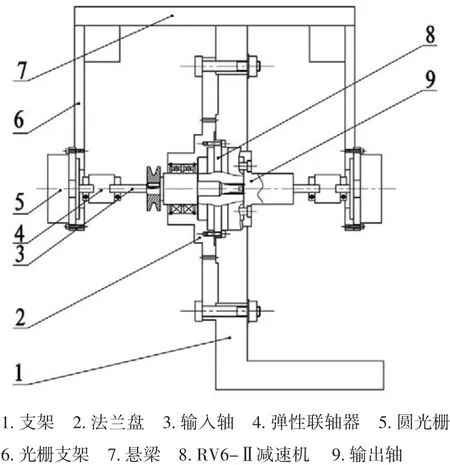
图3 机械总体结构示意图
2.3 各部件设计
(1)支架设计
在设计时考虑到结构简单又能满足要求的前提下,采用了“L”形弯板结构,该结构包括底座和竖板。为了刚性和稳定性要求,选用了厚度为40 mm的45#钢,并且在加工前可以将毛坯在户外放置一段时间消除材料的残余应力,底座和弯板采用焊接,并且在底座和弯板的一侧加加强筋,这样就可以达到整体稳定的要求。
支架底座要安装在工作台上,竖板上要安装法兰盘,因此在加工时要保证支架底座于安装法兰盘的侧面的表面粗糙度和两个面的垂直度。这样在将来安装减速机后才有可能保证减速机和圆光栅同轴。
竖板上要安装法兰盘,因为减速机在装在法兰盘上固定,因此竖板上除了要有安装电机的孔,还要有要有固定法兰盘的销钉孔。考虑到安装尽可能多型号的减速机,在设计时把大孔的尺寸设计为RV250A—II减速机的尺寸ϕ284 mm,这样该孔既可以安装法兰盘,也可以在安装该型号的减速机时就可以直接装在竖板上,用螺栓固定。在大孔周围有8个按照RV250A—II减速机设计的ϕ10 mm的光孔,该尺寸和分布圆半径是按减速机定的。考虑到加工时保证同轴,在竖板上设计了两个ϕ100 mm的定位孔。
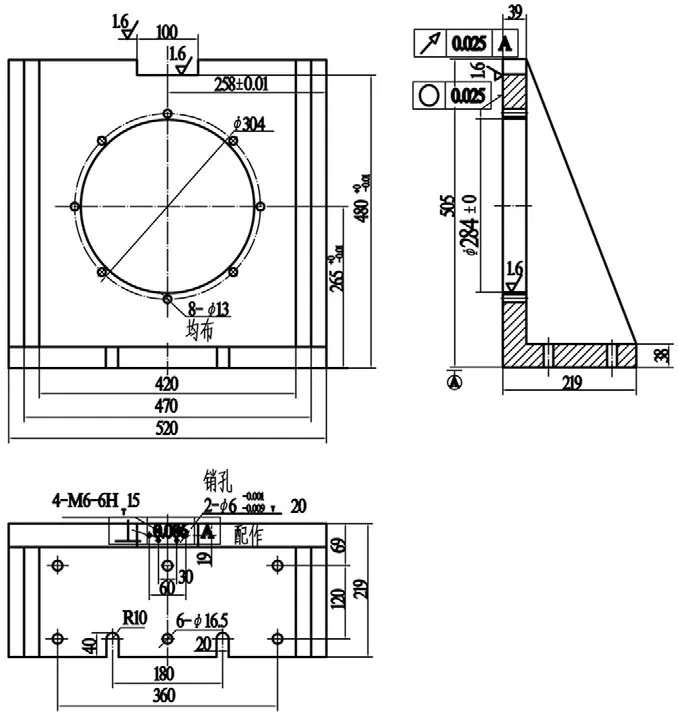
图4 支架
竖板的顶部设计了一个槽,上面有两个圆柱销孔和四个螺钉孔,该槽是为固定后面的悬梁准备的。
该支架在焊接后可用立式数控铣床加工,加工时可以用压板固定,并且用垫铁支撑。支架竖板的平面及中间ϕ284 mm的大孔是一次装夹加工出来的,因而也保证了孔的轴线与底面的垂直度。
(2)法兰盘设计
本测试装置的一大特点是一个测试框架可以测试多个型号的减速机系统误差,这就是通过法兰盘来实现的如图5所示。为满足这个功能在设计中采用台阶端面结构,根据减速机在确定台阶的直径,这样根据减速机的型号可以设计不同的外圆,理论上可以设计多个,但实际中不可能由一个法兰盘实现所有的减速机的测试,那样装置既笨重又不经济。因此设计的这个法兰盘可以测试两种型号的减速机,分别是RV6A-II和FT-35。
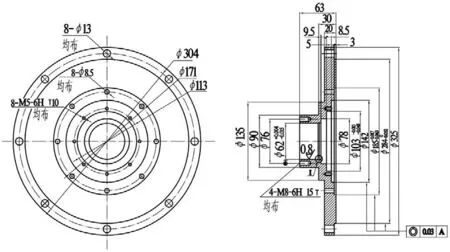
图5 法兰盘
因为减速机的输入轴要安装轴承,输入轴通过带轮由电动机带动,因此在法兰盘上设计了一个凸台用来安装轴承,法兰盘上的轴承孔与台阶端面要同轴,这样就能保证轴承孔与光栅支架上的孔同轴,从而保证光栅和减速机同轴,但加工时轴承孔和法兰盘的台阶端面不能一次加工完成,要留下余量,最后在架子整体安装在一起后,在加工完成。同轴度问题是关系到整个装置是否合格的重要指标,再有装配图中采用的弹性高精度联轴器也是为了调整到减速机轴和光栅轴的同轴。
在安装支撑轴承的地方,设计了两个孔用弹性挡圈来定位,而没有按照惯例在一端用凸台定位,目的是为了输入轴的装卸方便。
(3)输入、输出轴设计
输入轴就是减速机的动力传递者。该测试装置可以测试多个减速机,而且光栅又不方便装卸,这样两个光栅的距离基本上是不变的,光栅之间的距离是为最大型号的减速机准备的。在测试不同的减速机的时候,主要是改变输入、输出轴的长短,目前设计的是测试减速机小的一种型号,这样输入、输出轴的长度会很长,同时又要保证轴端是ϕ10 mm。所以在两个轴的设计时,就要考虑轴的刚性又不妨碍装配如图6所示。
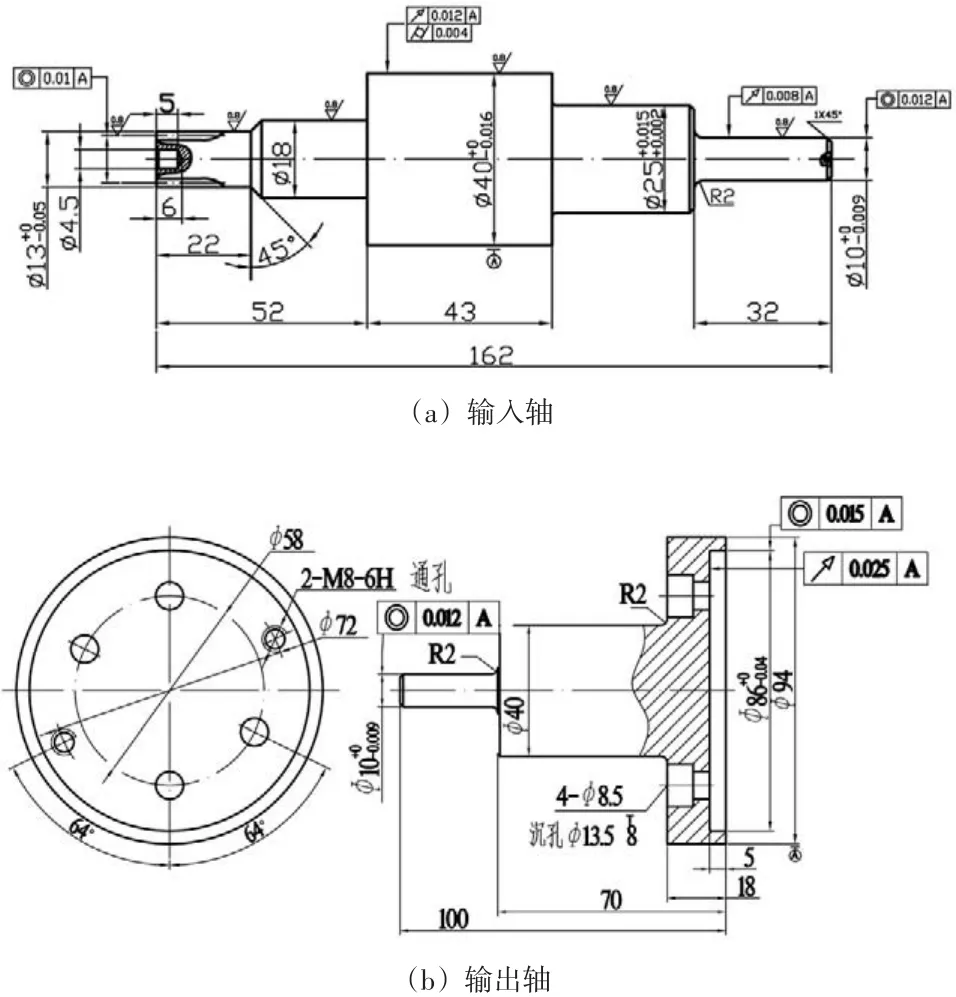
图6 输入、输出轴
减速机本身有一个输入齿轮轴,尺寸较短,如果我们要把动力传递到减速机,方法有两种:其—是另外装一个轴,它通过键或者是圆柱销和减速机连接,再通过带轮把动力传递到减速机里面;其二是不用减速机原来的齿轮轴,另外做一个整体的轴,就是把第—种方法中的两个轴做成整体的,这样就可以避免了各个零件的加工误差和装配误差,因此选择了后者。
而对于输出轴也存在同样的问题,解决的办法是一样的。针对我们研究的减速机的结构,它的输出轴是一个盘状的,因此输出轴首先要有一个相应的盘状零件,上面有定位止口同时要与轴连接为一体。
输入轴和输出轴通过弹性联轴器与光栅轴连接在—起,而弹性联轴器的轴孔是ϕ10 mm,因此输入、输出轴与联轴器连接的—端必须是ϕ10 mm,这样就要采用了阶梯轴,从而来实现减速机与联轴器和光栅的连接。
另外一个问题就是精度,要保证两个轴与光栅轴的同轴度。在设计的时候考虑轴与轴承、减速机的配合和圆柱度,配合方面都是选用的优先过渡配合,公差等级选的相对比较高,—般是IT6级。
(4)悬梁和光栅架设计
悬梁是用来保证光栅支架和支架的平行度和垂直度的,因此采用了刚性好的槽钢,在光栅架和悬梁上设计了三组螺钉孔和圆柱销孔,中间的用来固定悬梁和支架竖板,两端的用来固定悬梁和光栅架,并且在衔接悬梁和光栅支架处加了四方垫块,这样可以保证两个支架和悬梁底面垂直,最终保证光栅轴与减速机输入、输出轴同轴。整个的组合结构安装在弯板支架的顶部,即弯板的顶部设计的槽,在这里槽的底面和悬梁与槽接触的部分精度要求很高,必须保证安装上后光栅轴和减速机同心。

图7 光栅架
光栅支架上设计了两个孔用来安装光栅,并且在安装光栅的位置设计了一个深l mm、ϕ110 mm的止口,这样做的目的有两个:其一,光栅的端面有调动公差,如果把光栅支架整个面都加工即不经济又不现实,所以只是加工一个小的区域,能保证光栅的安装就可以了;其二,通过止口定位光栅,在装配和保证精度方面起到了很好的作用。
在加工时光栅孔和前面的法兰盘安装轴承的孔要在留有余量的前提下,安装好后一起加工,这样才能保证很好的加工精度。
测试装置的所有进行机加工的零件就这么多,虽然零件不多而且也不是特别的复杂,但是要让它们在本装置中发挥更好的作用,在设计的时候就要考虑很多的因素,只要有一点考虑不周全,就会对以后的装配带来很多的麻烦。
(5)检测装置装配
装配就是把所有的零件组装在—起,让它发挥设计前工作人员理想中的作用,达到一定的效果。本测试装置的装配很简单,但是困难的是如何保证装配后的精度以及装配的调试过程。因此,我们配备了很多测量调试仪器,关于它们的可靠度还是完全可以信任的.装配后的效果满意。
3 结束语
本系统采用的光栅编码器为FAGOR公司的产品S-90000-1024-D-90-CC型光栅编码器,9000线每转,精度为i 2″每脉冲,有一个定位止口,以保证机架尽可能少的引进系统误差,光栅与输入、输出轴间均用弹性联轴器连接,防止光栅受到冲击,这两个精密的联轴器也是由FAGOR公司生产的。它们的轴向允许移动量为i 0.1 mm,允许径向移动量为i 0.2 mm,允许的角度误差为i 0.5h,最大扭转刚度为1 000 N·m/rad,允许的扭矩为0.1 N·m:它的极限转速也和圆光栅一样只能为6 000 r/min。如此以来,就可以在一定精度要求的情况下,尽量提高整个系统的经济性了。从两光栅编码器输出的脉冲信号由数显反馈板计数,也是FAGOR的配套产品,可对这类编码器或其它传感器相连.数显反馈板可直接插在PC机的ISA总线插槽里,软件系统则只需按设定的地址向ISA读取即可。
[1]杨沿平.机械精度设计与检测技术基础[M].北京:机械工业出版社,2004.
[2]于峰.机械精度设计与测量技术[M].北京:机械工业出版社,2008.
[3]秦树人.机械工程测试原理与技术[M].重庆:重庆大学出版社出版,2011.
[4]张展.实用机械传动装置设计手册[M].北京:机械工业出版社,2012.
[5]王一凡.一种高精度机械传动链传动误差的检测系统[J].光学机械,1991(6):42-48.
[6]温坚,张健.齿轮传动误差的平均法测试原理[J].长春大学学报,1996(2):7-12.
[7]徐旭东.可调偏置对传动误差的补偿机理及应用[J].制造技术与机床,1996(12):35-37.
[8]刘跃南.机械系统设计[M].北京:机械工业出版社,2000.
