高效自动生产线互联系统的工艺设计及应用
2018-06-01王伟耿远胜高长青姜云中
王伟,耿远胜,高长青,姜云中
(东风商用车有限公司车身厂,湖北 十堰 442040)
1 背景介绍
公司于 2011年启动了涂装一车间续建底漆线及中涂线项目,同时由于公司的战略高端新车型—D760车型的生产准备项目已经启动,因此新建的底漆线除生产现生产的车型外,需具备生产 D760车型的能力,从而满足公司的商品计划需求。由于 D760的高定位目标,涂装一车间底漆线的工艺设计是否合理,直接关系着续建底漆线及中涂线项目的成败及后续D760车型的外观质量。
根据 D530金属漆能力提升项目的整体规划,结合生产需要及车间的工艺布置,在底漆之后、面漆之前,需要对底、面漆撬体进行转化,这就需要有一个转化装置来完成这一工作,鉴于原转化装置所存在的很多弊病:如磕碰、歪斜等,劳动强度也大,生产节拍较低,不适应对工件具有较高位置精度要求的自动化喷涂等,需要重新设计一套能够实现自动转化的装置,而且要能同时满足D310系列车型、D530系列车型、D760系列车型、EQ153系列车型、军品EQ140系列车型等几款车型的柔性化转化。因此,我们进行了一系列研究、分析,对重新设计一套自动转化装置,以满足公司对新产品的质量要求和D530金属漆能力提升项目的目标。
2 高效自动生产线互联系统的工艺设计的目标
自动生产线互联系统自正式投入使用开始,需要达到以下目标:
1)满足所有车型的柔性化生产;
2)节拍满足1.8min/台;
3)无需人工转运;
4)满足高产能的生产需要,质量稳定、自动化程度高。
3 旧吊运装置所存在的问题
涂装一车间原底漆、面漆转挂方式为输送链-升降台-人工操作的转挂方式(如图所示),从吊窗的底漆输送线上转移到吊窗的面漆输送线上,转挂时人工对位,造成很多装挂弊病:如磕碰、歪斜等,劳动强度也大,生产节拍较低,也不适应对工件具有较高位置精度要求的自动化喷涂。

图1

图2
4 解决方案
4.1 互联系统的组成及要求
根据生产需求,生产线互联系统要求能满足 D310系列车型、D530系列车型、D760系列车型、EQ153系列车型、军品 EQ140系列车型等几款车型由底漆工序向面漆工序转换的中间转挂。为了能够实现多种车型以较快的节拍(1.8min/台)进行柔性化转挂,本系统各功能模块之间的功能进行了高效的分工与协作,具体分为以下两个模组:
(1)吊钩装置:该装置是一套布置在空中的伺服装置,对车型识别后,伺服装置能够自动调整吊钩的空间位置,调整完后自动完成抓取动作,动作快、稳定性好。
(2)联动移载装置:联动移载装置布置在系统的底部,设置两个进口,分别对应车间的底漆工序和面漆工序,底漆重撬与面漆空撬同时进入联动移载装置。完成转挂后,两进口同时变为两出口,分别吐出完成转挂的底漆空撬和面漆重撬,由于两种工序撬同进同出,所以能够节约辅助时间,满足节拍要求。
4.2 互联系统的分工
本系统根据转挂车型较多、差异性大的特点,对两模组之间的动作进行了合理分割。如抓取装置的特点是抓取位置变化多,只负责对货物抓取姿态的调整,只完成对不同车身的空中抓取即可,不负责车身的移动。因为车身在空中移动时,稳定性不好,也会消耗更多的时间,满足不了节拍需求。
联动移载装置由于布置在地面,移动稳定性好,进出口对位准确,所以只负责位置转换,还可以达到两种撬体同进同出的要求,从而节约时间。两套模组之间功能的合理分工及结合,造就了该系统的高效运行。
4.3 工作过程
1)底漆撬带车身到位后,吊钩整体下降并张开,同时根据车型信息调整好吊钩位置。
2)吊钩合上并向上移动,直至托住车身,之后继续抬升到位。
3)联动移载装置移动,同时调整好车身的在面漆撬上的放置位置。
4)车身下降,放置到面漆撬上,吊钩继续下降一段并张开,然后回升到原位等待。
5)面漆撬随联动移载装置带车身回到原位。
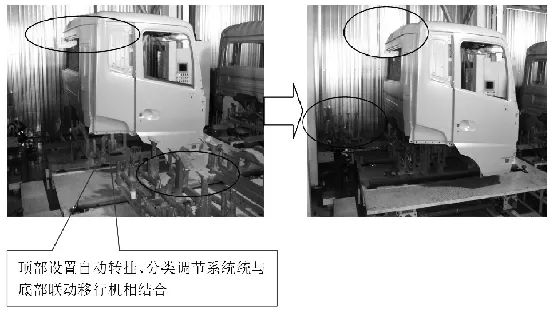
图3
5 实施效果
通过在顶部设计自动伺服转挂系统,可对驾驶室进行吊运;底部设置联动移载装置,保证车身载体位置精度,顶部自动伺服转换系统将驾驶室吊起后,底部联动移载装置同时工作,高效地完成底面漆撬体转换,空撬返回动作,高效满足生产节拍。
自动生产线互联系统自正式投入使用开始,可以满足公司所有车型的柔性化生产,节拍也可满足1.8min/台同时无需人工转运,满足高产能的生产需要,质量稳定、自动化程度高,达到系统设定的目标。
6 结束语
本系统设计思路新颖、独特,一改以往采用顶部吊运驾驶室后,吊运装置和驾驶室在顶部移动,将驾驶室转运到面漆撬体上的做法,创造性地设计将顶部自动转挂、分类调节系统和底部联动移行机配合使用,快速地完成底面漆撬体转换、空撬返回动作、移载装置精确对位,高效满足生产节拍的需要及面漆机器人喷涂对位置的高精度要求。
[1] 王锡春.汽车涂装工艺技术.北京:化学工业出版社,2005.10.
[2] 王锡春.最新汽车涂装技术.北京:化学工业出版社,1998.3.
