双边剪机架开口度测量系统设计与实现
2018-05-31张宏亮
张宏亮
重庆钢铁股份有限公司中厚板厂 重庆 401220
双边剪机架开口度的定位精度决定了剪切后钢板宽度方向的误差。在生产中操作工通过安装于固移两侧机架之间的可伸缩标尺调整开口度实现定宽控制。因标尺易变形、精度低及操作经验等因素致剪切后的钢板出现非计划品,为此宽度余量放至+20mm。通过多次实验发现机架开口度测量的精准度是钢板正公差减少的重要制约因素,为此设计了以高精度激光测距仪为核心的机架开口度测量系统。
1 设计原理
机架开口度安装示意如图1,激光测距仪(9)安装在双边剪移动侧,距离移动侧机架一定距离的独立支架上。测量数据由PLC(11)处理后,根据来料钢板的剪切宽度要求,控制机架向打开或者缩小的方向运行。激光测距仪与固定侧机架之间的距离减去激光测距仪与移动侧机架上感应板之间的距离即可得出机架开口的的值。

图1 激光测距仪安装示意图
2 数据通讯的实现
测距仪采用RS485通讯协议,将ASCII编码化后的实时测量数据,以数据帧的形式发送给可编程控制器,转化为十进制数据后输出。表1列出了ASCII的二进制,十六进制及相应字符。

图2 RS485通讯配置图
如图2双击硬件组态、双击蓝色Protocol,可设置通讯速率为9600bps,数据帧的格式设置为8个数据位1个停止位,延时时间为20ms,通讯方式设置为RS485半双工通讯方式。
调用FB2库函数所示:

表1 字符0-9的ASCII表
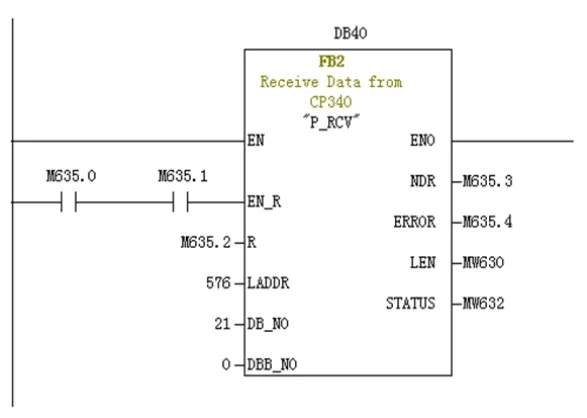
图3 RS485通讯接收块
始地址与CP板卡的硬件地址相对应设置为576,接收数据存放于编号为21的数据块中,背景数据存放于编号为40的数据块中,为了定时清除缓冲区数据,设置一个20S:40S的PWM波形信号。临时数据块的编号为22,23和24。数据处理的过程如下:
(1)将 DB21.DBB0-DB21.DBB5存放 至 DB22.DBB1,DB22.DBB3,DB22.DBB5,DB22.DBB7,DB22.DBB9,DB22.DBB11。(2) 读DB22.DBW1、DB22.DBW3、DB22.DBW5、DB22.DBW7、DB22.DBW9、DB22.DBW11。并将其一一转换为整形数据减去30,所得结果以实形数据存储在编号为23的数据块中。(3)读DB23.DBD0、DB23.DBD4、DB23.DBD8、DB23.DBD12、DB23.DBD16、DB23.DBD20。(4)所得结果分别乘以 10000、1000、100、10、1、0.1。(5)所得值相加即为十进制表现形式的测量数据。
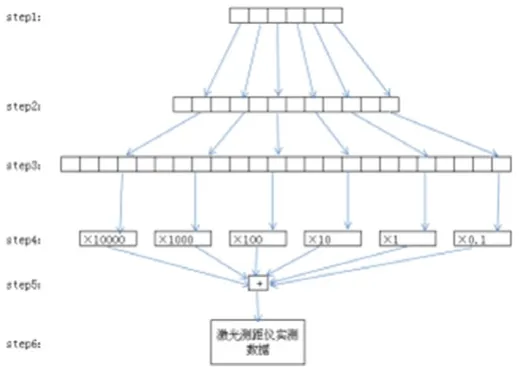
图4 激光测距仪数据处理过程示意图
3 激光测距仪的校准原理
校准方法如图5,第一步激光测距仪瞄准感应板、第二步使用校准尺测量两次移动侧机架下刀台至固定侧机架下刀台的距离,测量值通过WINCC画面输入。可编程控制器存储第一次校准值X1及当时刻测量值h1,存储第二次校准值X2当时刻测量值h2,计算(X1-X2)/(h2-h1)=cosa得实际激光偏离离线激光的余弦值,用固定侧下刀台至激光测距仪的距离值X减去实际测量值与余弦值之积就得到了开口度值Xn。
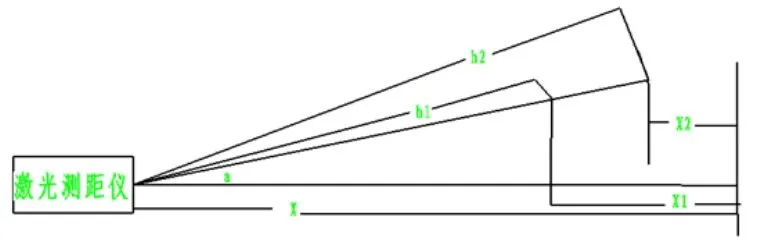
图5 激光测距仪校准
由表2中的测量数据对比值可看出测量系统的误差在0—+2mm。

表2 测量数据
4 结语
本文介绍了基于高精度激光测距仪的双边剪机架开口度测量系统的设计原理及实现方法,激光测距仪与PLC的数据通讯及其校准方法。由测量对比值可看出该项目实施后机架开口度的在线测量精度达到设计目标值。
