论再造烟叶行业浸涂液的固液分离
2018-05-30谢世艺李强吕英敏施建在
谢世艺 李强 吕英敏 施建在
1海申机电总厂(象山) (浙江宁波 315718)
2杭州利群环保纸业有限公司 (浙江杭州 310018)
3福建金闽再造烟叶发展有限公司 (福建福州 350600)
所谓浸涂液的固液分离,是指在再造烟叶的生产过程中,烟梗或烟末浸泡液经固液分离后,液相在经浓缩并加入各种添加剂进行喷涂造纸(烟叶)后的混合液(浸涂液)进入离心机所进行的固液分离,分离后的渣相弃用,液相进行回收再利用。
1 浸涂液的生产工艺及物料特性
1.1 生产工艺
浸涂液的工艺流程如图1所示。

图1 浸涂液的生产工艺流程
1.2 浸涂液的物料特性
进入离心机的浸涂液的密度约为1.245 g/cm3,进料总含固率为45%,其中含水55%,含糖14%,含蛋白质5%~10%,含无机盐6%~10%,其余为多酚类物质。该物料具有固含量较高、黏度和糖度大、流动性差等特性。
2 离心机配置、工作原理、技术特性
2.1 离心机配置与工作原理
以目前国内涂布液固液分离中应用较为成熟的LW520EY离心机为例,该离心机主要由主副驱动电机、转鼓部件、螺旋部件、轴承座、差速器等部件以及电器控制系统组成,技术参数如表1所示。
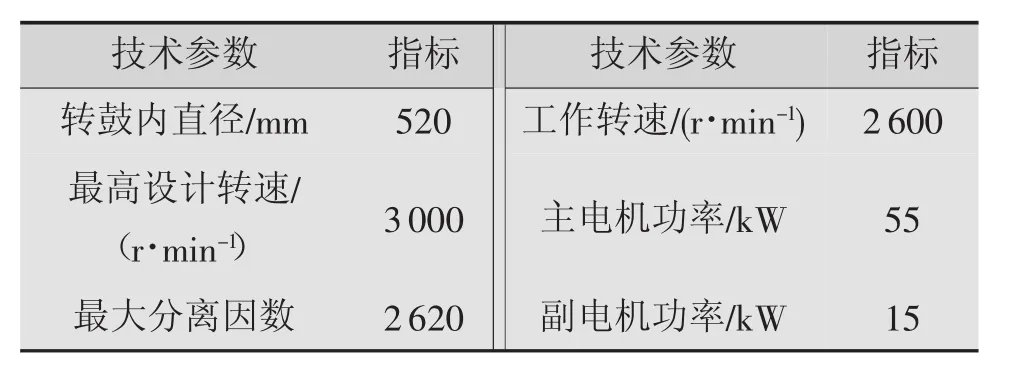
表1 LW520EY离心机主要技术参数
离心机的工作原理即根据离心力的作用,使具有不同密度的物体分开。浸涂液由螺杆泵经进料管进入离心机的转鼓内,在转鼓高速旋转产生的离心力作用下,因浸涂液固液两相存在密度差从而实现二者的分层。密度较大的固体颗粒沉积在转鼓内壁上被螺旋输送器不断推出至转鼓的出渣口,分离后的清液则经液层调节板的开口溢流出转鼓,推料螺旋与转鼓之间的转速差是通过差速器来实现的,转速差的大小通过副电机进行调节。[1]
2.2 LW520EY离心机技术特性
(1)采用大长径比和BD板技术
LW520EY离心机采用大长径比,可增加物料的沉降分离区域,延长了物料在离心机转鼓内的停留时间,使固形物去除率提高;采用BD板技术可使浸涂液中的固相被进一步地压缩,从而降低其含水率。
(2)独特的涡流式出料口设计
LW520EY离心机螺旋卸料器的出料口采用涡流式结构,该结构符合液体力学的流线型结构设计原理,使物料的注入更加顺畅,可以加速物料进入转鼓的速度,缩短物料与液池的接触距离,减少进料对已形成分离的固相产生扰动,避免螺旋体内堵塞和进料管抱死现象,从而提高离心机的处理能力。
(3)先进的耐磨保护措施
LW520EY离心机螺旋叶片的推物料面及叶片顶面堆焊高硬度碳化钨 (WC)材料,由于WC是100%硬质合金材料,堆焊后叶片依然平滑,可降低物料对叶片的磨损;转鼓出渣口采用镶陶瓷瓦加耐磨片的结构,对出料部位进行全程保护,减少物料对出渣口的磨损,转鼓出渣口的马鞍型结构可以保证出料顺畅并且360°无死角积料现象。
(4) 一机多能
LW520EY离心机是专门针对再造烟叶行业开发出的具有国内先进水平的卧螺离心机,适用于行业内浸涂液、白水、烟末提取液、烟梗提取液、烟梗烟末混合提取液等工艺段的固液分离,真正实现了一机多能式固液分离,目前已在国内各再造烟叶生产厂家得到较好的推广。
(5)先进的电器控制系统
LW520EY离心机的电器控制系统以一体化可编程控制器为核心,以可直观显示文本文件的界面为操作界面,与节能优良的双电机双变频恒扭矩控制方式组成了稳定可靠的离心机电气自控系统。该控制系统主、副变频器间采用共直流母线连接的方式,实现了能量反馈功能,达到节能的目的并实现离心机设备启动平缓、转鼓转速和差转速无级可调;螺旋差速调节精度高等特性,可最大程度地适应进料量和物料浓度的变化,保证良好稳定的分离效果,从而有效地保证了固相回收率。
3 影响离心机分离效果的因素、常见故障分析及解决措施
3.1 影响离心机分离效果的因素
(1) 分离因数
离心机转鼓转速影响离心机的分离效果和单位时间内的处理量。离心机转速越高,则分离因数越大,物料受到的离心力也越大,固体颗粒沉降速度也越大,分离效果越好;但转速的大小与分离效果的好坏并不成比例,当达到临界值后,转速再增大分离效果也无显著提高,而动力消耗几乎成比例增加,使运行费用大幅提高,同时会使设备的振动增加,所以要根据实际情况来调整转鼓转速。从表2中可以看出,离心机转速为2600 r/min时,分离效果最佳 。
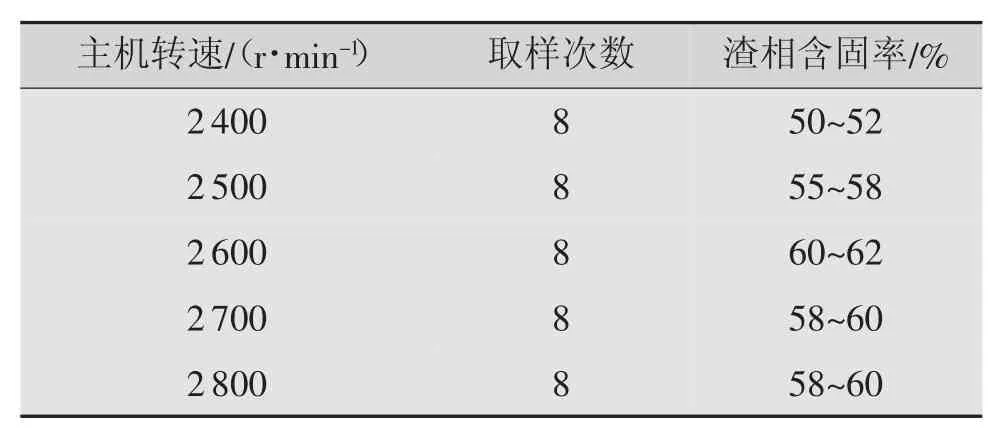
表2 不同分离因数对离心机分离效果的影响
(2) 差转速
差转速的大小决定了螺旋推料器的排料速度,进而影响离心机的分离效果和处理能力。在进料量恒定的情况下,差转速增大将使清液离开离心机之前的路径增加,但螺旋排料速度加快会缩短固相在离心机内的停留时间,所以可在获得更好分离效果的同时降低出渣干度。从表3可以看出,差转速控制在16~18 r/min时,液相可以达到工艺要求。

表3 不同差转速对离心机分离效果的影响
(3) 液层深度
离心机出液口的开口越靠近转鼓中心,其液层越深,反之则越浅。加深液层会降低液相中的含固率,增加固相中的含水率,降低液层深度则反之。从表4可以看出,液层深度控制在150 mm时,无论从渣相的干度还是液相的含渣率来看,分离效果完全可以满足生产工艺要求。

表4 不同液层深度对离心机分离效果的影响
3.2 常见故障分析及解决措施
(1)分离效果不稳定
由于浸涂液含固率较高、黏度较大,因此,在工艺上尽量采取适当提高进料温度、降低进料含固率的方法来保证分离效果的稳定性。
(2)离心机运行过程中的信号干扰
离心机运行过程中的信号干扰常常造成控制系统失灵,如转速、差转速、进料流量等数值出现偏差时,会影响到离心机的正常运行。因此,在安装布线时要做到所有的模拟量信号必须采用屏蔽线连接并有效地接地,强、弱电分别独立地接地等。
(3) 进料波动
当进料出现浓度波动时,如果控制系统反应不及时会影响离心机的分离效果,而采用恒力矩控制,可使离心机处于最佳状态,通过检测力矩,自动调整差转速,可有效防止离心机堵料等现象的发生。
(4)设备运行状况
离心机的安全平稳运行是实现良好分离效果的前提。离心机自动控制系统应具备联锁和报警功能来保护设备,可对关键部件增加保护材料从而提高离心机的耐磨性能,离心机的日常维护保养也对其分离效果和使用寿命有着至关重要的影响。
4 结语
用离心机进行再造烟叶行业浸涂液的固液分离具有物料适应性好、自动化程度高、运行稳定、安全保护装置齐全可靠、分离效果佳、处理量大等优点,值得在行业内推广。
[1]李强.离心机在造纸法再造烟叶分离过程中的应用[J].化工技术装备,2016,37(5):26-28.王保军.离心机在钢厂酸洗废水处理中的应用[J].化工技
[2]术装备,2017,38(5):15-17.徐健.可编程逻辑控制器在光伏行业污水处理中的应用
[3][J].上海化工,2017,42(11):19-21.
